轧制设备的制作方法
1.本发明涉及一种轧制设备,该轧制设备具有至少一个上工作辊和下工作辊以及至少一个上支撑辊和下支撑辊,其中工作辊和支撑辊支撑在共同的轧机机架中,工作辊可以相对彼此移动以调节预设的辊间隙,并且工作辊分别与至少一个弯曲设备有效连接,其中至少一个第一弯曲设备与上工作辊相关联,并且至少一个第二弯曲设备与下工作辊相关联,第二弯曲设备包括弯曲缸,所述弯曲缸竖直地位置固定地设置,并且上工作辊可借助第一弯曲设备随辊间隙的高度的竖直调节进行再调节或一起引导。
背景技术:
2.上述类型的轧制设备例如从ep 2 342 026 b1中已知。ep 2 342 026 b1描述一种具有工作辊缸、弯曲缸和平衡缸的轧制设备。用于下工作辊的弯曲缸竖直地设置在位置固定的块中。用于上工作辊的弯曲设备的特征在于设有弯曲臂,所述弯曲臂可在辊支座上的引导装置中竖直移动。在此,弯曲缸在辊支座的窗口内在其位于上支撑辊的平衡臂处的十字头下方经由平衡臂上的横梁引导。即所述弯曲缸在定位上辊时与支撑辊平衡装置一起移动。经由挂入横梁中的弯曲臂,对上工作辊的装入件竖直地加载力。借助所述轧制设备提供工作辊-轴向移动和弯曲设备,借助所述工作辊-轴向移动和弯曲设备可以实现直至约1100mm的非常高的辊上升行程。
3.但是在ep 2 342 026 b1中描述的工作辊-轴向移动和弯曲设备具有以下缺点:在操作上弯曲缸以影响辊间隙轮廓时会引起与上支撑辊平衡装置的相互作用。至少需要使上支撑辊平衡装置的缸显着更强地构造,以便不会引起对辊间隙轮廓产生负面影响。与上支撑辊-平衡装置布置在动力流中的构件必须设计成吸收相对较高的力。
4.其他的现有技术从文献jps6099405 a和jps59130607和jp2012143790中已知。
技术实现要素:
5.本发明的目的是:提供一种开头所述类型的轧机机架,所述轧机机架实现非常高的辊上升行程并且在此避免与支撑辊平衡装置的不期望的相互作用。特别地,本发明所基于的目的是在开头提到类型的轧机机架上实现工作辊弯曲设备,其能够在最大至最小的辊直径中和在最大和最小的辊上升行程中实现工作辊装入件在支座窗口中良好的引导。特别地上述优点也应该可以在具有工作辊轴向位移设备的轧制设备中实现。
6.本发明所基于的目的通过权利要求1的特征来实现。本发明主题的有利的改进形式从从属权利要求中得出。
7.根据本发明,提供一种轧制设备,其具有至少一个上工作辊和下工作辊以及至少一个上支撑辊和下支撑辊,其中工作辊和支撑辊支撑在共同的轧机机架中,工作辊可以相对彼此移动以调节预设的辊间隙,并且工作辊分别与至少一个弯曲设备有效连接,其中第一弯曲设备与上工作辊相关联,并且第二弯曲设备与下工作辊相关联,第二弯曲设备包括弯曲缸,所述弯曲缸竖直地位置固定地设置,并且上工作辊可借助第一弯曲设备进行再调
节或带动以竖直地调节辊间隙的高度。根据本发明的轧制设备的特征尤其在于,第一弯曲设备包括与位置固定设置的弯曲缸相互作用的弯曲臂。
8.本发明中的弯曲臂应理解为连接元件,所述连接元件桥接从弯曲缸至弯曲力在工作辊装入件上的作用部位的空间分离部。通过第一弯曲设备与第二弯曲设备的结构和空间分离,可以实现至少900mm、优选1200mm、特别优选1350mm的特别大的辊上升行程。
9.为在调节辊间隙时带动上工作辊,第一弯曲设备的行程跟随辊间隙的高度的竖直调节的移动路径,使得对于轧制过程确保上工作辊与上支撑辊之间的接触。在此,第一弯曲设备在结构上与辊调整装置分离。
10.根据本发明使得用于上工作辊的弯曲设备基本上与用于上支撑辊的平衡系统脱耦。通过第一弯曲设备的弯曲缸竖直位置固定并且优选地明显设置在工作辊装入件上方的方式,在支座窗口中良好引导工作辊装入件时确保相对高的辊上升行程。通过脱耦简化了两个设备的可访问性以用于维护。
