一种货架横梁的焊接系统及方法与流程
1.本发明涉及货架制造技术领域,特别涉及一种货架横梁的焊接系统及方法。
背景技术:
2.横梁货架是以存取托盘货物为目的的专业仓库货架。横梁式货架结构简洁、安全可靠,具有承重大、高度适应范围广泛、机械存取、选取效率高等特点。横梁式货架由立柱、横梁组成。其中,横梁作为主要的承重结构,其由一根梁与左右挂片焊接组成。为了保证货架质量,避免坍塌,在货架制造过程中,对于横梁的焊接质量要求较高。现有横梁的焊接几乎完全依靠人力完成,因此,对于焊接操作人员的技能水平要求较高。此外,由于焊接时存在弧光,为避免造成人员伤害,目前两名焊接操作人员无法同时在横梁两端进行挂片的焊接,这就造成目前横梁焊接效率低、成本高、品质差、易返工,易造成额外费用。
技术实现要素:
3.针对现有技术中的部分或全部问题,本发明一方面提供一种货架横梁的焊接系统,包括:
4.第一焊接工装,包括左梁压紧定位夹具、左挂片压紧定位夹具、右梁压紧定位夹具以及右挂片压紧定位夹具,其中右梁压紧定位夹具、右挂片压紧定位夹具可相对于所述左梁压紧定位夹具、左挂片压紧定位夹具沿梁方向移动;
5.第二焊接工装,其结构与所述第一焊接工装相同,且与所述第一焊接工装镜像布置;以及
6.第一及第二焊接机器人,其分别设置于第一焊接工装及第二焊接工装的对称轴线上。
7.进一步地,所述焊接系统还包括底座,所述第一焊接工装、第二焊接工装以及第一及第二焊接机器人设置于所述底座上。
8.进一步地,所述焊接系统还包括底座支架,所述第一焊接工装、第二焊接工装设置于所述底座支架上,其中所述左梁压紧定位夹具、左挂片压紧定位夹具固定于所述底座支架的第一端,以及所述右梁压紧定位夹具、右挂片压紧定位夹具可沿所述底座支架移动。
9.进一步地,所述焊接系统还包括移动模块,设置于所述底座支架上,包括:
10.滑动底板,其可沿导轨移动,所述右梁压紧定位夹具、右挂片压紧定位夹具设置于所述滑动底板上;
11.导轨,设置于所述底座支架的第二端;以及
12.限位条,设置于所述导轨的外侧,用于所述滑动底板的限位。
13.进一步地,所述焊接系统还包括调节脚杯,其设置于所述底座底部,用于调节所述焊接系统的水平度。
14.进一步地,所述焊接系统还包括启动按钮,其与所述第一及第二焊接机器人可通信地连接,用于控制所述第一及第二焊接机器人的开启及关闭。
15.进一步地,所述左梁压紧定位夹具及右梁压紧定位夹具包括调节螺杆,所述调节螺杆用于调整梁的高度。
16.进一步地,所述左挂片压紧定位夹具及右挂片压紧定位夹具包括定位块,所述定位块通过销连接于左挂片压紧定位夹具及右挂片压紧定位夹具上。
17.本发明另一方面提供一种货架横梁的焊接方法,包括:
18.输入待焊接的左挂片、右挂片以及梁的长宽数据;
19.在第一焊接工装上装夹待焊接的梁、左挂片及右挂片;
20.启动第一及第二焊接机器人,将第一焊接工装上装夹的左挂片及右挂片同时焊接至梁上,同时,在第二焊接工装上装夹待焊接的梁、左挂片及右挂片;
21.启动第一及第二焊接机器人,将第二焊接工装上装夹的左挂片及右挂片同时焊接至梁上,同时,取下第一焊接工装上焊接完成的横梁,并在第一焊接工装上装夹待焊接的梁、左挂片及右挂片;以及
22.重复上述步骤,直至指定数量的横梁焊接完成。
23.进一步地,所述焊接方法还包括,在焊接系统内导入并保存不同类型挂片及梁的长宽数据,并根据所述长宽数据设置第一及第二焊接机器人的焊接位置。
