一种用于轮盘窄槽拉削硬质合金刀片的制作方法
1.本发明涉及一种轮盘窄槽拉削硬质合金刀片,尤其是一种用于燃气轮机高温合金轮盘窄槽拉削硬质合金刀片,属于燃气轮机加工技术领域。
背景技术:
2.随着科学技术不断发展进步,以及国家对燃气轮机发展战略规划和清洁能源发展需求,燃气轮机技术参数不断提高,其透平轮盘作为关键高温部件,为了适应高参数需求,已经使用整体高温合金材料制造。为实现高效、高质量加工,通常采用拉削方式对轮盘槽进行加工。但因材料为高温合金,高速钢拉刀以及无法满足拉削效率需求,于是进行拉硬质合金刀片式拉刀研制。宽槽使用硬质合金刀片式拉刀,刀片安装、压紧、刀体制造相对可靠。但轮盘底部槽不仅槽相对较深,且有宽度不超过6mm的槽加工,对此类槽拉削,使用螺钉压紧式硬质合金刀片式拉刀,刀体、刀片强度难以满足要求。因此需要研发新结构窄槽拉刀片,配合窄槽拉刀体使用,使之既能满足拉刀刀片强度要求,也能满足燃气轮机窄槽高效拉削需求。
技术实现要素:
3.本发明的发明目的在于:针对上述存在的问题,提供一种用于轮盘窄槽拉削硬质合金刀片,本发明既能配合窄槽拉刀体使用,满足拉刀刀片强度要求,也能满足燃气轮机窄槽高效拉削需求。
4.本发明采用的技术方案如下:
5.一种用于轮盘窄槽拉削硬质合金刀片,包括一体成型的刀片头部和刀片座,所述刀片头部设置用于切削的刀片刃口,所述刀片座设置用于刀片安装定位的定位槽;
6.所述刀片的主后角α为25
±
0.1
°
,侧刃角β为4
±
0.1
°
,侧后角γ为3
±
0.1
°
,刀片的刀尖圆角半径r1为0.4
±
0.01mm。
7.在本发明中,所应用的领域仅限于刀片的宽度≤6mm,用于宽度不超过6mm的槽加工,通过定位槽与拉刀体安装定位,通过刀片刃口进行槽的拉削。设置刀片的主后角α为25
±
0.1
°
,侧刃角β为4
±
0.1
°
,侧后角γ为3
±
0.1
°
,刀片的刀尖圆角半径r1为0.4
±
0.01mm,能够满足拉刀刀片强度要求,也能满足燃气轮机窄槽高效拉削需求。
8.在本发明中主后角设置为25
±
0.1
°
时,可减小对加工材料挤压,减小加工硬化,同时能够增强刀片强度,提升刃口抗蹦刃性,保证刀片的使用寿命。
9.作为优选,所述刀片刃口的钝化半径r2为0.008
‑
0.015mm。
10.在上述方案中,刀片刃口的钝化半径越小刀片越锋利,但相应的刀片刃口的强度越低易损坏,将刀片刃口的钝化半径r2设置为0.008
‑
0.015mm,既能保证刀片的锋利度,又能保证刀片刃口的强度,保证使用寿命。
11.作为优选,所述刀片刃口为圆弧形的刀片刃口。
12.在上述方案中,将刀片刃口的形状设置为圆弧形,而非直线的刀片刃口,将刀片刃
口设置为圆弧形能够在满足拉削槽精度要求的同时,提高刀片刃口的强度,拉削过程中有利于提高刀片刃口的使用寿命。
13.作为优选,所述刀片刃口的半径r3为100
±
0.5mm。
14.在上述方案中,将刀片刃口的半径限定在100
±
0.5mm,才能保证加工精度的同时,提高刀片刃口的强度。如果刀片刃口的半径过小,则刀片刃口的圆弧弧度过大,不利于加工精度;如果刀片刃口的半径过大,则刀片刃口趋近于直线形,起不到增强刀片刃口强度的作用。
15.作为优选,所述定位槽包括分别设置于刀片上下端的上定位槽和下定位槽。
16.在上述方案中,通过设置上定位槽用于将刀片压紧在拉刀体上,设置下定位槽用于刀片和拉刀体之间安装定位。
