一种用于提高滚压类模具耐用度的生产方法与流程
1.本发明涉及模具技术领域,具体涉及一种用于提高滚压类模具耐用度的生产方法。
背景技术:
2.滚压是一种压力光整加工,是金属在常温状态的冷塑性特点,利用滚压头对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法;
3.常见的滚压设备更换卷材需要花费很多的时间,降低了滚压加工的效率,而且一次只能生产一个模具本体,而且没有从生产方法上对模具本体的耐磨度进行进一步提升,导致模具本体的使用寿命较短。
技术实现要素:
4.为了克服上述背景技术中的技术问题,本发明的目的在于提供一种用于提高滚压类模具耐用度的生产方法。
5.本发明的目的可以通过以下技术方案实现:
6.一种用于提高滚压类模具耐用度的生产方法,包括以下步骤:
7.步骤一:先将成卷的基材和加强材加到滚压设备中,将成卷的基材套在下放料转轴二的外表面上,然后通过安装槽二安装在下放料壳体的内部,固定圆盘一套在放料转轴二的外表面上,然后将固定圆盘一与下放料壳体螺栓固定,将成卷的加强材套在放料转轴一的外表面上,然后通过安装槽一安装在上放料壳体的内部,固定圆盘二套在放料转轴一的外表面上,然后将固定圆盘二与上放料壳体螺栓固定;
8.步骤二:将成卷的基材和加强材分别展开,加强材置于基材的上表面,得到耐磨组合材,然后一同置于下滚压转筒的上表面,启动升降液压油缸一带动升降板、转动压杆和升降块一同向下移动,直至将耐磨组合材压紧在下滚压转筒和上滚压转筒之间,然后启动驱动电机带动转动压杆转动,对耐磨组合材进行滚压,得到模具本体;
9.步骤三:模具本体输送至承重块的上端设置的凹槽内,然后启动升降液压油缸二带动安装板、定位块和切割刀片同步向下移动,直至定位块插至升降柱的上端设置的定位槽中,继续启动升降液压油缸二,带动升降柱向下压缩固定柱内部的缓冲弹簧,直至切割刀片将承重块的上端的模具本体切断,然后对切断的模具本体的表面进行镀铜,最后在镀铜层表面喷涂锌铝合金即可。
10.作为本发明进一步的方案:基材为钢片材,加强材为纳米碳化钴、纳米碳化钽和纳米硅化钛混合均匀后制得的片材,该滚压设备包括底座、滚压辅助机构、滚压动力机构、卷材放料机构、滑杆、滑筒、连接块、切割机构、气缸一和模具本体,所述底座的上端安装有滚
压辅助机构、滚压动力机构和卷材放料机构,所述卷材放料机构位于滚压辅助机构和滚压动力机构的一侧,所述滚压辅助机构位于滚压动力机构的下端,所述底座的前端设置有气缸一,所述底座的一侧靠近前后两端的位置均安装有滑杆,所述滑杆的外表面远离底座的位置设置有挡柱,所述滑杆的外表面上滑动安装有滑筒,两个所述滑筒的上端设置有连接块和切割机构,所述切割机构位于连接块的上端,所述切割机构的内部设置有模具本体,所述模具本体的一端延伸至滚压辅助机构的内部,所述底座的下端靠近四个顶角的位置均设置有支撑块,所述气缸一的输出端与滑筒之间连接有连接杆;
11.所述滚压辅助机构包含底板、侧板、隔板和下滚压转筒,所述底板的下端与底座的上表面焊接固定,所述底板的上表面靠近前后两端的位置均安装有侧板,所述底板的上表面靠近中间的位置安装有隔板,所述隔板上设置有若干个固定轴杆,固定轴杆贯穿隔板,且固定轴杆的两端分别延伸至侧板的内部,若干个固定轴杆呈等距离排布,固定轴杆的外表面上对称设置有下滚压转筒,两个下滚压转筒分别位于侧板的前后两端。