11.有利地提出:当竖直调节辊间隙的高度时,第一弯曲设备的弯曲臂带动上工作辊。
12.辊间隙的高度在轧制开始(轧辊道次)之前被预先调节。为此,位于上方的辊调整装置将上支撑辊移动到如下位置上,在所述位置中所述上支撑辊通过支撑辊平衡装置克服重力保持。上工作辊跟随这种竖直运动,其中所述上工作辊通过弯曲装置的臂保持。弯曲缸进而还有上工作辊在轧制道次之间首先跟随上支撑辊的运动。弯曲缸的附加行程引起工作辊的弯曲,进而引起在道次期间以期望方式影响轧制间隙的轮廓。
13.在根据本发明的轧制设备的一种优选的实施方案中提出:工作辊可以轴向和竖直调节。
14.上部的第一弯曲设备的弯曲缸的位置固定的支承尤其与工作辊的轴向移动相结合是有利的,因为在所述装置中对结构和空间分离的支撑辊平衡装置未额外地加载由工作辊弯曲所引起的反应力。
15.优选地,设有用于至少一个工作辊的至少一个轴向位移装置。轴向位移装置、例如上工作辊的轴向位移装置可以位置固定地设置在辊支座处或浮动地设置。
16.在根据本发明的轧制设备的一种有利的变型形式中提出:至少一个轴向位移装置与第一弯曲设备的弯曲臂有效连接。有效连接可以经由弯曲臂和轴向位移装置之间的直接连接来实现。间接连接、例如经由其他锁销或引导装置同样确保有效连接。
17.第二弯曲设备的弯曲缸可以竖直地设置在位置固定的块中并且作用于下工作辊的工作辊装入件上。
18.在根据本发明的轧制设备的一种有利的变型形式中,第二弯曲设备的弯曲缸设置在轧机机架的辊支座的加厚部中。
19.优选地,第一弯曲设备、即带动上部的辊装置(上工作辊和上支撑辊)的弯曲设备的弯曲缸分别支撑在轧机机架的辊支座的上十字头处。通过弯曲缸的如此高的设置,确保用于上部的辊装置的相对大的调节路径。
20.例如,第一弯曲设备的弯曲缸可以沉入轧机机架的辊支座的上十字头的凹部中。
21.替代地,第一弯曲设备的弯曲缸可以分别固定在轧机机架的辊支座的外侧处。
22.优选地,第一弯曲设备的弯曲臂借助于引导元件竖直地在轧机机架的凹部中引导,优选分别在辊支座的支座窗口内引导。
23.第一弯曲设备的弯曲臂可以借助于相应构造的加厚部在所述加厚部的端部处从下方接合上工作辊的工作辊装入件。
24.替代地可以提出:第一弯曲设备的弯曲臂设有凹部,所述凹部完全地围绕接合上工作辊的工作辊装入件的相应的轮廓。以该方式和方法可以实现正和负的工作辊弯曲。
25.在根据本发明的轧制设备中,上支撑辊分别在其端部处支承在支撑辊装入件中,并且支撑辊装入件与平衡缸有效连接,所述平衡缸补偿支撑辊的自重。
附图说明
26.下面参考附图根据多个实施例来解释本发明。
27.附图示出:
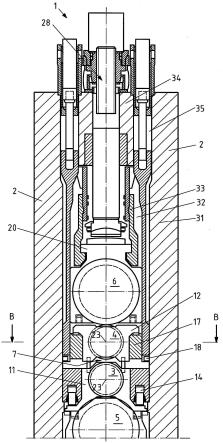
28.图1示出根据本发明的第一实施例的轧制设备的纵截面,所述轧制设备具有工作辊对和支撑辊对,
29.图2示出沿图1中的线b-b的横截面,所述横截面示出用于上工作辊的轴向位移装置的第一变型形式,
30.图3示出对应于图2的视图,所述视图示出用于上工作辊的轴向位移装置的第二变型形式,
31.图4示出贯穿根据本发明的第二实施例的轧制设备的纵截面,
32.图5示出贯穿图4中的轧制设备的辊支座的上十字头的横截面,所述横截面说明上弯曲设备的弯曲缸的固定的替代的设计方案;和
33.图6示出沿图4中的线b-b的横截面。
具体实施方式
34.首先参考图1。图1示出根据本发明的轧制设备1。轧制设备1包括具有两个工作辊3和4和两个支撑辊5、6的轧机机架2。在实施例中描述的轧机机架2构成为四轧辊机架,但是所述四轧辊机架也可以具有不同的配置。在工作轧辊3、4之间构造有辊间隙7,在轧制设备1运行中轧制物被拉入所述辊间隙7中。在根据本发明的轧制设备1中辊间隙7的高度8、也称为辊上升行程可调节,更确切地说经由上辊调节装置28和可能地未示出的下辊调节装置来调节。此外,工作辊3、4也可以如下文描述的那样轴向移动,使得可以经由工作辊3、4相对彼此的轴向移动来影响辊间隙6的轮廓。
