一种过渡管焊接系统与工艺的制作方法
1.本发明涉及焊接系统,尤其涉及一种过渡管焊接系统与工艺。
背景技术:
2.由于平滑铝护套电缆的平滑铝护套层与阻水层结合紧密,若采用常规工艺处理平滑铝护套电缆与电缆接头铜套或终端尾管连接密封问题,则容易烫伤电缆而导致一系列的电气问题,因此在处理该问题需要对电缆平滑铝护套进行特殊处理,即将平滑铝护套断口扩张成喇叭口状以增大其与外半导层之间的距离,在铝护套喇叭口处焊接上过渡铝管,再进行后续的密封与固定。上述过程中,过渡管的焊接工艺尤为重要,如果在某个区域连续焊接,极易导致局部区域温度过高而烫伤电缆,而在焊接过程中温度控制不当,同样会对电缆造成损伤。
技术实现要素:
3.为了解决现有技术中的问题,本发明提供了一种过渡管焊接系统与工艺。
4.本发明提供了一种过渡管焊接系统,包括电缆、过渡管、隔热防护层、测温探头和冷却装置,所述电缆包括由外至内的外护套、平滑铝护套和阻水层,所述平滑铝护套的端部设有喇叭口,所述隔热防护层包裹在所述阻水层的外侧并位于所述喇叭口的下方,所述测温探头设置在所述喇叭口内部,所述过渡管具有锥面,所述过渡管套入所述喇叭口内,所述过渡管的锥面与所述喇叭口的内侧相贴合,所述平滑铝护套的外侧与所述冷却装置连接。
5.作为本发明的进一步改进,所述隔热防护层为玻璃丝带缠绕而成。
6.作为本发明的进一步改进,所述测温探头通过温控线连接有温度显示器,所述温控线的外侧缠绕有相色带。
7.作为本发明的进一步改进,所述测温探头靠近所述喇叭口的起伏位置并贴合在所述平滑铝护套上。
8.作为本发明的进一步改进,所述过渡管采用居中固定器进行居中固定。
9.作为本发明的进一步改进,所述冷却装置包括散热板和水循环冷却系统,所述散热板贴合在所述平滑铝护套上并靠近所述喇叭口,所述散热板设有进水口和出水口,所述水循环冷却系统分别与所述散热板的进水口和出水口连接。
10.作为本发明的进一步改进,所述阻水层外侧缠绕有保鲜膜。
11.本发明还提供了一种过渡管焊接工艺,包括以下步骤:s1、焊接准备,(1)在平滑铝护套的喇叭口下方的阻水层外部包绕隔热防护层;(2)在喇叭口内部放置测温探头,测温探头靠近喇叭口的起伏位置并贴住平滑铝护套;(3)将过渡管套入喇叭口,并用居中固定器将过渡管居中固定,并使喇叭口边缘与过渡管锥面贴合,然后打磨平滑铝护套与过渡管的结合部位并清洁干净,在平滑铝护套上靠近喇叭口的位置安装冷却装置;s2、焊接,(1)在过渡管和平滑铝护套的结合部位整个圆周上进行氩弧焊接;(2)焊
接时观察测温探头反馈的温度,在温度达到温度保护上限值时停止焊接以保护电缆;(3)每次焊接时,焊点与上一个焊接点至少局部重叠,保证焊点连续;(4)焊接完成后,再检查焊点是否连续,如果不连续则及时补焊,以确保密封性及焊接强度;最后,清洁氩弧焊焊接处。
12.作为本发明的进一步改进,在步骤s2的(1)中,在过渡管和平滑铝护套的结合部位的整个圆周上进行氩弧焊接,焊接时,选取电缆正交方向4个焊接起始点进行预固定焊接,按照上下、左右的次序在不同焊接起始点进行对称交替焊接。
13.作为本发明的进一步改进,在步骤s2的(2)中,温度保护上限值为120℃。
14.本发明的有益效果是:通过上述方案,可以较好的保证过渡管与平滑铝护套焊接时不烫伤电缆,并保证过渡管与平滑铝护套的焊接强度及密封性。
附图说明
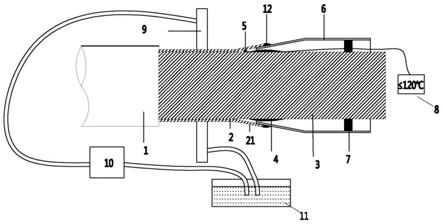
15.图1是本发明一种过渡管焊接系统的示意图。
具体实施方式
16.下面结合附图说明及具体实施方式对本发明作进一步说明。
17.如图1所示,一种过渡管焊接系统,包括电缆、过渡管6、隔热防护层4、测温探头5和冷却装置,所述电缆包括由外至内的外护套1、平滑铝护套2和阻水层3,所述平滑铝护套2的端部设有喇叭口21,所述隔热防护层4包裹在所述阻水层3的外侧并位于所述喇叭口21的下方,所述测温探头5设置在所述喇叭口21内部,所述过渡管6具有锥面,所述过渡管6套入所述喇叭口21内,所述过渡管6的锥面与所述喇叭口21的内侧相贴合,所述平滑铝护套2的外侧与所述冷却装置连接。
18.所述隔热防护层4为玻璃丝带缠绕而成。
19.所述测温探头5通过温控线连接有温度显示器8,所述温控线的外侧缠绕有相色带。
20.所述测温探头8靠近所述喇叭口21的起伏位置并贴合在所述平滑铝护套2上。
21.所述过渡管6采用居中固定器7进行居中固定。
22.所述冷却装置包括散热板9和水循环冷却系统,所述散热板9贴合在所述平滑铝护套2上并靠近所述喇叭口21,所述散热板9设有进水口和出水口,所述水循环冷却系统分别与所述散热板9的进水口和出水口连接,所述水循环冷却系统包括水泵10和循环水箱11。散热板9优选为冷却铜板。
23.散热板9所述阻水层3外侧缠绕有保鲜膜。
24.一种过渡管焊接工艺,包括以下过程:焊接准备工作:(1)在电缆的平滑铝护套2的喇叭口21下方的阻水层3外部包绕玻璃丝带作为隔热防护层4;(2)在喇叭口21内部放置测温探头5,测温探头5尽量靠近喇叭口21的起伏位置并贴住平滑铝护套2,并用相色带缠绕温控线,将温控探头5固定于电缆上。(3)将过渡管6套入平滑铝护套2的喇叭口21,并用居中固定器7将过渡管6居中固定,用铁锤将平滑铝护套2的喇叭口21边缘回敲至与过渡管6锥面贴合,然后打磨平滑铝护套2及过渡管6焊接部位并清洁干净。在平滑铝护套2上靠近喇叭口21的位置安装散热板9,散热板9的进水口及出水口朝向外护套防线,并在阻水层3外面缠绕保鲜膜作为临时保护,防止电缆受
潮。
25.焊接:(1)在过渡管6和平滑铝护套2的结合部位整个圆周上进行氩弧焊接。焊接时,选取电缆正交方向4个焊接起始点进行预固定焊接,按照上下、左右的次序在不同焊接起始点进行对称交替焊接,避免在某个局部区域连续焊接,防止局部区域温度过高而损伤电缆。(2)焊接时观察温度,在温度达到120℃应停止焊接以保护电缆。(3)每次焊接时,焊点12与上一个焊接点重叠,保证焊点连续。(4)焊接完成后,再检查焊点是否连续,如有及时补焊,确保密封性及焊接强度。最后,用钢丝刷清洁氩弧焊焊接处发热一些残渣。
26.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1