一种螺杆泵衬套成型机的制作方法
1.本发明涉及一种液体变容式机械加工设备,尤其涉及一种螺杆泵衬套成型机。
背景技术:
2.现有技术的螺杆泵通常用于粘稠液体的输送,一般包括转子和与转子周边相接触的定子,通过转子在定子中的转动来实现液体的输送。。传统螺杆泵的定子一般包括由无缝圆管组成的衬套,衬套的内侧设有内衬橡胶,内衬橡胶为螺旋形曲面,由于内衬橡胶层厚薄不均匀,当螺杆泵工作时,内衬橡胶在介质中热胀和溶胀不均匀,导致定子、转子之间过盈量不均匀,使得定子受力不平衡,对泵的寿命、适应范围、工作性能及综合效益都产生影响,从而使螺杆泵过早失效。为了克服上述不足,现有技术中出现了等壁厚的螺杆泵定子,该定子的衬套呈螺旋扭曲状,然后在其内腔上填充一层同样螺旋扭曲状的橡胶层。由于该衬套以及橡胶层均是等壁厚的螺旋扭曲状,使得螺杆泵的工作性能得到提高,使用寿命得以延长。
3.但现有技术中,对于螺旋扭曲状的衬套加工,采用的方法基本都是通过模具开合压制成型,开合模具成型的方式加工效率并不高,并且在连续对衬套外壁成型的过程中容易出现成型的螺旋形状不连续、精度较差等问题,产品质量难以进一步提高。
技术实现要素:
4.本发明目的在于提供一种螺杆泵衬套成型机,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
5.本发明解决其技术问题的解决方案是:
6.一种螺杆泵衬套成型机,包括机架,所述机架上设置有:螺旋成型部,其包括旋转驱动机构与成型模具,所述旋转驱动机构设置于所述机架上,所述成型模具设置于所述旋转驱动机构上,所述成型模具内具有贯穿的螺旋成型通道;推料部,其位于所述螺旋成型通道的一侧,所述推料部包括推送机构与第一夹料机构,所述推送机构设置于所述机架上,所述第一夹料机构设置于所述推送机构上,所述第一夹料机构具有第一夹紧空间,所述第一夹紧空间正对于所述螺旋成型通道,所述推送机构可带动所述第一夹料机构沿靠近或远离所述螺旋成型通道的方向运动。
7.该技术方案至少具有如下的有益效果:加工的时候,将待成型的坯管放在第一夹紧空间内,由第一夹料机构夹持,然后推送机构带动第一夹料机构往螺旋成型部的方向靠近,将坯管送入到螺旋成型部中,在螺旋成型部中,旋转驱动电机带动成型模具转动,在成型模具内贯穿的螺旋成型通道亦不断自转,当坯管进入到螺旋成型通道后,随着成型模具的不断转动、以及推送机构的不断推送,可使得坯管被挤压、扭转,最终形成贴合螺旋成型通道内壁的螺旋状,如此即可将平直坯管加工成螺旋状的衬套,整个成型加工过程连续、受力更加均匀,因此成型加工效率更高,并且产品质量可进得到进一步提高。
8.作为上述技术方案的进一步改进,所述机架上还设置有拉料部,所述拉料部位于
所述螺旋成型通道远离所述推料部的一侧,所述拉料部包括拉送机构与第二夹料机构,所述拉送机构设置于所述机架上,所述第二夹料机构设置于所述拉送机构上,所述第二夹料机构具有第二夹紧空间,所述第二夹紧空间正对于所述螺旋成型通道,所述拉送机构可带动所述第二夹料机构沿靠近或远离所述螺旋成型通道的方向运动。在螺旋成型部的另一侧还设有拉料部,穿过螺旋成型通道后成型的衬套可被第二夹料机构夹持在第二夹紧空间内,然后第一夹料机构可与第二夹料机构保持同向、同步推送或松开衬套,拉送机构带动第二夹料机构将衬套沿远离螺旋成型通道的方向不断运动,直至整个衬套成型加工完成,如此通过将推料切换至拉料的方式可对整个坯管进行成型加工,并且延长了对坯管的可加工长度。
9.作为上述技术方案的进一步改进,所述旋转驱动机构包括成型固定座、传动轴、第一轴承、从动齿轮、电机座、成型驱动电机与主动齿轮,所述成型固定座与所述电机座连接于所述机架上,所述成型固定座上设置有安装孔,所述传动轴通过所述第一轴承连接于所述安装孔内,所述传动轴内沿其长度延伸方向设置有安装通道,所述成型模具相对固定于所述安装通道内,所述螺旋成型通道的中心线与所述传动轴的中心线相互平行,所述从动齿轮套接于所述传动轴外侧,所述成型驱动电机连接于所述电机座上,所述成型驱动电机驱动连接于所述主动齿轮,所述主动齿轮与所述从动齿轮相互啮合。将成型模具相对固定于安装通道内,启动成型驱动电机,成型驱动电机的动力通过主动齿轮传递至与其啮合的从动齿轮上,利用齿轮的传动比配合可更好地控制传动轴的旋转速度,传动轴旋转时即可带动位于其安装通道内的成型模具转动。
