一种变压器铁芯制造冲压系统的制作方法
1.本发明涉及变压器铁芯制造的技术领域,尤其是涉及一种变压器铁芯制造冲压系统。
背景技术:
2.变压器铁芯是变压器中主要的磁路部分;通常由含硅量较高,表面涂有绝缘漆的热轧或冷轧硅钢片叠装而成,铁芯和绕在其上的线圈组成完整的电磁感应系统,电源变压器传输功率的大小,取决于铁芯的材料和横截面积;而冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。
3.现有的变压器铁芯制造冲压系统,在使用时,往往不能够很灵活的调整变压器铁芯的大小规格,如需调整大小就需要对冲压的模具进行更换,而更换一套冲压模具相对来说会浪费大量时间,且在更换之后还需要经过校正才能正常使用。
4.上述中的现有技术方案存在以下缺陷:在现有技术中,当需要调整变压器铁芯的大小规格时,只能将冲压模具整体进行更换,浪费了大量时间且耗费较多的人力,不利于生产;故在对变压器铁芯制造冲压过程中还有可以改进的空间。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的是提供一种变压器铁芯制造冲压系统,其具有方便更换模具大小规格、减少人工操作以及提高工作效率的效果。
6.本发明的上述发明目的是通过以下技术方案得以实现的:
7.一种变压器铁芯制造冲压系统,包括有用于冲压变压器铁芯的冲压装置以及配合冲压装置的辅助装置;
8.所述冲压装置包括安装块、伸缩气缸、双向气缸、辅助杆、冲压块以及延伸组件,所述伸缩气缸固定安装于安装块内侧壁上端面且其输出端向下延伸设置,所述双向气缸固定安装伸缩气缸输出端,所述辅助杆固定安装于双向气缸两输出端且向下延伸设置,所述冲压块固定安装于辅助杆下端面,所述延伸组件安装于冲压块内部;
9.所述辅助装置包括支撑板、辅助块、辅助槽、辅助弹簧以及顶出板,所述支撑板对称固定安装于安装块内侧壁下端面上,所述辅助块固定安装于支撑板上端面,所述辅助槽对称开设于辅助块左右内侧壁上,所述辅助弹簧固定安装于辅助槽远离开口处的一侧,所述顶出板固定安装于辅助弹簧输出端上且滑移在辅助槽内。
10.作为本发明的优选技术方案,所述延伸组件包括安置槽、配合齿条、转动齿轮、主动斜齿轮、安装柱、辅助斜齿轮、螺纹杆、移动块、拉扯弹簧以及配合板,所述安置槽对称开设于冲压块内部,所述配合齿条固定安装于安置槽左右两侧壁上,所述转动齿轮转动安装于安装柱外侧壁上且与配合齿条相互啮合,所述主动斜齿轮固定安装于转动齿轮上端面且位于安装柱外侧壁,所述安装柱固定安装于安置槽上下两端面且穿射过转动齿轮以及主动
斜齿轮,所述辅助斜齿轮啮合安装于主动斜齿轮上端面,所述螺纹杆固定安装于辅助斜齿轮远离配合齿条的一侧,所述移动块螺接于螺纹杆外表面,所述拉扯弹簧一端固定安装于安置槽左侧壁上另一端固定安装于配合板左侧面,所述配合板滑移于安置槽内且受拉扯弹簧拉动驱使。
11.作为本发明的优选技术方案,还包括开设在冲压块左右两侧的移动槽以及和移动槽相互配合的移动板,所述移动槽为凸形槽将其对称开设于冲压块左右两端面,所述移动板为l形结构,将其一端固定安装于顶出板上端面另一端滑移安装于移动槽内。
12.作为本发明的优选技术方案,所述配合齿条包括收取腔、齿条板、顶出槽、顶出弹簧以及配合齿,所述收取腔安装于安置槽下端左侧壁上,所述齿条板一端固定安装于安置槽右侧另一端滑移于收取腔内,所述顶出槽开设于均匀开设于齿条板上端面,所述顶出弹簧一端固定安装于顶出槽底部另一端安装于顶出板下端面,所述配合齿为齿形结构,配合齿滑移安装于受顶出弹簧驱使的顶出槽内并与转动齿轮相互啮合。
13.作为本发明的优选技术方案,所述移动块为直角梯形结构。
