一种用于塔机标准节主弦杆加工产线及工艺方法与流程
1.本发明涉及塔机自动化生产线技术领域,具体为一种用于塔机标准节主弦杆加工产线及工艺方法。
背景技术:
2.塔机标准节在起重机,塔机,塔吊,升降机等机械设备发挥着重要的作用,一个合格的标准节不仅能提高这些塔机起重机的稳定性能,而且也能显著提高塔机、塔吊的安全性能、工作效率,甚至能够起到事半功倍的效果,而在塔机标准节的生产过程中需要用到标准节主弦杆加工产线及工艺方法,现有的塔机标准节主弦杆加工产线及工艺方法存在很多问题或缺陷:
3.传统的塔机标准节主弦杆加工产线及工艺方法在实际使用中,不方便工作人员对主弦杆进行搬运,影响主弦杆的加工效率,而且主弦杆的加工精度不好,孔到端面的距离、孔与孔之间的孔距无法保证,影响主弦杆的加工质量。
技术实现要素:
4.本发明的目的在于提供一种用于塔机标准节主弦杆加工产线及工艺方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种用于塔机标准节主弦杆加工产线,包括工作台,所述工作台的一侧固定安装有第一输送组件,所述第一输送组件的顶部活动安装有第一吸附组件,所述工作台的内部活动安装有弦杆本体,所述工作台的另一侧固定安装有第二输送组件,所述第二输送组件的顶部活动安装有第二吸附组件,所述工作台的顶部固定安装有加工组件,所述工作台顶部的两侧固定安装有第一端铣组件与第二端铣组件。
6.优选的,所述一输送组件包括吊框,吊框的底部等距设置有支撑柱,支撑柱一侧的顶端固定设置有加强杆,支撑柱的内侧固定设置有安装架,安装架的顶部等距设置有支架,支架的内部套接安装有输送辊,输送辊的外表面套接安装有输送带,安装架的底部固定设置有安装板,安装板的顶部固定设置有驱动电机。
7.优选的,所述第一吸附组件包括吊杆,吊杆的底端固定设置有接头,接头的底部固定设置有磁石座,磁石座的底部固定设置有磁铁。
8.优选的,所述加工组件包括三孔钻动力头a,三孔钻动力头a的一侧固定设置有二孔钻动力头,二孔钻动力头的一侧固定设置有三孔钻动力头b,三孔钻动力头b的正面对称安装有三孔钻动力头c。
9.优选的,所述第一端铣组件包括固定座,固定座的表面固定设置有轮转,固定座的顶部固定设置有铣体,铣体的一侧固定设置有铣刀,铣体的顶部固定设置有传动箱。
10.优选的,所述工作台的顶部固定安装有机架,机架内部的两侧固定安装有液压推杆,液压推杆的顶部固定安装有定位架,定位架表面的一侧固定安装有限位夹,限位夹的底
部固定安装有液压缸,机架内部的底端固定安装有第二安装座,第二安装座的两侧固定安装有第一安装座,第一安装座顶部的一侧与第二安装座顶部的两侧固定安装有转辊固定杆,转辊固定杆的顶端套接安装有移动转辊,移动转辊的表面套接安装有皮带,皮带内部的底端套接安装有传动电机,第二安装座的顶部等距安装有气缸,气缸的顶部固定安装有夹紧夹具。
11.一种用于塔机标准节主弦杆加工工艺方法,包括以下步骤:
12.s1、首先,通过在第一输送组件的顶部活动安装的第一吸附组件与第二输送组件的顶部活动安装的第二吸附组件,启动驱动电机,输送带将弦杆本体运送至吊杆的底部,启动吊杆,磁铁将弦杆本体吸附,转动吊杆,吊杆将弦杆本体送入工作台的内部,当加工完成后的弦杆本体再被第二吸附组件吸附,然后运送至第二输送组件,完成加工,利用第一输送组件的顶部活动安装的第一吸附组件与第二输送组件的顶部活动安装的第二吸附组件可以方便工作人员对弦杆本体进行搬运,提高弦杆本体的加工效率。
