车用螺母螺钉自动检测翻转工装的制作方法
1.本发明涉及自动检测翻转工装领域,特别涉及一种车用螺母螺钉自动检测翻转工装。
背景技术:
2.参见图1至图5所示,车用螺母10的其中一端面1(即开槽面)两对角线位置设置有弧形让位槽2,使得外形短边3尺寸和汽车座椅的滑槽槽口b1宽度一致,另一边长边4尺寸大于滑槽内腔b2宽度,组合件安装快速拧紧螺钉时,螺母不会有松动打转现象,能轻易安装。而目前车用螺母螺钉连接分别要独立的两台设备完成,且检测完毕后需要人工搬运到下一道过程,且安装过程中很容易方向弄反,而在不同设备上完成不同操作,不仅投资成本高,且操作人员劳动强度大。
技术实现要素:
3.本发明的目的在于针对现有技术的上述不足和缺陷,提供一种车用螺母螺钉自动检测翻转工装,以解决上述问题。
4.本发明所解决的技术问题可以采用以下技术方案来实现:
5.车用螺母螺钉自动检测翻转工装,包括机架,其特征在于,所述机架上设置有送料装置、直线运动驱动装置、夹持装置、检测装置、翻转装置和控制装置,所述控制装置与所述送料装置、直线运动驱动装置、夹持装置、检测装置、翻转装置连接,所述直线运动驱动装置和检测装置设置在所述送料装置的出料口,所述检测装置用以检测出料口上的车用螺母是否开槽面向上,当所述检测装置检测到车用螺母的开槽面向下时,所述直线运动驱动装置将该车用螺母送至翻转工位,所述翻转装置将翻转工位上的车用螺母翻转使得车用螺母的开槽面向上,然后直线运动驱动装置再将车用螺母送至出料口,由夹持装置夹持车用螺母送至下一装配工位;当所述检测装置检测到车用螺母的开槽面向上时,由夹持装置夹持车用螺母送至下一装配工位。
6.在本发明的一个优选实施例中,所述送料装置包括送料导轨以及与所述送料导轨进料口连接的振动盘。
7.在本发明的一个优选实施例中,所述直线运动驱动装置包括直线气缸以及与所述直线气缸的活塞杆连接的活动块,所述活动块上设置有供车用螺母落入的定位槽。
8.在本发明的一个优选实施例中,所述检测装置包括设置在设置在出料口侧部的光电传感器,所述定位槽的侧部设置供光电传感器感应的让位槽。
9.在本发明的一个优选实施例中,所述夹持装置包括设置在机架上的第一安装板、滑动设置在所述第一安装板上的滑板、与所述滑板连接的直线移动装置、设置在所述滑板上的第一升降装置、设置在所述第一升降装置上的夹持头部。
10.在本发明的一个优选实施例中,所述夹持头部包括一对伸入车用螺母内孔的夹持杆以及驱动一对夹持杆张开或收紧的第一伸缩装置。
11.在本发明的一个优选实施例中,所述翻转装置包括设置在机架上的第二安装板、升降设置在所述第二安装板上的升降板、与所述升降板连接的升降运动装置、设置在所述升降板上的翻转机构、设置在所述翻转机构上的夹持臂组件。
12.在本发明的一个优选实施例中,所述翻转机构为翻转电机。
13.在本发明的一个优选实施例中,所述夹持臂组件包括一对用以夹紧车用螺母外表面的夹持臂以及驱动一对夹持臂张开或收紧的第二伸缩装置。
14.由于采用了如上的技术方案,本发明将车用螺母的多项检测工序集中到一台设备上完成,极大降低了设备投资成本,且每道工序检测完成后均通过自动化装置推动到下一工序,避免操作人员繁重的搬运作业。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
16.图1为现有车用螺母的结构示意图。
17.图2为图1的俯视图。
18.图3为为图2的剖面图。
19.图4为车用螺母的使用状态参考图之一。
20.图5为车用螺母的使用状态参考图之二。
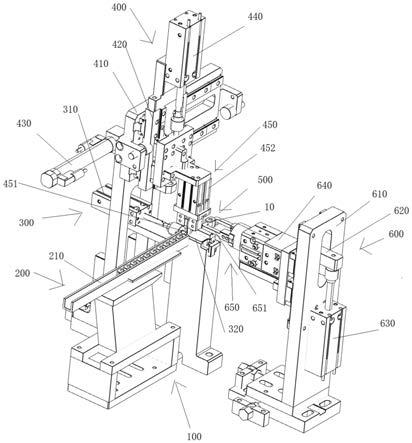
21.图6为本发明一种实施例的结构示意图。
22.图7为本发明一种实施例从另外角度看的结构示意图。
23.图8为本发明一种实施例局部正视图。
24.图9为本发明一种实施例局部俯视图。
25.图10为本发明一种实施例的活动块的结构示意图。
26.图11为本发明的工作流程图。
具体实施方式
27.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面进一步阐述本发明。
28.参见图6至图11所示的车用螺母螺钉自动检测翻转工装,包括机架100,机架100上设置有送料装置200、直线运动驱动装置300、夹持装置400、检测装置500、翻转装置600和控制装置(图中未示出)。控制装置为plc控制装置,plc控制装置与送料装置200、直线运动驱动装置300、夹持装置400、检测装置500、翻转装置600连接。
