用于焊接搭接件上圆环形搭接接头的焊接装置及焊接方法与流程
1.本发明属于焊接技术领域,具体涉及一种用于焊接搭接件上圆环形搭接接头的焊接装置及焊接方法。
背景技术:
2.具有圆环形搭接接头的薄壁壳体件多用于航天、电子、化工、核工业等行业的密封容器,要求具有一定的密封压力,对焊接接头的焊接质量有较高的要求。但其在焊接过程中,容易出现以下问题:
3.1、圆环形搭接接头不容易夹持固定,且搭接接头易发生分离,导致装配间隙较大,不能进行焊接;
4.2、圆环形搭接接头不容易夹持固定,在较大的焊接应力作用下搭接接头焊缝容易产生开裂;
5.3、圆环形搭接接头不容易夹持固定,焊接过程中已焊接部分产生收缩,未焊接部分发生分离,使有效连接面积减小。
6.上述问题中的任何一种情况出现,都将导致焊接工件报废。
7.现有技术中,为较好地实现环形接缝的焊接,专利号为zl201020151047.5的实用新型专利《环形接缝焊接装置》(授权公告号为cn201950339u)公开了一种焊接装置,其包括支架及焊枪,支架上设置有相互配合的压紧活塞及电机,焊枪通过支撑架设置在活塞的塞杆上,塞杆的端部设置有顶块;活塞的塞杆与电机的输出轴的中心线位于同于直线上。在电机的带动下两个焊工件转动,由固定的焊枪完成环形接缝焊接。
8.又如申请号为cn201910458477.7的发明专利申请《一种环形焊接设备及其使用方法》(申请公布号为cn110153615a)公开了一种环形焊接设备,包括压紧装置、焊接组件和卡装旋转盘,所述卡装旋转盘固装在工作台上,所述卡装旋转盘底部连接有伺服电机;所述压紧装置设置在所述卡装旋转盘的上部,所述压紧装置的上部连接伸缩气缸;所述焊接组件包括焊枪和送枪气缸,所述焊枪通过焊枪固定架与高度调节组件连接,所述高度调节组件调节焊枪竖直方向的高度,所述高度调节组件的底部通过连接架与送枪气缸连接,所述焊枪通过所述送枪气缸完成送枪和返回原位,所述送枪气缸通过气缸固定架与所述工作台连接。
9.现有技术中,为实现两个待焊接工件的连接,防止两者分离,多采用压紧活塞、伸缩气缸等压紧装置作用在其中一个待焊接工件上,以将该待焊接工件压紧在另一个待焊接工件上,该方式存在结构复杂、设备体积较大的缺陷;且对于圆环形搭接接头而言,现有技术中没有解决如何较好地夹持固定圆环形搭接接头,使得圆环形搭接接头不会分离的同时又不会影响焊接。
技术实现要素:
10.本发明所要解决的第一个技术问题是针对现有技术的现状,提供一种结构简单、
便于圆环形搭接接头夹持固定,进而提升焊接质量的用于焊接搭接件上圆环形搭接接头的焊接装置。
11.本发明所要解决的第二个技术问题是针对现有技术的现状,提供一种采用上述的焊接装置进行焊接的方法。
12.本发明解决上述第一个技术问题所采用的技术方案为:一种用于焊接搭接件上圆环形搭接接头的焊接装置,所述搭接件包括:
13.第一圆环形工件,其开口朝上设置;
14.第二圆环形工件,其套设在所述第一圆环形工件的底部上,该第二圆环形工件的顶部周缘搭接在第一圆环形工件的底部周缘之上,且两者的搭接处形成有上述的圆环形搭接接头;
15.其特征在于所述焊接装置包括:
16.中心轴,竖向设置;
17.轴套,套设在所述中心轴的外周,并在外力驱动下能相对中心轴发生周向转动;且所述轴套的上部为能连接第一圆环形工件的连接部;
18.压紧件,套设在所述中心轴的外周并位于所述轴套的上方,该压紧件的底部用于作用在所述第二圆环形工件上并提供向下压紧力;且该压紧件的至少底部以能相对中心轴周向转动的方式设置;同时,所述压紧件上对应所述圆环形搭接接头的至少局部开设有通孔,以露出圆环形搭接接头的至少局部。
19.为便于装配搭接件,且能驱动搭接件转动,进一步地,所述连接部被布置成能插入所述第一圆环形工件内,且连接部的外周壁与所述第一圆环形工件的内壁相紧密配合。