10.作为上述技术方案的进一步改进,所述螺旋成型通道包括同轴设置的初始成型段与最终成型段,所述初始成型段正对于所述推料部,所述初始成型段的内径沿远离所述推料部的方向逐渐缩小,所述初始成型段的内壁螺旋设置有成型凹槽并延伸至所述最终成型段的内壁。初始成型段与最终成型段的内壁设置有螺旋的成型凹槽,当坯管进入初始成型段时,内径逐渐缩小的初始成型段可分散坯管推进时产生的压力,降低成型模具由于受压力过大而出现崩坏的风险,随着内径缩小对坯管的压力逐渐加大,最后在最终成型段内进行精加工,整个加工过程循序渐进,加工稳定性更高、质量更好。
11.作为上述技术方案的进一步改进,以所述最终成型段的任一横截面形状为成型截面,所述成型截面以所述螺旋成型通道的中心线为螺旋中心线,所述螺旋成型通道的长度延伸方向为螺旋方向,所述成型截面的中心位于所述螺旋中心线上并沿所述螺旋方向在所述初始成型段与所述最终成型段的内壁螺旋形成所述成型凹槽。整个螺旋成型通道内的成型凹槽,以成型截面为螺旋初始面旋转而成,在加工成型模具时,可先以成型截面为螺旋初始面,然后再将整个螺旋成型通道分为内径逐渐缩小的初始成型段、平直的最终成型段,也可先将整个螺旋成型通道分为内径逐渐缩小的初始成型段、平直的最终成型段,再以成型截面为螺旋初始面在其内壁面形成成型凹槽。
12.作为上述技术方案的进一步改进,以所述最终成型段的任一横截面形状为成型截面,所述成型截面上与所述螺旋成型通道中心线交汇的最小内径为第一内径,所述成型截面上经过所述螺旋成型通道中心线的最大内径为第二内径,所述初始成型段的内径沿远离所述推料部的方向从所述第二内径缩小到第一内径。初始成型段沿靠近最终成型段的内径变化为第二内径与第一内径的差值,使得坯管沿着初始成型段逐渐成型时更加顺畅,坯管
在初始成型段内加工的形状更接近最终成型时的形状,降低了坯管从初始成型段到最终成型段时进行精加工时对最终成型段产生的压力,进一步提高成型模具的使用寿命。
13.作为上述技术方案的进一步改进,所述第一夹料机构包括第一夹料外套、第一夹紧模具、第二夹料外套与第二夹紧模具,所述第一夹料外套的底部与所述第二夹料外套的底部同轴地转动连接于所述推送机构上,所述第一夹紧模具位于所述第一夹料外套内,所述第二夹紧模具位于所述第二夹料外套内,所述第一夹料外套的顶部与所述第二夹料外套的顶部之间设置有第一锁紧组件,所述第一锁紧组件可使得所述第一夹紧模具与所述第二夹紧模具相互合拢,所述第一夹紧模具正对所述第二夹紧模具的侧面设置有第一夹紧槽,所述第二夹紧模具正对所述第一夹紧模具的侧面设置有第二夹紧槽,所述第一夹紧槽与所述第二夹紧槽围成所述第一夹紧空间。第一夹料外套与第二夹料外套其底部均转动连接在推送机构上,并且旋转轴线同轴,由推送机构带动第一夹料外套与第二夹料外套同时运动,在第一夹料外套内的第一夹紧模具与在第二夹料外套内的第二夹紧模具可随着转动实现相互靠近或分离,第一夹紧空间可变大或变小,从而将坯管夹紧或松开,利用第一锁紧组件可使第一夹料外套的顶部与第二夹料外套的顶部相互合拢,此时第一夹紧空间变小,完成对坯管的夹紧固定。
14.作为上述技术方案的进一步改进,所述第一夹紧槽的槽面上沿周向间隔排列有多个第一凸齿,所有的所述第一凸齿为一个第一摩擦单元,所述第一摩擦单元沿所述第一夹紧槽的深度方向均匀排列有多个,第二夹紧槽的槽面上沿周向间隔排列有多个第二凸齿,所有的所述第二凸齿为一个第二摩擦单元,所述第二摩擦单元沿所述第二夹紧槽的深度方向均匀排列有多个。通过第一夹紧槽与第二夹紧槽上的排列的凸齿,可增大对坯管夹持时的压力,提高对坯管夹持的稳定性。
