工作缸的活塞单元的制作方法
1.本发明涉及一种工作缸的由活塞和活塞杆形成的活塞单元。
背景技术:
2.从现有技术中已知用于将活塞与活塞杆连接的不同的解决方案。在此,已知形状锁合的、力锁合的和材料锁合的连接。
3.形状锁合的和力锁合的连接通常具有如下问题,需要附加措施来防止活塞和活塞杆的连接的松开。此外,在形状锁合的连接中通常存在如下缺点,由于引入到活塞杆中的成型部段、如槽或螺纹,活塞杆必须实心地或至少以大的壁厚构成,以便获得足够的稳定性。此外,切口效应会是不利的。此外,对于通常切削地加工活塞杆和活塞存在相对高的生产耗费。此外耗费的是,提供无间隙的形状锁合的连接。
4.此外,原则上已知的是,将活塞和活塞杆材料锁合地彼此连接。松动因此可以防止,然而造成其他缺点。只要这通过粘接进行,那么存在相对小的强度和相对于连接的失效小的安全性的缺点。粘接因此仅在特定的应用情况下是可行的。
5.尤其地,原则上已知焊接连接,所述焊接连接然而需要投入非常有专业知识的人并且是耗费的。尤其地,存在连接配对件的热负荷的缺点,这会引起尤其活塞杆的材料组织变化从而要求厚壁的活塞杆或要求由实心材料构成的活塞杆。
技术实现要素:
6.本发明的目的是,示出工作缸的活塞单元,所述活塞单元通过活塞和活塞杆的连接构成,所述连接可以成本低廉地制造并且确保尤其高的运行安全性。
7.所述目的通过在权利要求1中详述的特征来实现。优选的改进方案在从属权利要求中得出。
8.根据本发明,工作缸的活塞单元具有活塞和活塞杆。在此,活塞和活塞杆尤其优选地由钢构成。
9.在根据本发明的活塞单元中,尤其可以为差动缸、同步缸或其他工作缸类型、如例如气动缸或牵拉缸的活塞单元。同样地,活塞单元尤其由储能缸、液压缓冲器或气弹簧缸包括,只要其具有与活塞杆连接的活塞。
10.活塞根据本发明具有轴向孔,在所述轴向孔中容纳有活塞杆。活塞中的轴向孔构成为,使得活塞杆可以在其中容纳。轴向孔优选地具有圆形的横截面。
11.活塞杆和活塞根据本发明借助于环形的激光环焊缝材料锁合地连接。
12.激光环焊缝因此在活塞和活塞杆的彼此相对置的接触面处设置,其中通常,活塞杆的外部圆柱形侧面和活塞的内部圆柱形侧面相对置。但是接触面的其他构成方案也是可能的。
13.激光环焊缝的特征尤其在于,通过激光焊有利地构成尤其窄的、以尖形收尾的并且基本上呈v形的焊缝。激光焊缝的侧向边翼构成优选小于15度并且尤其优选小于10度的
锐角的焊缝角。
14.激光环焊缝根据本发明构成压力介质密封的密封平面。
15.激光环焊缝无中断地沿着活塞和活塞杆之间的接触面设置。借此,其形成密封的材料锁合的连接,所述连接防止压力介质穿过,而对此不需要附加的器件,如例如密封件。
16.借助根据本发明的活塞单元找到尤其相对于现有技术的下面的主要优点。
17.这样产生的活塞单元的第一优点在于高的精度和同轴度精度。因为对于单位焊缝长度仅必须引入小的能量用于焊接(小的区段能量),所以出现明显更小的热应力,所述热应力会引起活塞杆的变形。
18.此外,优点在于,尤其在活塞杆处不需要减弱横截面的切削的材料去除。这在材料消耗较小的同时提高机械负荷能力。
19.此外,因此除了活塞杆的截割之外几乎不需要对活塞杆进行切削的材料加工。借此有利地,降低加工技术的耗费、工具成本、时间和能量。
20.尤其重要的优点在于高的强度。激光环焊缝具有小的宽度,但是尽管如此具有大的焊缝深度。通过大的焊缝深度,焊接大的面积,使得在激光环焊缝处的机械应力相同的情况下,可以传递尤其高的力,或者相反地,在力相同的情况下在激光环焊缝处出现较小的机械应力。