20.优选地,所述压紧件包括有上压环、下压环、推力轴承和螺母,所述上压环套设在所述中心轴上,所述下压环通过推力轴承转动式地连接在上压环之下,且下压环的底部用于抵接在所述第二圆环形工件上;所述螺母套设在中心轴上且两者螺纹连接,且所述螺母位于所述上压环之上并与上压环相抵接。
21.为保证压紧的同时,不影响下压环的转动,优选地,所述推力轴承套设在所述第一圆环形工件的外周,并位于所述上压环的下方,所述下压环的上部套设在所述上压环的底部以及推力轴承的外周;且所述推力轴承包括上垫圈、下垫圈以及设置在上、下垫圈之间的滚动体,所述上垫圈的上表面与所述上压环的底面相抵接,且上垫圈的外周壁与所述下压环的内周壁之间留有间隙,所述下垫圈的下表面与所述下压环上的台阶面相抵接,且下垫圈的外周壁与所述下压环的内周壁之间紧密配合。
22.较优选地,所述下压环以及推力轴承均位于所述圆环形搭接接头的外围,即,所述圆环形搭接接头在水平面上的投影位于所述推力轴承的内周壁在水平面上的投影之内,并同时位于所述下压环的内周壁在水平面上的投影之内;
23.所述上压环上开设有竖向延伸的上述的通孔。如此,焊枪或焊接用电子束流穿过上压环上的通孔后即可对接头进行焊接。
24.进一步优选地,所述通孔有至少三个并沿周向间隔分布,且各通孔为沿周向延伸的弧形孔。
25.进一步地,所述中心轴之对应上压环所在部分为横截面呈方形的方形轴,所述上压环的内圈围合成对应的方形孔;所述中心轴之位于方形轴上方的部分为横截面呈圆形的
第一圆形轴,该第一圆形轴具有与所述螺母配合的外螺纹;所述中心轴之位于方形轴下方的部分为横截面呈圆形的第二圆形轴。
26.在上述各方案中,还包括有轴承,所述轴套与中心轴之间通过该轴承相连;该轴承设于所述轴套底部。
27.本发明解决上述第二个技术问题所采用的技术方案为:一种采用如上所述的焊接装置进行焊接的方法,其特征在于步骤如下:
28.一、装配搭接件,将套设有轴套的中心轴竖向固定,将搭接件安装在所述轴套的连接部上,然后将压紧件由上而下套设在中心轴的外周,并向下压紧在搭接件之第二圆环形工件上;
29.二、焊接,驱动轴套转动,轴套带动搭接件转动,焊接用电子束流穿过压紧件上的通孔后作用在圆环形搭接接头上进行焊接。
30.与现有技术相比,本发明的优点在于:通过设置中心轴、以能转动的方式套设在中心轴上且与搭接件相连的轴套、以及能向下压紧搭接件上搭接接头的压紧件,使得转动轴套,即可驱动搭接件转动,进而使得搭接接头旋转,且通过在压紧件上开设通孔,焊枪或电子束流可以从通孔穿过,对搭接接头进行焊接,该过程中本申请的焊接装置不会对焊枪或电子束流发生干涉;且压紧件能避免搭接接头产生分离、开裂;同时本申请的压紧件的至少底部以能相对中心轴周向转动的方式设置,如此使得压紧件的底部能随着搭接件的转动而同步转动,进而防止转动引起搭接接头的松动,从而进一步避免搭接接头发生分离和开裂;且本申请结构简单,便于搭接件的装配及夹持固定;且焊接的成品质量合格率高,满足小批量生产需求。
附图说明
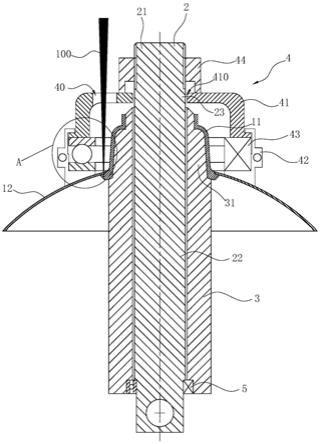
31.图1为本发明实施例中焊接装置的结构示意图;
32.图2为本发明实施例中搭接件的结构示意图;
33.图3为本发明实施例中上压环的俯视图;
34.图4为图3中a
‑
a向的剖视图;
35.图5为本发明实施例的中心轴的主视图;
36.图6为本发明实施例的中心轴的左视图;
37.图7为本发明实施例的中心轴的俯视图;
38.图8为本发明实施例中下压环的主视图;
39.图9为本发明实施例中下压环的俯视图;
40.图10为图1中a部的放大图。
具体实施方式
41.以下结合附图实施例对本发明作进一步详细描述。
42.如图1~10所示,为本发明的用于焊接搭接件上圆环形搭接接头的焊接装置及焊接方法的一个优选实施例,其中,搭接件1包括第一圆环形工件11和第二圆环形工件12,第一圆环形工件11的开口110朝上设置,即第一圆环形工件11的轴向沿竖直方向;第二圆环形工件12套设在第一圆环形工件11的底部上,该第二圆环形工件12的顶部周缘搭接在第一圆