15.作为上述技术方案的进一步改进,所述第二夹料机构包括第三夹料外套、第三夹紧模具、第四夹料外套与第四夹紧模具,所述第三夹料外套的底部与所述第四夹料外套的底部同轴地转动连接于所述拉送机构上,所述第三夹紧模具位于所述第三夹料外套内,所述第四夹紧模具位于所述第四夹料外套内,所述第三夹料外套的顶部与所述第四夹料外套的顶部之间设置有第二锁紧组件,所述第二锁紧组件可使得所述第三夹紧模具与所述第四夹紧模具相互合拢,所述第三夹紧模具正对所述第四夹紧模具的侧面设置有第三夹紧槽,所述第四夹紧模具正对所述第三夹紧模具的侧面设置有第四夹紧槽,所述第三夹紧槽的槽面与所述第四夹紧槽的槽面均沿所述拉送机构的运动方向设置有夹紧凹槽,所述第三夹紧槽与所述第四夹紧槽围成所述第二夹紧空间。第三夹料外套与第四夹料外套其底部均转动连接在拉送机构上,并且旋转轴线同轴,由拉送机构带动第三夹料外套与第四夹料外套同时运动,在第三夹料外套内的第三夹紧模具与在第四夹料外套内的第四夹紧模具可随着转动实现相互靠近或分离,第二夹紧空间可变大或变小,从而将衬套夹紧或松开,利用第二锁紧组件可使第三夹料外套的顶部与第四夹料外套的顶部相互合拢,此时第二夹紧空间变小,完成对衬套的夹紧固定,由于第三夹紧槽与第四夹紧槽的槽面均为螺旋状,可对衬套的外表形状进行避让,对成型后的衬套进行夹紧时,第三夹紧槽与第四夹紧槽的槽面与衬套螺旋的外表面相贴合,避免压坏衬套。
16.作为上述技术方案的进一步改进,所述第二夹料机构还包括限位套与限位螺栓,所述限位套位于所述拉送机构远离所述螺旋成型部的一侧,所述限位套内设置有限位通
道,所述限位通道沿所述推送机构的运动方向延伸,所述限位通道的中心线与所述第二夹紧空间的中心线相互重合,所述限位套的外侧壁环绕所述限位通道设置有多个限位螺孔,所述限位螺孔内配合连接有所述限位螺栓,所述限位螺栓具有伸入所述限位通道内的限位端,所有的所述限位端形成限位轮廓。衬套穿过第二夹紧空间后进入到限位套内,限位套内利用多个伸入的限位螺栓形成限位轮廓,可进一步提高衬套的夹持稳定性,减少其沿径向的晃动,并且根据不同的衬套外形,可方便地对限位螺栓进行调节,从而得出相对应的限位轮廓,使用更加方便。
附图说明
17.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单说明。显然,所描述的附图只是本发明的一部分实施例,而不是全部实施例,本领域的技术人员在不付出创造性劳动的前提下,还可以根据这些附图获得其他设计方案和附图。
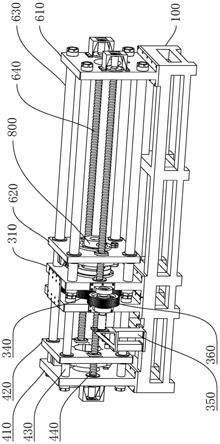
18.图1是本发明的整体立体图;
19.图2是本发明的传动轴、第一轴承、从动齿轮、成型模具沿其中心线的剖面结构示意图;
20.图3是本发明的第一夹料机构立体图;
21.图4是本发明的第二夹料机构立体图;
22.图5是本发明的第一夹紧模具与第二夹紧模具正视图;
23.图6是本发明的成型模具实施例一正对初始成型段的端面示意图;
24.图7是本发明的成型模具实施例一正对最终成型段的端面示意图;
25.图8是图7的a
‑
a向剖面结构示意图;
26.图9是本发明的成型模具配合连接于传动轴内的正视图;
27.图10为本发明加工出的产品示例图。
28.附图中:100
‑
机架、200
‑
成型模具、210
‑
螺旋成型通道、211
‑
初始成型段、212
‑
最终成型段、220
‑
键槽、310
‑
成型固定座、320
‑
传动轴、321
‑
安装通道、330
‑
第一轴承、340
‑
从动齿轮、350
‑
电机座、360
‑
主动齿轮、410
‑
推料固定座、420
‑
推料板、421
‑
推料导孔、422
‑
推料螺孔、430
‑
推料导杆、440
‑
推料螺杆、510
‑
第一夹料外套、520
‑
第一夹紧模具、521
‑
第一凸齿、530
‑
第二夹料外套、540
‑
第二夹紧模具、541
‑
第二凸齿、551
‑
拉杆、552
‑
拉柱、553
‑
连接座、554
‑
连接轴、555