35.工作辊3、4和支撑辊5、6保持在轧机机架2中,所述轧机机架包括两个辊支座31,一个在操作侧,一个在驱动侧。辊支座31构造为闭合框架,在所述框架中所有轧制力经由内力保持平衡。轧机机架2容纳支撑轧辊装入件9、10以及工作轧辊装入件11、12,其分别可位移地设置在由辊支座形成的窗口32之内。支撑辊装入件9、10支承下支撑辊5和上支撑辊6,其中图中所示的支撑辊装入件10支承上支撑辊6并且支撑辊装入件9支承下支撑辊5。
36.工作辊装入件11、12设置在支撑辊装入件9、10之间,工作辊3、4支承在所述工作辊装入件内。上工作辊装入件12支承上工作辊4,而下工作辊装入件11支承下工作辊3。
37.容纳下工作辊3的工作辊装入件11可位移地设置在位置固定的块13中。块13容纳弯曲缸14,下工作辊3可以围绕所述弯曲缸弯曲。作用于用于下工作辊3的工作辊装入件11上的弯曲缸14是下部的第二弯曲设备的一部分。替代块,轧机机架2也可以具有用于容纳弯
曲缸14的加厚部(未示出)。
38.平衡臂33作用在用于上支撑辊6的支撑辊装入件10处,经由所述平衡臂借助于未示出的平衡缸可以补偿支撑辊及其装入件6的自重。为此,平衡臂33配备有钩形的加厚部,所述加厚部从下方接合支撑辊装入件10的相应的凸起。
39.上工作辊4的工作辊弯曲和/或工作辊平衡经由弯曲缸15实现,所述弯曲缸经由弯曲臂16与上工作辊4有效连接。弯曲缸15和弯曲臂16是上部的第一弯曲设备的一部分。弯曲缸15位置固定地支承在辊支座2的上十字头34处或支撑在辊支座2的上十字头34上并且穿过辊支座2的凹部35。弯曲缸15基本上竖直地延伸。在弯曲缸15的延长部中,弯曲臂16固定在所述弯曲缸处,所述弯曲臂分别在下端部处具有加厚部17。弯曲臂16的加厚部17从下方接合上工作辊4的工作辊装入件12的侧向的耳形的凸起。
40.弯曲缸优选设计用于大的行程,所述大的行程超过辊磨损加上辊上升行程。
41.弯曲臂16借助于引导元件18在轧机机架2或轧机机架2的辊支座31的凹部36中竖直引导。当调节辊间隙7的高度8时,上工作辊4和上支撑辊6经由弯曲臂16带动,所述弯曲臂以加厚部17从下方接合工作辊装入件12。
42.弯曲缸14、15作用于工作辊3、4的外边缘区域上进而在工作辊3、4的边缘区域中施加竖直从辊间隙7向外定向的力,所述力对应于轧制物的在工作辊3的中间区域中作用的力,以便反作用于通过轧制物引起的工作辊3、4的弯曲分开。
43.弯曲缸14、15在本发明的图1中所示的第一实施例中用于实现所谓的正的工作辊弯曲。为了通过所谓的负工作辊弯曲提高用于轮廓影响的调节范围,设有附加的活塞-缸系统19、20,所述活塞-缸系统分别竖直作用。
44.图4示出根据本发明的轧制设备1的第二实施例。相同的构件设有相同的附图标记。与根据图1的实施例相反,此处上部的第一弯曲设备的弯曲缸15部分地从下方在窗口32的上部区域中沉入到轧机机架2的上十字头34的箭筒形的凹部35中。
45.此外,根据图4的实施例在如下方面与根据图1的实施例不同:即在弯曲臂16中设有窗口状的凹部36,用于上工作辊4的工作辊装入件12的相应构成的板条37接合到所述凹部中。借此,用于上工作辊4的工作辊装入件12在竖直相反的方向上被固定,使得上工作辊4可以借助于弯曲缸15正地和反地弯曲。
46.图5示出将弯曲缸15位置固定地固定在轧机机架2处的替代的变型形式。在此,多个弯曲缸15设置在轧机机架2的辊支座31外并且分别作用于弯曲臂16的延长部30上。