24.本发明提供的一种货架横梁的焊接系统及方法,设置有镜像布置的两个焊接工装,并在待焊接的梁的两端分别设置有一个焊接机器人,使得一方面可以同时焊接梁两端的挂片,另一方面,在焊接机器人在其中1个焊接工装进行焊接操作时,操作人员可同时对另一套工装进行装夹。装夹与焊接同时进行,焊接机器人焊接不停机,大大提高了焊接效率,且焊缝品质较高。本发明基于发明人的如下洞察:首先,目前横梁焊接的效率主要是受限于人工操作时,易受到弧光的影响,使得一次只能进行一侧挂片的焊接,而焊接机器人并不受弧光影响,因此,可以设置两个焊接机器人同时对一根梁的左右挂片进行焊接,效率远高于人工,且机器人焊接质量与操作人员焊接技能无关,焊缝品质较高,焊错、焊缝质量不达标概率极低,可以极大地降低了制造成本,增加产能与品质。其次,为了进一步减小弧光影响,发明人将两个焊接机器人相对设置,使得操作中人员在焊接工装一侧并不会受到弧光的影响,这就为镜像布置两套焊接工装提供了可能性,焊接机器人在焊接一套焊接工装上夹持的横梁的同时,操作人员可进行另一套焊接工装上横梁的取放,经发明人研究发现,焊接机器人焊接一侧挂片的时间略长于操作人员取下焊接完成的横梁并夹持固定待焊接梁及挂片的时间,因此,只需要提前设置好焊接机器人的焊接位置,就能够实现焊接机器人焊接不停机,更进一步地提高了焊接效率。
附图说明
25.为进一步阐明本发明的各实施例的以上和其它优点和特征,将参考附图来呈现本发明的各实施例的更具体的描述。可以理解,这些附图只描绘本发明的典型实施例,因此将不被认为是对其范围的限制。在附图中,为了清楚明了,相同或相应的部件将用相同或类似的标记表示。
26.图1示出本发明一个实施例的一种货架横梁的焊接系统的结构示意图;以及
27.图2示出本发明一个实施例的一种货架横梁的焊接系统的结构示意图。
具体实施方式
28.以下的描述中,参考各实施例对本发明进行描述。然而,本领域的技术人员将认识到可在没有一个或多个特定细节的情况下或者与其它替换和/或附加方法、材料或组件一起实施各实施例。在其它情形中,未示出或未详细描述公知的结构、材料或操作以免模糊本发明的发明点。类似地,为了解释的目的,阐述了特定数量、材料和配置,以便提供对本发明的实施例的全面理解。然而,本发明并不限于这些特定细节。此外,应理解附图中示出的各实施例是说明性表示且不一定按正确比例绘制。
29.在本说明书中,对“一个实施例”或“该实施例”的引用意味着结合该实施例描述的特定特征、结构或特性被包括在本发明的至少一个实施例中。在本说明书各处中出现的短语“在一个实施例中”并不一定全部指代同一实施例。
30.需要说明的是,本发明的实施例以特定顺序对工艺步骤进行描述,然而这只是为了阐述该具体实施例,而不是限定各步骤的先后顺序。相反,在本发明的不同实施例中,可根据工艺的调节来调整各步骤的先后顺序。
31.目前横梁焊接的效率主要是受限于人工操作时,易受到弧光的影响,使得一次只能进行一侧挂片的焊接,同时人工焊接难以保证焊接至梁,易造成较高的不合格率。针对这一问题,考虑到焊接机器人并不受弧光影响,本发明提供一种货架横梁的焊接系统,其设置了两个焊接机器人同时对一根梁的左右挂片进行焊接,且两个焊接机器人相对设置。由于焊接机器人的效率远高于人工,且焊接质量与操作人员焊接技能无关,采用焊接机器人焊接得到的焊缝品质较高,焊错、焊缝质量不达标概率极低,还可以极大地降低了制造成本,增加产能与品质。而两个焊接机器人相对设置,使得操作中人员在焊接工装一侧并不会受到弧光的影响,因此,所述焊接系统还设置有镜像布置的两套焊接工装,焊接机器人在焊接一套焊接工装上夹持的横梁的同时,操作人员可进行另一套焊接工装上横梁的取放,由于焊接机器人焊接一侧挂片的时间略长于操作人员取下焊接完成的横梁并夹持固定待焊接梁及挂片的时间,因此,只需要提前设置好焊接机器人的焊接位置,就能够实现焊接机器人焊接不停机,更进一步地提高了焊接效率。下面结合实施例附图,对本发明的方案做进一步描述。
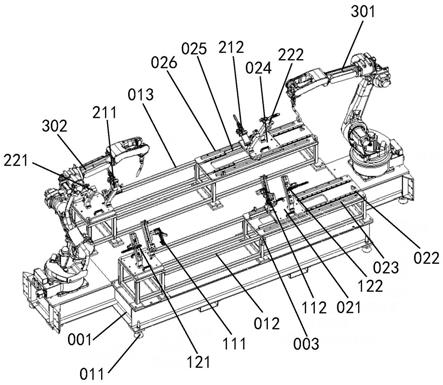