21.借此有利地,此外实现尤其高的运行安全性,因为由于小的机械应力,存在尤其高的余量直至过载。尤其地,相对于在液压工作缸中典型地出现的具有频繁的负载变换的动态负荷,连接是可靠的和持久稳定的。
22.在相对大的焊缝深度的同时,有利地存在焊缝的小的宽度。通过小的焊缝宽度,连接配对件的材料仅在表面附近热负荷,这尤其关于活塞杆是尤其有利的,因为所述活塞杆因此几乎不削弱或热变形。
23.总体上,激光环焊缝此外具有小的体积,使得总热量输入是小的。通过较小的热量输入,不出现材料的氧化,这否则在其他工作步骤中必须再次移除。
24.尤其通过所描述的优点的令人惊讶地可实现的共同作用,活塞杆可以尤其材料节约地构成从而实现对原材料资源的保护。
25.此外有利的是,对于在活塞杆和活塞之间的密封不必设有附加的器件。与密封环相比,通过在活塞杆和活塞之间的激光环焊缝造成的压力介质密封的密封平面此外不受到磨损。
26.在生产技术方面,此外存在激光焊接的高的速度的优点以及由于小的能量输入得出的用于冷却直至继续加工的尤其小的时间的优点。
27.另一生产技术方面的优点在于,热学敏感的组件、如例如引导件或弹性体密封件在活塞与活塞杆的激光焊接之前已经能够在活塞处安装。
28.根据一个有利的改进方案,激光环焊缝在底侧部上在端侧并且借助焊缝中轴线平行于活塞杆的主纵轴线设置。
29.焊缝中轴线平行于活塞杆的主纵轴线并且沿着活塞和活塞杆之间的接触面设置。焊缝中轴线在该改进方案中对应于连接配对件的接触面的走向延伸。
30.如果激光刚好沿着接触面延伸,那么活塞和活塞杆基本上以相同的部分热负载并且在材料品质相同的情况下也在对称的焊缝中沿着焊缝中轴线熔化。
31.借此,借助该改进方案,尤其有利地可靠地在连接配对件的热负荷小的同时实现接触面的尤其大面积的连接。
32.如果沿着焊缝中轴线并且在要连接的接触面之上存在对于激光器足够的运动游隙,那么所述改进方案可以尤其有利地实现,如这尤其适用于活塞的底侧部。
33.根据另一有利的改进方案,激光环焊缝在活塞杆侧部在活塞杆侧并且焊缝中轴线相对于主纵轴线倾斜地以2至15度的倾斜角α设置。
34.为了能够焊接活塞杆侧部,必须安置激光器。也同时对应于激光的入射路径的焊缝中轴线与主纵轴线围成倾斜角α。
35.倾斜角α在该改进方案中在2和15度之间,优选为4至8度并且尤其优选为5度。
36.为了实现在活塞和活塞杆之间的更强的连接,力求沿着在两个连接配对件之间的接触面的尽可能大的熔化区域。已经发现,通过激光环焊缝的锥形的横截面,当其边缘区域沿着接触面延伸时,实现足够的熔化。因此,倾斜角优选不大于激光环焊缝的焊缝角的一半。
37.该改进方案的优点在于,即使在激光器的如尤其沿着活塞杆的运动游隙较小的情况下,能够提供具有大的作用的焊缝深度的激光环焊缝。
38.根据一个有利的改进方案,活塞单元具有第一激光环焊缝和第二激光环焊缝。
39.根据该有利的改进方案,第一激光环焊缝在底侧部上在端侧并且借助其焊缝中轴线平行于活塞杆的主纵轴线设置,并且第二激光环焊缝在活塞杆侧部上在活塞杆侧并且其焊缝中轴线相对于主纵轴线倾斜地以2至15度的倾斜角α设置。第二激光环焊缝的倾斜角α优选地为4至8度并且尤其优选地为5度。
40.在该改进方案中,将两个在上文中描述的有利的改进方案组合。
41.在一个有利的成型方案中,第一激光环焊缝和第二激光环焊缝的焊缝深度总体上在活塞和活塞杆之间的整个接触面之上延伸,使得在活塞和活塞杆之间的材料锁合的连接利用整个接触面。因此,实现连接的最大的可负荷性。