47.根据本发明的轧制设备1同样包括轴向位移装置21,所述轴向位移装置分别设置在工作辊3、4的外边缘区域处。
48.用于使工作辊3、4轴向位移的轴向位移设备21设置在操作侧的工作辊装入件11、12处并且包括可液压操作的活塞-缸单元。在此,活塞-缸单元的活塞分别与在相应的装入件中引导的保持臂24连接。锁定装置在轧制运行期间防止保持臂24水平运动进而防止活塞-缸单元的活塞22轴向运动,其中所述锁定装置设置在操作侧的辊支座31的两个柄部的外侧处。通过对活塞-缸单元的活塞侧或杆侧的压力加载,实现支承在工作辊装入件11、2中的工作辊3、4的轴向位移。
49.图2示出沿着图4中的线b-b贯穿根据图4的轧制设备1的横截面,所述横截面示出轴向位移装置21的结构及其与上工作辊4的相互作用。轴向位移设备21包括至少一个液压
作用的活塞22,所述活塞经由推力轴承25设置在保持臂24处。保持臂24水平滑动地设置在工作轧辊装入件11、12中并且由侧向的保持设备29环绕接合,所述保持设备固定在轧机机架2的外侧上并且防止保持臂24在辊轴线23的方向上的水平运动。借此,轴向位移装置21的活塞22也在轴向方向上被固定。保持臂24可在侧向的保持设备29中沿竖直方向移动。
50.弯曲臂的轮廓化的外侧的引导元件18与辊支座31的相应构造的引导槽38或辊支座31的柄部的相互作用也可以从图2所示的横截面中看出。
51.图3示出轴向位移设备21的替代的设计方案。相同的构件在图3中设有相同的附图标记。根据图3的轴向位移装置21与图2所示的轴向位移装置的区别在于:保持设备29固定在弯曲臂16处进而在调节辊间隙7的高度8时被带动。
52.图6示出在轧机机架内引导弯曲臂16的替代的设计方案。弯曲臂16在其朝向辊支座31的柄部的侧面上设有引导槽38,所述引导槽环绕接合辊支座31的柄部的相应的引导轮廓39。
53.附图标记列表
[0054]1ꢀꢀꢀꢀ
轧制设备
[0055]2ꢀꢀꢀꢀ
轧机机架
[0056]3ꢀꢀꢀꢀ
下工作辊
[0057]4ꢀꢀꢀꢀ
上工作辊
[0058]5ꢀꢀꢀꢀ
下支撑辊
[0059]6ꢀꢀꢀꢀ
上支撑辊
[0060]7ꢀꢀꢀꢀ
辊间隙
[0061]8ꢀꢀꢀꢀ
辊间隙的高度
[0062]9ꢀꢀꢀꢀ
支撑辊装入件
[0063]
10
ꢀꢀꢀ
支撑辊装入件
[0064]
11
ꢀꢀꢀ
工作辊装入件
[0065]
12
ꢀꢀꢀ
工作辊装入件
[0066]
13
ꢀꢀꢀ
弯曲块
[0067]
14
ꢀꢀꢀ
下工作辊的弯曲缸
[0068]
15
ꢀꢀꢀ
上工作辊的弯曲缸
[0069]
16
ꢀꢀꢀ
弯曲臂
[0070]
17
ꢀꢀꢀ
弯曲臂的加厚部
[0071]
18
ꢀꢀꢀ
引导元件
[0072]
19
ꢀꢀꢀ
活塞缸系统
[0073]
20
ꢀꢀꢀ
活塞缸系统
[0074]
21
ꢀꢀꢀ
轴向位移装置
[0075]
22
ꢀꢀꢀ
活塞
[0076]
23
ꢀꢀꢀ
工作辊的轴线
[0077]
24
ꢀꢀꢀ
保持臂
[0078]
25
ꢀꢀꢀ
推力轴承
[0079]
26
ꢀꢀꢀ
轴承
[0080]
27
ꢀꢀꢀ
缸壳体
[0081]
28
ꢀꢀꢀ
上轧辊调整装置
[0082]
29
ꢀꢀꢀ
侧向保持设备
[0083]
30
ꢀꢀꢀ
弯曲臂的延长部
[0084]
31
ꢀꢀꢀ
辊支座
[0085]
32
ꢀꢀꢀ
窗口
[0086]
33
ꢀꢀꢀ
上支撑辊的平衡臂
[0087]
34
ꢀꢀꢀ
十字头
[0088]
35
ꢀꢀꢀ
十字头的凹部
[0089]
36
ꢀꢀꢀ
辊支座的凹部
[0090]
37
ꢀꢀꢀ
板条
[0091]
38
ꢀꢀꢀ
引导槽
[0092]
39
ꢀꢀꢀ
引导轮廓
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1