13.s2、其次,通过在工作台的顶部固定安装的加工组件,当弦杆本体进入工作台的内部使,夹紧夹具将弦杆本体固定,三孔钻动力头a、二孔钻动力头、三孔钻动力头b与三孔钻动力头c同时对弦杆本体的多个面进行打孔,使弦杆本体一次性完成打孔加工,提高加工精度,保证孔到端面的距离、孔与孔之间的孔距一致,提高主弦杆的加工质量。
14.s3、最后,通过在工作台顶部的两侧固定安装的第一端铣组件与第二端铣组件,启动传动箱,传动箱带动铣体的输出端转动,铣刀随着铣体的输出端转动对弦杆本体进行端铣,第二端铣组件同第一端铣组件一样,利用第一端铣组件与第二端铣组件,可以使弦杆本体一次装夹完成端面铣加工和钻孔加工,保证弦杆本体的加工质量,提高的生产效率。
15.与现有技术相比,本发明的有益效果是:
16.本发明通过在第一输送组件的顶部活动安装的第一吸附组件与第二输送组件的顶部活动安装的第二吸附组件,启动吊杆,磁铁将弦杆本体吸附,吊杆将弦杆本体送入工作台的内部,当加工完成后,弦杆本体再被第二吸附组件吸附,然后运送至第二输送组件,完成加工,可以方便工作人员对弦杆本体进行搬运,提高弦杆本体的加工效率。
17.本发明通过在工作台的顶部固定安装的加工组件,当弦杆本体进入工作台的内部使,夹紧夹具将弦杆本体固定,三孔钻动力头a、二孔钻动力头、三孔钻动力头b与三孔钻动力头c同时对弦杆本体的多个面进行打孔,使弦杆本体一次性完成打孔加工,提高加工精度,保证孔到端面的距离、孔与孔之间的孔距一致,提高主弦杆的加工质量。
18.本发明通过在工作台顶部的两侧固定安装的第一端铣组件与第二端铣组件,启动传动箱,传动箱带动铣体的输出端转动,铣刀随着铣体的输出端转动对弦杆本体进行端铣,第二端铣组件同第一端铣组件一样,利用第一端铣组件与第二端铣组件,可以使弦杆本体一次装夹完成端面铣加工和钻孔加工,保证弦杆本体的加工质量,提高的生产效率。
附图说明
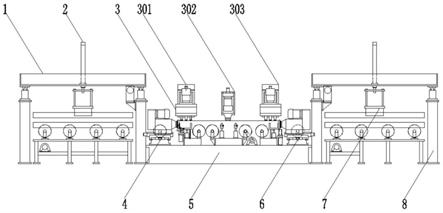
19.图1为本发明的结构示意图;
20.图2为本发明的局部附视结构示意图;
21.图3为本发明的局部侧视结构示意图;
22.图4为本发明的第一输送组件局部结构示意图;
23.图5为本发明的第一吸附组件局部结构示意图;
24.图6为本发明的第一端铣组件局部结构示意图;
25.图7为本发明的工作台局部结构示意图。
26.图中:1、第一输送组件;101、支撑柱;102、加强杆;103、吊框;104、输送带;105、安装架;106、安装板;107、驱动电机;108、支架;109、输送辊;2、第一吸附组件;201、吊杆;202、接头;203、磁石座;204、磁铁;3、加工组件;301、三孔钻动力头a;302、二孔钻动力头;303、三孔钻动力头b;304、三孔钻动力头c;4、第一端铣组件;401、传动箱;402、铣刀;403、铣体;404、轮转;405、固定座;5、工作台;501、限位夹;502、定位架;503、机架;504、夹紧夹具;505、移动转辊;506、液压缸;507、液压推杆;508、第一安装座;509、第二安装座;5010、气缸;5011、皮带;5012、传动电机;5013、转辊固定杆;6、第二端铣组件;7、第二吸附组件;8、第二输送组件;9、弦杆本体。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.请参阅图1
‑