17.作为优选,所述上定位槽在长度方向上呈多段式排布。
18.在上述方案中,上定位槽的第一段水平,第二段与水平方向具有夹角,下一段比上一段的夹角更大;在压紧刀片时,除给与向下的压力外,还能给与斜向下的压力,使刀片更稳固的安装。
19.作为优选,所述下定位槽在长度方向上呈圆弧形,作为优选,下定位槽的圆弧形半径r4=32
±
0.01mm。
20.在上述方案中,设置圆弧形的下定位槽与拉刀体配合,能够保证将刀片顺滑的装入拉刀体,同时,将刀片与拉刀体压紧后,圆弧形下定位槽能够保证刀片不会沿装入或取出方向窜动,从而保证整体的稳定性。
21.进一步的,所述定位槽在宽度方向上呈中间深两边浅的结构。
22.在上述方向上,避免刀片会在宽度方向上移动。
23.作为优选,所述刀片座的宽度小于刀片头部的宽度。
24.作为优选,所述刀片头部的宽度为w1,刀片座的宽度为w2,其中w1
‑
w2=2
±
0.1mm,w1≤6mm。
25.在上述方案中刀片座的宽度小于刀片头部的宽度,能够避免刀片座干涉排屑,需要说明的是刀片头部的宽度w1是指,刀片头部上宽度最宽处的宽度。
26.作为优选,所述刀片刃口的宽度为w2+0.3至w1
‑
0.3。
27.在上述方案中,刀片刃口的宽度可按照需求,在w2+0.3到w1
‑
0.3范围内磨制,使刀片适用于性广。
28.作为优选,所述刀片的长度为12.2
±
0.005mm。
29.作为优选,所述刀片的材质为硬质合金。
30.本发明的一种用于轮盘窄槽拉削硬质合金刀片,通过设置合适的刀片的主后角、侧刃角和侧后角等角度,在保证刀片宽度小于等于6的情况下,配合窄槽拉刀体使用,既能满足刀片强度要求,也能满足燃气轮机窄槽高效拉削需求。
31.综上所述,由于采用了上述技术方案,本发明的有益效果是:
32.1、能够在轮盘上加工宽度不超过6mm的槽;
33.2、能够满足刀片的强度要求。
附图说明
34.本发明将通过例子并参照附图的方式说明,其中:
35.图1
‑
2是刀片的结构示意图;
36.图3是刀片的后角示意图;
37.图4是刀片的侧刃角示意图;
38.图5是刀片的侧后角示意图;
39.图6是刀片刃口的圆弧示意图;
40.图7是刀片安装取出示意图。
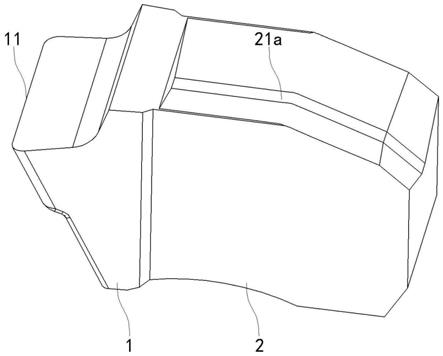
41.图中标记:1
‑
刀片头部、2
‑
刀片座、11
‑
刀片刃口、21a
‑
上定位槽、21b
‑
下定位槽。
具体实施方式
42.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
43.本说明书中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
44.如图1
‑
2所示,本实施例的一种用于轮盘窄槽拉削硬质合金刀片,包括材质为硬质合金并一体成型的刀片头部1和刀片座2,刀片头部1设置用于切削的刀片刃口11,刀片座2设置用于刀片安装定位的上定位槽21a和下定位槽21b,刀片的总长为12.2mm,刀片头部1的宽度为6mm。
45.如图3
‑
5所示,刀片的主后角α为25
°
,侧刃角β为4
°
,侧后角γ为3
°
,刀片的刀尖圆角半径r1为0.4mm。