32.图1示出本发明一个实施例的一种货架横梁的焊接系统的结构示意图。如图1所示,一种货架横梁的焊接系统,包括第一焊接工装、第二焊接工装、第一焊接机器人301以及第二焊接机器人302。在本发明的一个实施例中,所述第一焊接工装、第二焊接工装、第一焊接机器人以及第二焊接机器人设置于底座001上,为了保证所述第一焊接工装、第二焊接工装、第一焊接机器人以及第二焊接机器人的水平度,在本发明的一个实施例中,所述底座001的底部设置有一个或多个调节脚杯011,所述调节脚杯通过例如螺纹连接、卡接等方式连接于所述底座001的底部,通过调整所述调节脚杯的位置,可以实现底座001的水平度调整,进而保证第一焊接工装、第二焊接工装、第一焊接机器人以及第二焊接机器人的水平度。
33.所述第一焊接工装包括第一左梁压紧定位夹具111、第一左挂片压紧定位夹具121、第一右梁压紧定位夹具112以及第一右挂片压紧定位夹具122,其中,所述第一左梁压紧定位夹具111及第一右梁压紧定位夹具112用于固定待焊接的梁,所述第一左挂片压紧定位夹具121用于定位左挂片,以及所述第二左挂片压紧定位夹具122用于定位右挂片。为了
使得所述焊接系统能够适用于不同长度的梁,在本发明的一个实施例中,所述第一右梁压紧定位夹具112以及第一右挂片压紧定位夹具122能够相对于第一左梁压紧定位夹具111、第一左挂片压紧定位夹具121沿梁的方向移动。在本发明的一个实施例中,所述第一焊接工装以及第二焊接工装设置于第一底座支架012上,所述第一底座支架012固定安装于底座001上,其中,所述第一左梁压紧定位夹具111、第一左挂片压紧定位夹具121固定于所述第一底座支架012的第一端,以及所述第一右梁压紧定位夹具112以及第一右挂片压紧定位夹具122则被设置为可沿所述第一底座支架012移动,在本发明的一个实施例中,所述移动通过第一移动模块实现,所述第一移动模块包括第一滑动底板021、第一导轨022以及第一限位条023,其中,所述第一滑动底板021可沿所述第一导轨022移动,所述第一右梁压紧定位夹具以及第一右挂片压紧定位夹具设置于所述第一滑动底板021上,所述第一导轨022沿梁的方向设置于所述第一底座支架012上,且所述第一限位条023设置于所述第一导轨022的外侧,用于实现所述第一滑动底板021的限位,进而固定所述第一右梁压紧定位夹具以及第一右挂片压紧定位夹具的位置,从而保证在焊接过程中梁及挂片不会发生位移。为了实现对梁的高的微调,在本发明的一个实施例中,所述第一左梁压紧定位夹具及第一右梁压紧定位夹具均包括调节螺杆。为了使得所述焊接系统能够适用于不同类型的挂片,在本发明的一个实施例中,所述第一左挂片压紧定位夹具及第一右挂片压紧定位夹具均具有快拆功能,其以销连接定位块,以实现挂片定位,因此,可根据挂片类型的不同来进行快速更换定位块,满足产品的互换需求。
34.所述第二焊接工装的结构与所述第一焊接工装相同,且与所述第一焊接工装镜像布置。所述第二焊接工装包括第二左梁压紧定位夹具211、第二左挂片压紧定位夹具221、第二右梁压紧定位夹具212以及第二右挂片压紧定位夹具222,其中,所述第二左梁压紧定位夹具211及第二右梁压紧定位夹具212用于固定待焊接的梁,所述第二左挂片压紧定位夹具221用于定位左挂片,以及所述第二左挂片压紧定位夹具122用于定位右挂片。为了使得所述焊接系统能够适用于不同长度的梁,在本发明的一个实施例中,所述第二右梁压紧定位夹具212以及第二右挂片压紧定位夹具222能够相对于第二左梁压紧定位夹具211、第二左挂片压紧定位夹具221沿梁的方向移动。