7,本发明提供的一种实施例:一种用于塔机标准节主弦杆加工产线,包括工作台5,工作台5的顶部固定安装有机架503,机架503内部的两侧固定安装有液压推杆507,液压推杆507的顶部固定安装有定位架502,定位架502表面的一侧固定安装有限位夹501,限位夹501的底部固定安装有液压缸506,机架503内部的底端固定安装有第二安装座509,第二安装座509的两侧固定安装有第一安装座508,第一安装座508顶部的一侧与第二安装座509顶部的两侧固定安装有转辊固定杆5013,转辊固定杆5013的顶端套接安装有移动转辊505,移动转辊505的表面套接安装有皮带5011,皮带5011内部的底端套接安装有传动电机5012,第二安装座509的顶部等距安装有气缸5010,气缸5010的顶部固定安装有夹紧夹具504,工作台5的一侧固定安装有第一输送组件1,第一输送组件1包括吊框103,吊框103的底部等距设置有支撑柱101,支撑柱101一侧的顶端固定设置有加强杆102,支撑柱101的内侧固定设置有安装架105,安装架105的顶部等距设置有支架108,支架108的内部套接安装有输送辊109,输送辊109的外表面套接安装有输送带104,安装架105的底部固定设置有安装板106,安装板106的顶部固定设置有驱动电机107,第一输送组件1的顶部活动安装有第一吸附组件2,第一吸附组件2包括吊杆201,吊杆201的底端固定设置有接头202,接头202的底部固定设置有磁石座203,磁石座203的底部固定设置有磁铁204,工作台5的内部活动安装有弦杆本体9,工作台5的另一侧固定安装有第二输送组件8,第二输送组件8的顶部活动安装有第二吸附组件7,通过在第一输送组件1的顶部活动安装的第一吸附组件2与第二输送组件8的顶部活动安装的第二吸附组件7,启动驱动电机107,输送带104将弦杆本体9运送至吊杆201的底部,启动吊杆201,磁铁204将弦杆本体9吸附,转动吊杆201,吊杆201将弦杆本体9送入工作台5的内部,当加工完成后的弦杆本体9再被第二吸附组件7吸附,然后运送至第二输送组件8,完成加工,利用第一输送组件1的顶部活动安装的第一吸附组件2与第二输送组件8的顶部活动安装的第二吸附组件7可以方便工作人员对弦杆本体9进行搬
运,提高弦杆本体9的加工效率。
29.工作台5的顶部固定安装有加工组件3,加工组件3包括三孔钻动力头a301,三孔钻动力头a301的一侧固定设置有二孔钻动力头302,二孔钻动力头302的一侧固定设置有三孔钻动力头b303,三孔钻动力头b303的正面对称安装有三孔钻动力头c304,通过在工作台5的顶部固定安装的加工组件3,当弦杆本体9进入工作台5的内部使,夹紧夹具504将弦杆本体9固定,三孔钻动力头a301、二孔钻动力头302、三孔钻动力头b303与三孔钻动力头c304同时对弦杆本体9的多个面进行打孔,使弦杆本体9一次性完成打孔加工,提高加工精度,保证孔到端面的距离、孔与孔之间的孔距一致,提高主弦杆的加工质量,工作台5顶部的两侧固定安装有第一端铣组件4与第二端铣组件6,第一端铣组件4包括固定座405,固定座405的表面固定设置有轮转404,固定座405的顶部固定设置有铣体403,铣体403的一侧固定设置有铣刀402,铣体403的顶部固定设置有传动箱401,通过在工作台5顶部的两侧固定安装的第一端铣组件4与第二端铣组件6,启动传动箱401,传动箱401带动铣体403的输出端转动,铣刀402随着铣体403的输出端转动对弦杆本体9进行端铣,第二端铣组件6同第一端铣组件4一样,利用第一端铣组件4与第二端铣组件6,可以使弦杆本体9一次装夹完成端面铣加工和钻孔加工,保证弦杆本体9的加工质量,提高的生产效率。
30.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1