42.同样可行的是,两个激光环焊缝将活塞和活塞杆仅部分地沿着接触面连接。经由两个激光环焊缝的两个这样构成的环形面补充轴向的力传递并且同样提供连接的尤其高的可负荷性。在此,热量输入比在通常的焊接的接触面的情况下更小。
43.根据另一有利的改进方案,活塞单元构成为同步缸的活塞单元。
44.同步缸的活塞单元构成为,使得活塞居中地固定在活塞杆上。活塞杆在此完全地被引导穿过活塞并且在两侧轴向地超出所述活塞。
45.根据该有利的改进方案,活塞具有第一活塞杆侧部和第二活塞杆侧部。由于同步缸的特定的构造形式,活塞不具有底侧部并且替代于此具有两个活塞杆侧部。
46.根据一个有利的改进方案,活塞单元具有第一激光环焊缝和第二激光环焊缝,其中激光环焊缝相对置地设置。
47.活塞借助两个环形的激光环焊缝固定在活塞杆处。
48.第一激光环焊缝和第二激光环焊缝根据该有利的改进方案分别在活塞杆侧部在活塞杆侧并且其焊缝中轴线分别相对于主纵轴线倾斜地以2至15度的角度α设置。
49.因为活塞杆延伸穿过活塞,两个激光环焊缝借助以角度α倾斜的焊缝中轴线延长。角度α在2和15度之间、优选在4至8度之间并且尤其优选地为5度。因此对于该活塞构造方式
有利地,在活塞和活塞杆之间实现优化的连接。
50.根据另一有利的改进方案,活塞杆具有镀铬的外侧表面。
51.由于特别的负荷,活塞杆通常构成为具有镀铬的外侧表面。在此,活塞杆作为杆料镀铬、截割并且随后以已经镀铬的表面继续加工。
52.在此,在生产技术方面存在如下问题,镀铬的外侧表面在实践中不允许根据现有技术的焊接。
53.已经发现,借助于通过激光环焊缝对镀铬的外侧表面的热作用,引起铬层的这种组织变化,使得其在活塞的和活塞杆的钢之间结构化成,使得在相对置的接触面上、即在活塞杆的外部圆柱形侧面和活塞的内部圆柱形侧面之间实现高的侧面静摩擦。这提供在活塞和活塞杆之间的足够高的轴向力可传递性。
54.该改进方案的特别的优点在于,可以取消镀铬的外侧表面的否则需要的去除。
55.根据又一有利的改进方案,镀铬的外侧表面具有未镀铬的横截面减小的环部段。
56.对此,在环部段中借助于切削方法、优选磨削或车削移除铬层。在那里存在环绕活塞杆的环部段,其横截面至少以去除的铬层的厚度减小。
57.在活塞和横截面减小的环部段之间,根据该有利的改进方案设置有环形的补偿层。补偿层补偿在未镀铬的横截面减小的环部段和其余的活塞杆之间的直径差并且必要时也能够超过差。对此,优选地由至少一个成型体构成的环形的补偿层置入横截面减小的环部段中并且将活塞推动到其上。也可行的是,环形的补偿层作为切割环引入。
58.在该有利的改进方案中,活塞杆与环形的补偿层通过径向内部激光环焊缝连接,并且环形的补偿层与活塞通过径向外部激光环焊缝连接。对此,环形的补偿层的材料不仅匹配于活塞的材料,而且也匹配于位于活塞杆的镀铬的外侧表面之下的材料,使得熔化可以进行。
59.因此有利地,活塞单元的具有附加的表面处理、如镀铬的组件也可以被焊接。
60.根据一个有利的改进方案,活塞表面硬化地构成。
61.活塞的表面借助于从现有技术中已知的方法、如氮化、硬化存在。表面处的材料特性的这样存在的改变根据现有技术加难焊接连接或者排除焊接连接。
62.根据一个有利的改进方案,活塞杆具有端侧的轴向的接触面。优选地,为正交于活塞杆的主纵轴线设置的平坦面。在此为未硬化的接触面。在接触面的中部,优选地设置有定心销。
63.根据该有利的改进方案,活塞在活塞杆侧具有扁平圆柱形的成型部段,其端面构成活塞杆侧的轴向的配合接触面。