在本发明的一个实施例中,所述第一焊接工装以及第二焊接工装设置于第二底座支架013上,所述第二底座支架013固定安装于底座001上,其中,所述第二左梁压紧定位夹具211、第二左挂片压紧定位夹具221固定于所述第二底座支架013的第一端,以及所述第二右梁压紧定位夹具212以及第二右挂片压紧定位夹具222则被设置为可沿所述第二底座支架013移动,在本发明的一个实施例中,所述移动通过第二移动模块实现,所述第二移动模块包括第二滑动底板024、第二导轨025以及第二限位条026,其中,所述第二滑动底板024可沿所述第二导轨025移动,所述第二右梁压紧定位夹具以及第二右挂片压紧定位夹具设置于所述第二滑动底板024上,所述第二导轨025沿梁的方向设置于所述第二底座支架013上,且所述第二限位条026设置于所述第二导轨025的外侧,用于实现所述第二滑动底板024的限位,进而固定所述第二右梁压紧定位夹具以及第二右挂片压紧定位夹具的位置,从而保证在焊接过程中梁及挂片不会发生位移。为了实现对梁的高的微调,在本发明的一个实施例中,所述第二左梁压紧定位夹具及第二右梁压紧定位夹具均包括调节螺杆。为了使得所述焊接系统能够适用于不同类型的挂片,在本发明的一个实施例中,所述第二左挂片压紧定位夹具及第二右挂片压紧定位夹具均具有快拆功能,其以
销连接定位块,以实现挂片定位,因此,可根据挂片类型的不同来进行快速更换定位块,满足产品的互换需求。
35.所述第一焊接机器人301以及第二焊接机器人302分别设置于第一焊接工装及第二焊接工装的对称轴线上。在本发明的一个实施例中,所述第一焊接机器人301以及第二焊接机器人302相对设置,并通过启动按钮003开启或关闭,所述启动按钮003设置于所述第一焊接工装和/或第二焊接工装上,并与第一焊接机器人301以及第二焊接机器人302可通讯地连接,在焊接工装的装夹完成后,操作人员通过所述启动按钮003控制第一焊接机器人301以及第二焊接机器人302的启动。
36.基于所述焊接系统,图2示出本发明一个实施例的一种货架横梁的焊接系统的结构示意图。如图2所示,一种货架横梁的焊接方法,包括:
37.首先,在步骤201,输入参数。输入待焊接的左挂片、右挂片以及梁的长宽数据,进而完成第一及第二焊接机器人的焊接设置,在本发明的一个实施例中,可预先在焊接系统内导入并保存不同类型挂片及梁的长宽数据,并根据所述长宽数据设置不同的焊接模式,当接收到所输入的参数后,第一及第二焊接机器人可以自动选择相应的焊接模式,并在操作人员按下启动按钮后,根据选择的焊接模式开始焊接;
38.接下来,在步骤202,第一焊接工装装夹。选取合适的定位块,并在第一焊接工装上装夹待焊接的梁、左挂片及右挂片,还可通过调节螺杆对梁的高度进行微调;
39.接下来,在步骤203,焊接以及第二焊接工装装夹。按下启动按钮,启动第一及第二焊接机器人,将第一焊接工装上装夹的左挂片及右挂片同时焊接至梁上,同时,在第二焊接工装上装夹待焊接的梁、左挂片及右挂片;以及
40.接下来,在步骤204,焊接以及第一焊接工装更换装夹。通过第一及第二焊接机器人,将第二焊接工装上装夹的左挂片及右挂片同时焊接至梁上,同时,取下第一焊接工装上焊接完成的横梁,并在第一焊接工装上装夹待焊接的梁、左挂片及右挂片。重复上述步骤,直至指定数量的横梁焊接完成。
41.本发明提供的一种货架横梁的焊接系统及方法,设置有镜像布置的两个焊接工装,并在待焊接的梁的两端分别设置有一个焊接机器人,使得一方面可以同时焊接梁两端的挂片,另一方面,在焊接机器人在其中1个焊接工装进行焊接操作时,操作人员可同时对另一套工装进行装夹。装夹与焊接同时进行,焊接机器人焊接不停机,大大提高了焊接效率,且焊缝品质较高。经验证,所述焊接系统仅需一名普通的操作人员即可批量焊接横梁产品,焊接效率等同于3名焊工,且焊接稳定、焊缝美观、质量稳定效率高。
42.尽管上文描述了本发明的各实施例,但是,应该理解,它们只是作为示例来呈现的,而不作为限制。对于相关领域的技术人员显而易见的是,可以对其做出各种组合、变型和改变而不背离本发明的精神和范围。因此,此处所公开的本发明的宽度和范围不应被上述所公开的示例性实施例所限制,而应当仅根据所附权利要求书及其等同替换来定义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1