29.送料装置200包括送料导轨210以及与送料导轨210进料口连接的振动盘。
30.直线运动驱动装置300设置在送料装置200的出料口,直线运动驱动装置300包括直线气缸310以及与直线气缸310的活塞杆连接的活动块320,活动块320上设置有供车用螺母10落入的定位槽330。直线气缸310的运动方向与送料导轨210的进料方向垂直。
31.检测装置500设置在送料装置200的出料口,检测装置500用以检测出料口上的车
用螺母10是否开槽面向上。优选的,检测装置500包括设置在设置在出料口侧部的光电传感器510,定位槽330的侧部设置供光电传感器510感应的让位槽340。由于车用螺母10的特殊形状结构,当车用螺母10的开槽面朝向不同方向,车用螺母10放置在定位槽330中,光电传感器510透过让位槽340检测到的透光数据不一样,所以便可以判断车用螺母10的开槽面是向上还是向下。
32.夹持装置400包括设置在机架100上的第一安装板410、滑动设置在第一安装板410上的滑板420、与滑板420连接的直线移动装置430、设置在滑板420上的第一升降装置440、设置在第一升降装置440上的夹持头部450。直线移动装置430可为气缸,第一升降装置440也可为气缸。本实施例中的夹持头部450包括一对伸入车用螺母10内孔的夹持杆451以及驱动一对夹持杆451张开或收紧的第一伸缩装置452,第一伸缩装置可以为与一对夹持杆451连接的双向气缸,用以驱动一对夹持杆451张开或收紧。
33.翻转装置600包括设置在机架100上的第二安装板610、升降设置在第二安装板610上的升降板620、与升降板620连接的升降运动装置630、设置在升降板630上的翻转机构640、设置在翻转机构640上的夹持臂组件650。本实施例中,翻转机构640为翻转电机,夹持臂组件650包括一对用以夹紧车用螺母10外表面的夹持臂651以及驱动一对夹持臂651张开或收紧的第二伸缩装置,第二伸缩装置可以为与一对夹持臂651连接的双向气缸,用以驱动一对夹持臂651张开或收紧。
34.本发明的工作原理如下:
35.工件车用螺母先由振动盘分料上料到送料导轨210,然后通过检测装置500进行正反料的判断,光电传感器510透过让位槽340检测到的透光数据不一样,所以便可以判断车用螺母10的开槽面是向上还是向下,由plc控制装置判断零件是否要进行翻转工序。若零件是正面方向(即车用螺母的开槽面向上),则通过夹持装置400把零件放置到工作盘面的工装内进行组装工序,即第一升降装置440带动夹持头部450下降,使得一对夹持杆451伸入车用螺母10内孔,然后再利用第一伸缩装置使得一对夹持杆451张开,便可压紧在车用螺母10内壁,接着第一升降装置440带动夹持头部450上升,利用直线移动装置430将滑板420送到合适位置,最后由第一升降装置440带动夹持头部450下降且放下车用螺母10到对应工位即可。若零件是反面方向(即车用螺母的开槽面向下),则通过直线运动驱动装置300推到翻转工位,由翻转装置600取料、上升、翻转、放置到定位槽330工位回到检测位置,进行第二次检测,再次判断零件正反检测,检测通过后夹持装置400把零件放置到工作盘面的工装内进行组装工序。即直线气缸310把活动块320推至翻转工位,然后升降运动装置630带动翻转机构640下降,夹持臂组件650夹紧定位槽330中的车用螺母10,接着升降运动装置630带动翻转机构640上升,翻转机构640带动夹持臂组件650翻转180
°
,使得车用螺母10翻转180
°
,最后升降运动装置630带动翻转机构640下降,夹持臂组件650松开车用螺母10,使得车用螺母10落入定位槽330中,直线气缸310带动活动块320回到检测位置,进行第二次检测,再次判断零件正反检测,检测通过后夹持装置400把零件放置到工作盘面的工装内进行组装工序。
36.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其
等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1