环形工件11的底部周缘之上,且两者的搭接处形成有上述的圆环形搭接接头13;本实施例中,第二圆环形工件12的口径由下至上逐渐缩小,第二圆环形工件12的小口径端搭接在第一圆环形工件11的底部上。
43.该焊接装置包括中心轴2、轴套3、压紧件4和轴承5。
44.其中,中心轴2竖向设置。轴套3套设在中心轴2的外周,并在外力驱动下能相对中心轴2发生周向转动,中心轴2之对应轴套3的部分为横截面呈圆形的第二圆形轴22。为使得轴套3在外力作用下能轻松转动,轴套3与中心轴2之间通过上述轴承5相连,该轴承5设于轴套3底部。且轴套3的上部为能连接第一圆环形工件11的连接部31,本实施例中,该连接部31被布置成能插入至第一圆环形工件11内,且连接部31的外周壁与第一圆环形工件11的内壁相紧密配合。如此,轴套3转动能带动第一圆环形工件11同步转动,进而带动第二圆环形工件12转动。
45.上述压紧件4套设在中心轴2的外周并位于轴套3的上方,该压紧件4的底部作用在第二圆环形工件12上并提供向下压紧力;且该压紧件4的至少底部以能相对中心轴2 周向转动的方式设置;同时,压紧件4上对应圆环形搭接接头13的至少局部开设有通孔40,以露出圆环形搭接接头13的至少局部。具体地:该压紧件4包括有上压环41、下压环42、推力轴承43和螺母44。
46.其中上压环41套设在中心轴2上,并位于轴套3的上方。且上压环41能沿着中心轴2上下移动,而无法相对中心轴2转动,实现结构为:上压环41的内圈围合成方形孔410,中心轴2之对应上压环41所在部分为横截面呈方形的方形轴23(当然除了方形以外,也可是相对应的三角形、多边形、菱形等非圆形)。
47.上述螺母44套设在中心轴2上且两者螺纹连接,且螺母2位于上压环41之上并与上压环41相抵接。中心轴2之位于方形轴23上方的部分为横截面呈圆形的第一圆形轴 21,该第一圆形轴21具有与螺母44配合的外螺纹。上述第二圆形轴22位于方形轴23 的下方。
48.下压环42通过推力轴承43转动式地连接在上压环41之下,且下压环42的底部抵接在第二圆环形工件12上。具体地,推力轴承43套设在第一圆环形工件11的外周,并位于上压环41的下方,下压环42的上部套设在上压环41的底部以及推力轴承43的外周;且推力轴承43包括上垫圈431、下垫圈432以及设置在上、下垫圈之间的滚动体 433,上垫圈431的上表面与上压环41的底面相抵接,且上垫圈431的外周壁与下压环 42的内周壁之间留有间隙45,下垫圈432的下表面与下压环42上的台阶面421相抵接,且下垫圈432的外周壁与下压环42的内周壁之间紧密配合。如此,下压环42在第二圆环形工件12的作用下转动时,能带动下垫圈432同步转动,而上垫圈431及上压环41 保持不动。
49.为使得压紧件4上具有能露出圆环形搭接接头13的局部的通孔40,上压环41上开设有竖向延伸的上述的通孔41,该通孔41有三个并沿周向间隔分布,且各通孔41 为沿周向延伸的弧形孔,具体请参见图3、4。同时,下压环42以及推力轴承43均位于圆环形搭接接头13的外围,即,圆环形搭接接头13在水平面上的投影位于推力轴承42 的内周壁在水平面上的投影之内,并同时位于下压环42的内周壁在水平面上的投影之内。
50.采用本实施例的焊接装置进行焊接的方法采用如下步骤:
51.一、装配搭接件1,将套设有轴套3的中心轴2竖向固定,将搭接件1安装在轴套 3的连接部31上,然后将压紧件4由上而下套设在中心轴2的外周,并向下压紧在搭接件1之第二
圆环形工件12上;
52.二、焊接,驱动轴套3转动,轴套3带动搭接件1转动,焊接用电子束流100穿过压紧件4上的通孔40后作用在圆环形搭接接头13上进行焊接。
53.为驱动轴套3转动,可另设旋转工位,并将轴套夹持在旋转工位上。当然也可人工驱动轴套转动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1