64.配合接触面同样优选地正交于主纵轴线定向并且构成平坦面。
65.在此,定心孔优选地居中地位于扁平圆柱形的成型部段中,活塞杆的定心销嵌接到所述定心孔中从而在连接时彼此径向地固定活塞和活塞杆。
66.接触面和配合接触面在连接时面状地彼此贴靠。
67.配合接触面根据该有利的改进方案具有表面去除,其中通过表面去除来去除硬化的表面。
68.在配合接触面的区域中,硬化的表面优选地通过平面磨削去除,直至达到基本材料。
69.根据该有利的改进方案,激光环焊缝横向于主纵轴线设置并且将接触面和配合接触面材料锁合地连接。
70.该改进方案在微型缸的活塞单元的情况下是尤其有利的。作为微型缸在本文中尤其理解成具有直至50mm的活塞直径的工作缸。在该改进方案中,存在高的生产效率和同时活塞单元的足够的可负荷性的优点。
附图说明
71.本发明作为实施例根据如下图详细阐述。
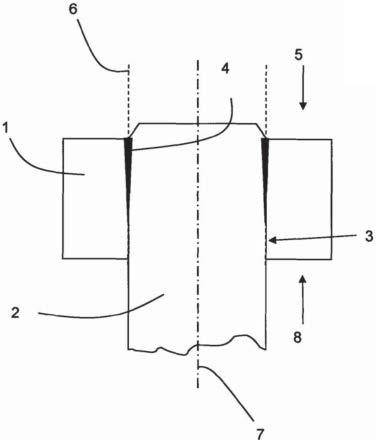
72.图1示出工作缸的活塞单元(底侧的焊接)
73.图2示出工作缸的活塞单元(活塞杆侧的焊接)
74.图3示出工作缸的活塞单元(闭合的活塞)
75.图4示出工作缸的活塞单元(两侧的焊接)
76.图5示出同步缸的活塞单元(两侧的焊接)
77.图6示出工作缸的活塞单元(具有环形的补偿层)
78.图7示出具有硬化的活塞表面的活塞单元(分解图)
79.图8示出具有硬化的活塞表面的活塞单元(焊接)
具体实施方式
80.在图1中作为示意剖面图示出工作缸的活塞单元的第一实施例。活塞单元具有活塞1和活塞杆2。活塞1具有轴向孔3,在所述轴向孔中容纳活塞杆2。其具有底侧部5和活塞杆侧部8。
81.活塞单元具有激光环焊缝4,其将活塞1和活塞杆2材料锁合地连接。激光焊缝4设置在底侧部5上。
82.在此,激光环焊缝4具有焊缝中轴线6,所述焊缝中轴线居中地延伸穿过激光环焊缝4的横截面。
83.所述激光焊缝中轴线6平行于活塞杆2的主中轴线7并且沿着活塞1和活塞杆2的对应的接触面延伸。
84.在该实施方案中,从底侧部5起,借助于激光焊的方法焊接。其中焊缝中轴线6平行于主纵轴线7延伸的激光焊基于激光发射器的所需要的运动自由度在底侧部处是可行的。
85.在图2中示出活塞单元的另一实施例,所述活塞单元在活塞杆侧焊接。激光环焊缝4在此以5度的倾斜角α倾斜。此外,根据图2的活塞单元与在图1中示出的活塞单元构造相同。
86.由于活塞杆2,激光器以倾斜角α相对于活塞杆2的主纵轴线7倾斜。借此,对应于激光束的走向延伸的焊缝中轴线6不如在图1中那样平行于主中轴线7延伸,并且与其围成倾斜角α。
87.在该实施方案中,激光环焊缝4的边缘区域与在活塞1和活塞杆2之间的接触面重叠,由此在其之间产生连接。
88.在图3中,示出具有闭合的活塞1的活塞单元。与之前的活塞单元相比,轴向孔3不穿透活塞1,而是构成为盲孔。活塞杆2在此并未完全地引导穿过活塞1。
89.激光环焊缝4类似于图2在活塞杆侧并且以倾斜的焊缝中轴线6设置,其与主中轴线7围成倾斜角α。倾斜角α在此也为5度。
90.在图4中,活塞单元基本上对应于图1和图2中的活塞单元。
91.在该实施方案中,活塞1和活塞杆2的连接经由第一激光环焊缝4.1和第二激光环焊缝4.2构成。
92.在此,第一激光环焊缝4.1对应于图1中的激光环焊缝4,其中焊缝中轴线6平行于主纵轴线7延伸并且所述激光环焊缝从底侧部5起焊接。