12.作为本发明进一步的方案:所述滚压动力机构包含u型板、升降块、升降板、转动压杆和皮带轮,所述u型板的下端与侧板的上表面焊接固定,所述u型板的上表面靠近中间的位置安装有升降液压油缸一,所述u型板的下方设置有升降板,所述升降板上设置有若干个转动压杆,若干个所述转动压杆呈等距离排布,所述转动压杆贯穿升降板,升降液压油缸一的输出端贯穿u型板的顶部与升降板的上端相连接,所述u型板的后端设置有升降块和驱动电机,所述升降块位于驱动电机的上端,所述升降块的一端贯穿u型板的后端与升降板的外表面相连接,所述转动压杆的外表面上对称安装有上滚压转筒,两个上滚压转筒分别位于升降板的前后两端,所述u型板的前端内壁上设置有滑槽,所述转动压杆的前端延伸至滑槽一的内部,所述转动压杆的后端延伸至u型板的后方,所述转动压杆的外表面靠近后端的位置设置有皮带轮,驱动电机的输出端与其中一个转动压杆的后端相连接,所述皮带轮上设置有传动皮带,所述u型板上设置有与升降块相适配的升降槽一,所述u型板上设置有与转动压杆相适配的升降槽二。
13.作为本发明进一步的方案:所述卷材放料机构包含上放料壳体、下放料壳体、放料转轴一、放料转轴二、固定圆盘一和固定圆盘二,所述上放料壳体位于下放料壳体的上端,所述上放料壳体的内部设置有放料转轴一和分隔环一,分隔环一位于放料转轴一的外表面上靠近中间的位置,所述放料转轴一的两端均延伸至上放料壳体的外部,所述上放料壳体的前后两端均设置有与放料转轴一相适配的安装槽一,所述下放料壳体的内部设置有放料转轴二和分隔环二,分隔环二位于放料转轴二的的外表面上靠近中间的位置,所述放料转轴二的两端均延伸至下放料壳体的外部,所述下放料壳体的前后两端均设置有与放料转轴二相适配的安装槽二,所述上放料壳体的前后两端均设置有固定圆盘二,所述固定圆盘二套设在放料转轴一的外表面上,所述固定圆盘二和上放料壳体螺栓固定,所述下放料壳体的前后两端均设置有固定圆盘一,所述固定圆盘一套设在放料转轴二的外表面上,所述固定圆盘一和下放料壳体螺栓固定。
14.作为本发明进一步的方案:所述切割机构包含固定块、固定柱、承重块、升降柱、安装板、定位块和切割刀片,所述固定块的上端靠近中间的位置安装有升降液压油缸二,所述固定块的前后两端内壁之间设置有固定柱、承重块和升降柱,所述升降柱位于固定柱的上端,所述承重块的数量为两个,所述固定柱位于两个承重块之间,所述承重块的上端设置有
与模具本体相适配的凹槽,所述固定柱的内部设置有缓冲弹簧,所述升降柱的下端贯穿至固定柱的内部与缓冲弹簧的上端相连接,所述升降柱的上方设置有安装板、定位块和切割刀片,所述定位块和切割刀片均位于安装板的下端,升降液压油缸二的输出端贯穿固定块的顶部与安装板的上端相连接,所述切割刀片的数量为两个,两个切割刀片分别位于定位块的前后两端,所述升降柱的上端设置有与定位块相适配的定位槽。
15.本发明的有益效果:
16.设置的卷材放料机构便于使用者对成卷的基材和加强材进行更换,减少了更换需要花费的时间,提高了更换效率;
17.设置的滚压动力机构可以对不同厚度的耐磨组合材进行滚压,提高了本发明的适用范围;
18.设置的升降柱和定位块配合使用,保证了切割的精准性,避免在切割时出现位置的偏移,保证产品质量;
19.通过对切割机构的位置进行调节,便于使用者对模具本体切断的长度进行把控;滑杆的外表面远离底座的位置设置有挡柱,避免出现滑筒从滑杆脱落的问题,提高了本发明的安全性和可靠性;本发明可以同时生产两个模具本体,提高了生产效率,增加了经济收益,通过将加强材滚压在基材外表面上,然后在其外表面进行镀铜,最后在镀铜层表面喷涂锌铝合金,生产的模具成品具有良好的力学与物理性能,强度可靠,耐磨性好,不易变形,有效提高了模具成品的使用寿命。