46.在本实施例中,根据拉削的材质为高温合并依据拉刀齿升量,将刀片的主后角,侧刃角和侧后角等角度设置为本实施例的角度,可减小对加工材料挤压,减小加工硬化,同时能够增强刀片强度,提升刃口抗蹦刃性,保证刀片的使用寿命。通过设置上定位槽21a用于将刀片压紧在拉刀体上,设置下定位槽21b用于刀片和拉刀体之间安装定位。
47.在本实施例中,用于加工宽度不超过6mm的槽,通过上定位槽21a、下定位槽21b与拉刀体安装定位,通过刀片刃口11进行槽的拉削,能够满足拉刀刀片强度要求,也能满足燃气轮机窄槽高效拉削需求。
48.当然在其他实施例中,刀片的长度可以有0.005mm的误差范围,刀片的主后角α可以有0.1
°
的误差范围,侧刃角β可以有0.1
°
的误差范围,侧后角γ可以有的0.1
°
的误差范围内,刀片的刀尖圆角半径r1可以有0.01mm的误差范围;在误差范围内实施的其他实施例,同样能够达到实施例1的有益技术效果。同样为保证刀片强度,刀片头部1的宽度不宜小于4mm。
49.作为实施例1的进一步可选方式,在其他实施例中,刀片刃口11的钝化半径r2为0.008
‑
0.015mm,既能保证刀片的锋利度,又能保证刀片刃口11的强度,保证刀片使用寿命。
50.作为上述实施例的进一步可选方式,如图6所示,在其他实施例中,刀片刃口11为圆弧形的刀片刃口11,能够在满足拉削槽精度要求的同时,提高刀片刃口11的强度,有利于提高刀片刃口11的使用寿命。
51.作为上述实施例的进一步可选方式,在其他实施例中,刀片刃口11的半径r3为100
±
0.5mm,才能保证加工精度的同时,提高刀片刃口11的强度。如果刀片刃口11的半径过小,则刀片刃口11的圆弧弧度过大,不利于加工精度;如果刀片刃口11的半径过大,则刀片刃口11趋近于直线形,起不到增强刀片刃口11强度的作用。
52.作为上述实施例的进一步可选方式,在其他实施例中,如图7所示,下定位槽21b在长度方向上呈圆弧形,下定位槽21b的圆弧形半径r4=32
±
0.01mm,设置圆弧形的下定位槽21b与拉刀体配合,如图7所示,能够保证将刀片顺滑的装入拉刀体,同时,将刀片与拉刀体压紧后,圆弧形下定位槽21b能够保证刀片不会沿装入或取出方向窜动,从而保证整体的稳定性;上定位槽21a在长度方向上呈多段式排布,上定位槽21a的第一段水平,第二段与水平方向具有夹角,下一段比上一段的夹角更大,从而在压紧刀片时,除给与向下的压力外,还能给与斜向下的压力,配合弧形下定位槽21b使用使刀片更稳固。
53.作为上述实施例的进一步可选方式,在其他实施例中,定位槽在宽度方向上呈中间深两边浅的结构,避免刀片会在宽度方向上移动。
54.作为上述实施例的进一步可选方式,在其他实施例中,刀片座2的宽度小于刀片头部1的宽度,刀片头部1的宽度为w1,刀片座2的宽度为w2,其中w1
‑
w2=2
±
0.1mm,w1≤6mm;刀片座2的宽度小于刀片头部1的宽度,能够避免刀片座2干涉排屑。
55.作为上述实施例的进一步可选方式,在其他实施例中,刀片刃口11的宽度为w2+0.3至w1
‑
0.3,刀片刃口11的宽度可按照需求,在w2+0.3到w1
‑
0.3范围内磨制,使刀片适用于性广。
56.综上所述,采用本发明的一种用于轮盘窄槽拉削硬质合金刀片,既能满足刀片强度要求,也能满足燃气轮机窄槽高效拉削需求。
57.本发明并不局限于前述的具体实施方式。本发明扩展到任何在本说明书中披露的新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1