93.第二激光环焊缝4.2对应于图2和图3中的激光环焊缝4,其中焊缝中轴线6与主纵轴线7围成倾斜角α。倾斜角d在此也为5度。焊接在此从活塞杆侧部8进行。
94.在该实施方案中,第一激光环焊缝4.1和第二激光环焊缝4.2接触或重叠,由此连接在活塞1和活塞杆2的整个圆柱形接触面之上进行。因此,实现连接的最高的可负荷性。
95.在图5中示出同步缸的活塞单元。同步缸的特点在于,其由于贯穿的活塞杆2不具有底侧部5。出于所述原因,两个侧部被定义成第一活塞杆侧部8.1和第二活塞杆侧部8.2。在该实施方案中,两个活塞杆侧部8.1、8.2相同地构成。
96.与活塞单元的其他实施例不同地,第一激光环焊缝4.1和第二激光环焊缝4.2相对于主纵轴线以倾斜角α倾斜。倾斜角α在此也为5度。在此,第一激光环焊缝4.1从第一活塞杆侧部8.1起并且第二激光环焊缝4.2从第二活塞杆侧部8.2起被激光焊接。
97.在图6中示出具有环形的补偿层10的活塞单元。在该实施方案中,活塞杆2的表面是镀铬的。
98.表面在环部段9中通过车削去除,使得形成横截面减小的部段。横截面减小的程度在图6中出于概览的原因过高地示出。在所述横截面减小的环部段9中插入环形的补偿层10,所述补偿层在该实施方案中构成为分段的钢套。活塞1被推动到环形的补偿层10之上。
99.活塞杆2借助于径向内部激光焊缝11与环形的补偿层10焊接。环形的补偿层10与铬层下方的活塞杆2和与活塞1在材料方面是同质的。焊缝中轴线6在此以倾斜角α倾斜。倾斜角α为5度。活塞1借助于径向外部激光焊缝12与环形的补偿层10焊接。径向外部激光焊缝和径向内部激光焊缝11的焊缝中轴线6平行地延伸。
100.在图7中示出具有活塞1的活塞单元,其具有硬化的表面16。
101.此外,活塞1具有扁平圆柱形的成型部段14,所述成型部段在活塞杆侧部8上略微超出活塞1的其余轮廓。硬化的表面在扁平圆柱形的成型部段14的区域中通过平面磨削从轴向的配合接触面15移除。在扁平圆柱形的成型部段15的中部存在定心孔,所述定心孔与在活塞杆2的轴向的接触面13的中部中的定心销对应。
102.因此,活塞1可以安放到活塞杆2上,借此二者以其相对径向位置固定。
103.在图8中示出图7中的完成安装的活塞单元。活塞1轴向地置于活塞杆2上,使得接触面13和配合接触面14处于碰触接触。定心销与定心孔嵌接。
104.活塞1和活塞杆2沿着对应的接触面13、14借助于激光环焊缝4连接。与之前描述的活塞单元相比,焊缝中轴线6垂直于主纵轴线。
105.附图标记列表:
[0106]1ꢀꢀꢀ
活塞
[0107]2ꢀꢀꢀ
活塞杆
[0108]3ꢀꢀꢀ
轴向孔
[0109]4ꢀꢀꢀ
激光环焊缝
[0110]
4.1 第一激光环焊缝
[0111]
4.2 第二激光环焊缝
[0112]5ꢀꢀꢀ
底侧部
[0113]6ꢀꢀꢀ
焊缝中轴线
[0114]7ꢀꢀꢀ
主纵轴线
[0115]8ꢀꢀꢀ
活塞杆侧部
[0116]
8.1 第一活塞杆侧部
[0117]
8.2 第二活塞杆侧部
[0118]9ꢀꢀꢀ
横截面减小的环部段
[0119]
10
ꢀꢀ
环形的补偿层
[0120]
11
ꢀꢀ
径向内部激光焊缝
[0121]
12
ꢀꢀ
径向外部激光焊缝
[0122]
13
ꢀꢀ
轴向的接触面
[0123]
14
ꢀꢀ
扁平圆柱形的成型部段
[0124]
15
ꢀꢀ
车由向的配合接触面
[0125]
16
ꢀꢀ
硬化表面
[0126]
α
ꢀꢀ
倾斜角α
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1