附图说明
20.下面结合附图对本发明作进一步的说明。
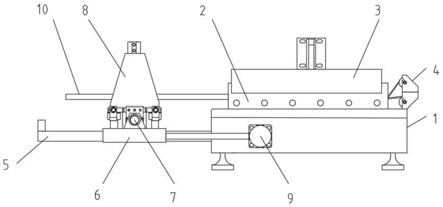
21.图1是本发明中滚压设备整体结构侧视图;
22.图2是本发明中滚压辅助机构的俯视图;
23.图3是本发明中滚压动力机构的主视图;
24.图4是本发明中卷材放料机构的主视图
25.图5是本发明中切割机构的主视图。
26.图中:1、底座;2、滚压辅助机构;3、滚压动力机构;4、卷材放料机构;5、滑杆;6、滑筒;7、连接块;8、切割机构;9、气缸一;10、模具本体;21、底板;22、侧板;23、隔板;24、下滚压转筒;31、u型板;32、升降块;33、升降板;34、转动压杆;35、皮带轮;41、上放料壳体;42、下放料壳体;43、放料转轴一;44、放料转轴二;45、固定圆盘一;46、固定圆盘二;81、固定块;82、固定柱;83、承重块;84、升降柱;85、安装板;86、定位块;87、切割刀片。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
28.请参阅图1
‑
5所示,一种用于提高滚压类模具耐用度的生产方法,包括以下步骤:
29.步骤一:先将成卷的基材和加强材加到滚压设备中,将成卷的基材套在下放料转
轴二44的外表面上,然后通过安装槽二安装在下放料壳体42的内部,固定圆盘一45套在放料转轴二44的外表面上,然后将固定圆盘一45与下放料壳体42螺栓固定,将成卷的加强材套在放料转轴一43的外表面上,然后通过安装槽一安装在上放料壳体41的内部,固定圆盘二46套在放料转轴一43的外表面上,然后将固定圆盘二46与上放料壳体41螺栓固定;
30.步骤二:将成卷的基材和加强材分别展开,加强材置于基材的上表面,得到耐磨组合材,然后一同置于下滚压转筒24的上表面,启动升降液压油缸一带动升降板33、转动压杆34和升降块32一同向下移动,直至将耐磨组合材压紧在下滚压转筒24和上滚压转筒之间,然后启动驱动电机带动转动压杆34转动,对耐磨组合材进行滚压,得到模具本体10;
31.步骤三:模具本体10输送至承重块83的上端设置的凹槽内,然后启动升降液压油缸二带动安装板85、定位块86和切割刀片87同步向下移动,直至定位块86插至升降柱84的上端设置的定位槽中,继续启动升降液压油缸二,带动升降柱84向下压缩固定柱82内部的缓冲弹簧,直至切割刀片87将承重块83的上端的模具本体10切断,然后对切断的模具本体10的表面进行镀铜,最后在镀铜层表面喷涂锌铝合金即可。
32.基材为钢片材,加强材为纳米碳化钴、纳米碳化钽和纳米硅化钛混合均匀后制得的片材,该滚压设备包括底座1、滚压辅助机构2、滚压动力机构3、卷材放料机构4、滑杆5、滑筒6、连接块7、切割机构8、气缸一9和模具本体10,所述底座1的上端安装有滚压辅助机构2、滚压动力机构3和卷材放料机构4,所述卷材放料机构4位于滚压辅助机构2和滚压动力机构3的一侧,所述滚压辅助机构2位于滚压动力机构3的下端,所述底座1的前端设置有气缸一9,所述底座1的一侧靠近前后两端的位置均安装有滑杆5,所述滑杆5的外表面远离底座1的位置设置有挡柱,所述滑杆5的外表面上滑动安装有滑筒6,两个所述滑筒6的上端设置有连接块7和切割机构8,所述切割机构8位于连接块7的上端,所述切割机构8的内部设置有模具本体10,所述模具本体10的一端延伸至滚压辅助机构2的内部,所述底座1的下端靠近四个顶角的位置均设置有支撑块,所述气缸一9的输出端与滑筒6之间连接有连接杆;