14.作为本发明的优选技术方案,所述配合板为直角梯形板且其斜面一侧与移动块斜面一侧相互配合。
15.作为本发明的优选技术方案,所述冲压块为e形结构。
16.作为本发明的优选技术方案,所述辅助块为矩形块且开设有与冲压块相互配合的e形孔。
17.综上所述,本发明包括以下至少一种有益技术效果:
18.1.通过本发明的冲压装置以及辅助装置,在需要进行冲压变压器铁芯时,工人只需将原材料放置在冲压块以及辅助块之间。即可完成对变压器铁芯的冲压,无需工人频繁操作,且在工作时可以通过双向气缸实现对冲压块规格大小的改变在冲压块变换的同时,辅助块也同时发生改变以便于后续冲压,在本发明中,工人可以通过控制双向气缸来实现对冲压块以及辅助块大小的调整,在实际工作中,无需工人手动调整,使得工作更加便捷也显著提高了工作效率;
19.2.通过本发明的延伸组件,当双向气缸带动冲压块向两侧延伸时,延伸组件中的配合齿条被拉伸,此时配合齿条与转动齿轮发生啮合,而配合齿条被拉动以此导致转动齿轮发生转动,从而使得安装于转动齿轮上方的主动斜齿轮与辅助斜齿轮发生转动,以此带动移动块滑移在螺纹杆上,从而使得配合板被顶出,从而使得冲压块的结构发生改变,以此实现对需要成型的变压器铁芯实现改变,无需工人手动操作,只需开启双向气缸即可完成操作,节省了安装空间,也进一步提高了工作效率;
20.3.提高本发明中,配合板与拉扯弹簧的相互作用,当不需要改变变压器铁芯的规格时,双向气缸回缩,在拉扯弹簧的作用下,配合块也会回退到安置槽内,一个驱动即可带动,大大节省了安装驱动的空间,提高了空间利用率,也减轻了生产的成本。
附图说明
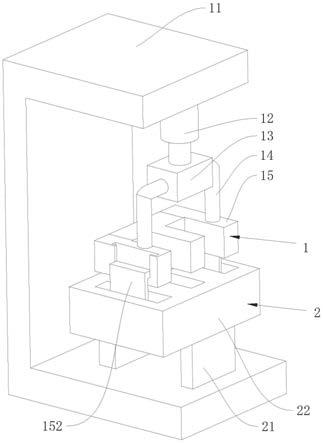
21.图1是本发明的主体结构示意图。
22.图2是本发明的延伸组件主体结构剖视图。
23.图3是本发明的图2中a
‑
a向断面图。
24.图4是本发明的图2中b
‑
b向断面图。
25.图5是本发明的辅助装置内部结构示意图。
26.图6是本发明的配合齿条主体结构剖视图。
27.图7是本发明的移动槽以及移动板主体结构示意图。
28.图8是本发明的工作对象主体结构示意图。
29.图中,1、冲压装置;2、辅助装置;11、安装块;12、伸缩气缸;13、双向气缸;14、辅助杆;15、冲压块;3、延伸组件;21、支撑板;22、辅助块;23、辅助槽;24、辅助弹簧;25、顶出板;31、安置槽;32、配合齿条;33、转动齿轮;34、主动斜齿轮;35、安装柱;36、辅助斜齿轮;37、螺纹杆;38、移动块;39、拉扯弹簧;310、配合板;151、移动槽;152、移动板;321、收取腔;322、齿条板;323、顶出槽;324、顶出弹簧;325、配合齿。
具体实施方式
30.以下结合附图对本发明作进一步详细说明。
31.参照图1
‑
8所示,一种变压器铁芯制造冲压系统,包括有用于冲压变压器铁芯的冲压装置1以及配合冲压装置1的辅助装置2;
32.冲压装置1包括安装块11、伸缩气缸12、双向气缸13、辅助杆14、冲压块15以及延伸组件3,伸缩气缸12固定安装于安装块11内侧壁上端面且其输出端向下延伸设置,双向气缸13固定安装伸缩气缸12输出端,辅助杆14固定安装于双向气缸13两输出端且向下延伸设置,冲压块15固定安装于两个辅助杆14下端面,延伸组件3安装于冲压块15内部;延伸组件3包括安置槽31、配合齿条32、转动齿轮33、主动斜齿轮34、安装柱35、辅助斜齿轮36、螺纹杆37、移动块38、拉扯弹簧39以及配合板310,安置槽31对称开设于冲压块15内部且安置槽31为l形槽,配合齿条32固定安装于安置槽31左右两侧壁上,转动齿轮33转动安装于安装柱35外侧壁上且与配合齿条32相互啮合,主动斜齿轮34固定安装于转动