33.所述滚压辅助机构2包含底板21、侧板22、隔板23和下滚压转筒24,所述底板21的下端与底座1的上表面焊接固定,所述底板21的上表面靠近前后两端的位置均安装有侧板22,所述底板21的上表面靠近中间的位置安装有隔板23,所述隔板23上设置有若干个固定轴杆,固定轴杆贯穿隔板23,且固定轴杆的两端分别延伸至侧板22的内部,若干个固定轴杆呈等距离排布,固定轴杆的外表面上对称设置有下滚压转筒24,两个下滚压转筒24分别位于侧板22的前后两端。
34.所述滚压动力机构3包含u型板31、升降块32、升降板33、转动压杆34和皮带轮35,所述u型板31的下端与侧板22的上表面焊接固定,所述u型板31的上表面靠近中间的位置安装有升降液压油缸一,所述u型板31的下方设置有升降板33,所述升降板33上设置有若干个转动压杆34,若干个所述转动压杆34呈等距离排布,所述转动压杆34贯穿升降板33,升降液压油缸一的输出端贯穿u型板31的顶部与升降板33的上端相连接,所述u型板31的后端设置有升降块32和驱动电机,所述升降块32位于驱动电机的上端,所述升降块32的一端贯穿u型板31的后端与升降板33的外表面相连接,所述转动压杆34的外表面上对称安装有上滚压转筒,两个上滚压转筒分别位于升降板33的前后两端,所述u型板31的前端内壁上设置有滑槽,所述转动压杆34的前端延伸至滑槽一的内部,所述转动压杆34的后端延伸至u型板31的后方,所述转动压杆34的外表面靠近后端的位置设置有皮带轮35,驱动电机的输出端与其
中一个转动压杆34的后端相连接,所述皮带轮35上设置有传动皮带,所述u型板31上设置有与升降块32相适配的升降槽一,所述u型板31上设置有与转动压杆34相适配的升降槽二。
35.所述卷材放料机构4包含上放料壳体41、下放料壳体42、放料转轴一43、放料转轴二44、固定圆盘一45和固定圆盘二46,所述上放料壳体41位于下放料壳体42的上端,所述上放料壳体41的内部设置有放料转轴一43和分隔环一,分隔环一位于放料转轴一43的外表面上靠近中间的位置,所述放料转轴一43的两端均延伸至上放料壳体41的外部,所述上放料壳体41的前后两端均设置有与放料转轴一43相适配的安装槽一,所述下放料壳体42的内部设置有放料转轴二44和分隔环二,分隔环二位于放料转轴二44的的外表面上靠近中间的位置,所述放料转轴二44的两端均延伸至下放料壳体42的外部,所述下放料壳体42的前后两端均设置有与放料转轴二44相适配的安装槽二,所述上放料壳体41的前后两端均设置有固定圆盘二46,所述固定圆盘二46套设在放料转轴一43的外表面上,所述固定圆盘二46和上放料壳体41螺栓固定,所述下放料壳体42的前后两端均设置有固定圆盘一45,所述固定圆盘一45套设在放料转轴二44的外表面上,所述固定圆盘一45和下放料壳体42螺栓固定。
36.所述切割机构8包含固定块81、固定柱82、承重块83、升降柱84、安装板85、定位块86和切割刀片87,所述固定块81的上端靠近中间的位置安装有升降液压油缸二,所述固定块81的前后两端内壁之间设置有固定柱82、承重块83和升降柱84,所述升降柱84位于固定柱82的上端,所述承重块83的数量为两个,所述固定柱82位于两个承重块83之间,所述承重块83的上端设置有与模具本体10相适配的凹槽,所述固定柱82的内部设置有缓冲弹簧,所述升降柱84的下端贯穿至固定柱82的内部与缓冲弹簧的上端相连接,所述升降柱84的上方设置有安装板85、定位块86和切割刀片87,所述定位块86和切割刀片87均位于安装板85的下端,升降液压油缸二的输出端贯穿固定块81的顶部与安装板85的上端相连接,所述切割刀片87的数量为两个,两个切割刀片87分别位于定位块86的前后两端,所述升降柱84的上端设置有与定位块86相适配的定位槽。
37.本发明的工作原理:
38.基材为钢片材,加强材为纳米碳化钴、纳米碳化钽和纳米硅化钛混合均匀后制得的片材;
39.先将成卷的基材和加强材加到滚压设备中,将成卷的基材套在下放料转轴二44的外表面上,成卷的基材的数量为两个,两个成卷的基材被分隔环二隔开,然后通过安装槽二安装在下放料壳体42的内部,固定圆盘一45套在放料转轴二44的外表面上,然后将固定圆盘一45与下放料壳体42螺栓固定;将成卷的加强材套在放料转轴一43的外表面上,成卷的加强材的数量为两个,两个成卷的加强材被分隔环一隔开,然后通过安装槽一安装在上放料壳体41的内部,固定圆盘二46套在放料转轴一43的外表面上,然后将固定圆盘二46与上放料壳体41螺栓固定;设置的卷材放料机构4便于使用者对成卷的基材和加强材进行更换,减少了更换需要花费的时间,提高了更换效率;
40.将成卷的基材和加强材分别展开,加强材置于基材的上表面,得到耐磨组合材,然后一同置于下滚压转筒24的上表面,启动升降液压油缸一带动升降板33、转动压杆34和升降块32一同向下移动,直至将耐磨组合材压紧在下滚压转筒24和上滚压转筒之间,然后启动驱动电机带动与其输出端相连接的转动压杆34转动,然后通过传动皮带带动其余的转动压杆34转动,进而带动上滚压转筒进行转动,对耐磨组合材进行滚压,将加强材和基材滚压
成型,得到模具本体10;设置的滚压动力机构3可以对不同厚度的耐磨组合材进行滚压,提高了本发明的适用范围;
41.模具本体10输送至承重块83的上端设置的凹槽内,然后启动升降液压油缸二带动安装板85、定位块86和切割刀片87同步向下移动,直至定位块86插至升降柱84的上端设置的定位槽中,继续启动升降液压油缸二,带动升降柱84向下压缩固定柱82内部的缓冲弹簧,直至切割刀片87将承重块83的上端的模具本体10切断,然后对切断的模具本体10的表面进行镀铜,最后在镀铜层表面喷涂锌铝合金即可,设置的升降柱84和定位块86配合使用,保证了切割的精准性,避免在切割时出现位置的偏移,保证产品质量;
42.气缸一9的输出端与滑筒6之间连接有连接杆,启动气缸一9带动连接杆在滑杆5的外表面上滑动,便于使用者对切割机构8的位置进行调节,便于使用者对模具本体10切断的长度进行把控;滑杆5的外表面远离底座1的位置设置有挡柱,避免出现滑筒6从滑杆5脱落的问题,提高了本发明的安全性和可靠性;本发明可以同时生产两个模具本体10,提高了生产效率,增加了经济收益,通过将加强材滚压在基材外表面上,然后在其外表面进行镀铜,最后在镀铜层表面喷涂锌铝合金,生产的模具成品具有良好的力学与物理性能,强度可靠,耐磨性好,不易变形,有效提高了模具成品的使用寿命。
43.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
44.以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1