齿轮33上端面且位于安装柱35外侧壁,安装柱35固定安装于安置槽31上下两端面且穿射过转动齿轮33以及主动斜齿轮34,辅助斜齿轮36啮合安装于主动斜齿轮34上端面,螺纹杆37固定安装于辅助斜齿轮36远离配合齿条32的一侧,移动块38螺接于螺纹杆37外表面,拉扯弹簧39一端固定安装于安置槽31远离开口处的侧壁上另一端向开口处延伸设置,且拉扯弹簧39另一端固定安装于配合板310侧面上,配合板310滑移于安置槽31内且受拉扯弹簧39拉动驱使;配合齿条32包括收取腔321、齿条板322、顶出槽323、顶出弹簧324以及配合齿325,收取腔321安装于安置槽31下端左侧壁上,齿条板322一端固定安装于安置槽31右侧另一端滑移于收取腔321内,顶出槽323开设于均匀开设于齿条板322上端面,顶出弹簧324一端固定安装于顶出槽323底部另一端向开口处延伸设置,所述配合齿325为齿形结构,配合齿325滑移安装于顶出槽323内且受顶出弹簧324驱使并与转动齿轮33相互啮合;需要注意的是,移动块38为直角梯形结构,配合板310为直角梯形板且其斜面一侧与移动块38斜面一侧相互配合,冲压块15为e形结构,需要注意的是,冲压块15两侧为滑移安装,其两端可向两侧滑移;安装块11为匚形结构;
33.辅助装置2包括支撑板21、辅助块22、辅助槽23、辅助弹簧24以及顶出板25,支撑板21对称固定安装于安装块11内侧壁下端面上,辅助块22固定安装于两个支撑板21上端面,需要注意的是,辅助块22为矩形块且开设有与冲压块15相互配合的e形孔;辅助槽23对称开
设于辅助块22左右内侧壁上,辅助弹簧24固定安装于辅助槽23远离开口处的一侧,顶出板25固定安装于辅助弹簧24输出端上且滑移在辅助槽23内;还包括开设在冲压块15左右两侧的移动槽151以及和移动槽151相互配合的移动板152,移动槽151为凸形槽将其对称开设于冲压块15左右两端面,移动板152为l形结构,将其一端固定安装于顶出板25上端面另一端滑移安装于移动槽151内;
34.在具体工作时:工人将需要冲压成型的材料放置在冲压块15以及辅助块22之间,此时直接打开伸缩气缸12即可完成常规规格的变压器铁芯的冲压;当需要改变变压器铁芯规格时,此时打开双向气缸13,此时双向气缸13两端安装的辅助杆14带动冲压块15两端向两侧扩张,与此同时,当冲压块15被向外拉扯时,安装在安置槽31内的配合齿条32也被向两侧拉长,由于配合齿条32是具有收折性的,所以收取腔321内的齿条板322被拉出,而与齿条板322内部配合齿325相互啮合的转动齿轮33就会在配合齿325的作用下发生转动,致使安装在转动齿轮33上端的主动斜齿轮34也发生转动,从而导致与主动斜齿轮34相互啮合的辅助斜齿轮36发生转动,而螺纹杆37安装于辅助斜齿轮36的右端面所以螺纹杆37也发生转动,从而使得安装在螺纹杆37上的移动块38发生移动,致使配合板310被顶出安置槽31,使得冲压块15的规格发生改变;当配合板310被顶出的同时,安装在辅助块22内的辅助弹簧24同时启动,推动顶出板25向外扩张与配合板310保持同步以便于后续冲压工作的完成;当冲压块15与辅助块22均调整完毕后即可开始冲压不同规格的变压器铁芯。
35.本实施例的实施原理为:
36.1.工人打开双向气缸13,通过双向气缸13带动冲压块15向两侧扩张调整需要冲压的变压器铁芯规格。
37.2.在打开双向气缸13的同时,也开启辅助弹簧24,同步调整顶出板25的距离,应与配合板310移动距离相同。
38.3.打开伸缩气缸12冲压材料,形成变压器铁芯。
39.本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1