‑
凸轮、610
‑
拉料固定座、620
‑
拉料板、621
‑
拉料导孔、622
‑
拉料螺孔、630
‑
拉料导杆、640
‑
拉料螺杆、710
‑
第三夹料外套、720
‑
第三夹紧模具、730
‑
第四夹料外套、740
‑
第四夹紧模具、750
‑
第二锁紧组件、800
‑
限位套。
具体实施方式
29.以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。另外,文中所提到的所有连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少连接
辅件,来组成更优的连接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
30.参照图1,一种螺杆泵衬套成型机,包括机架100,机架100上设置有:螺旋成型部,其包括旋转驱动机构与成型模具200,旋转驱动机构设置于机架100上,成型模具200设置于旋转驱动机构上,成型模具200内具有贯穿的螺旋成型通道210,旋转驱动机构可带动成型模具200以螺旋成型通道210的中心线为旋转轴线旋转;推料部,其位于螺旋成型通道210的一侧,推料部包括推送机构与第一夹料机构,推送机构设置于机架100上,第一夹料机构设置于推送机构上,第一夹料机构具有第一夹紧空间,第一夹紧空间正对于螺旋成型通道210,推送机构可带动第一夹料机构沿靠近或远离螺旋成型通道210的方向运动。
31.利用上述的螺杆泵衬套成型机对坯管进行成型加工时,将待成型的坯管放在第一夹紧空间内,由第一夹料机构夹持,然后推送机构带动第一夹料机构往螺旋成型部的方向靠近,将坯管送入到螺旋成型部中,在螺旋成型部中,旋转驱动电机带动成型模具200转动,在成型模具200内贯穿的螺旋成型通道210亦不断自转,当坯管进入到螺旋成型通道210后,随着成型模具200的不断转动、以及推送机构的不断推送,可使得坯管被挤压、扭转,最终形成贴合螺旋成型通道210内壁的螺旋状,如此即可将平直坯管加工成螺旋状的衬套,整个成型加工过程连续、受力更加均匀,因此成型加工效率更高,并且产品质量可进得到进一步提高。
32.在实际应用中,从螺旋成型通道210一侧送料的长度距离有限,使得可加工成型的衬套长度较短,并且如只从单侧推料时,会存在夹料的部分无法完成成型加工的问题,需要对该部分进行切除,为了对衬套的加工作进一步的完善,在本实施例中,机架100上还设置有拉料部,拉料部位于螺旋成型通道210远离推料部的一侧,拉料部包括拉送机构与第二夹料机构,拉送机构设置于机架100上,第二夹料机构设置于拉送机构上,第二夹料机构具有第二夹紧空间,第二夹紧空间正对于螺旋成型通道210,拉送机构可带动第二夹料机构沿靠近或远离螺旋成型通道210的方向运动。在螺旋成型部的另一侧还设有拉料部,穿过螺旋成型通道210后成型的衬套可被第二夹料机构夹持在第二夹紧空间内,然后第一夹料机构可与第二夹料机构保持同向、同步推送或松开衬套,拉送机构带动第二夹料机构将衬套沿远离螺旋成型通道210的方向不断运动,直至整个坯管成型加工完成,如此通过将推料切换至拉料的方式可对整个坯管进行成型加工,并且延长了对坯管的可加工长度。
33.旋转驱动机构主要用于提供带动成型模具200转动的驱动力,在本实施例中,如图2所示,旋转驱动机构包括成型固定座310、传动轴320、第一轴承330、从动齿轮340、电机座350、成型驱动电机与主动齿轮360,成型固定座310与电机座350连接于机架100上,成型固定座310上设置有安装孔,传动轴320通过第一轴承330连接于安装孔内,传动轴320内沿其长度延伸方向设置有安装通道321,成型模具200相对固定于安装通道321内,螺旋成型通道210的中心线与传动轴320的中心线相互重合,从动齿轮340套接于传动轴320外侧,成型驱动电机连接于电机座350上,成型驱动电机驱动连接于主动齿轮360,主动齿轮360与从动齿轮340相互啮合,主动齿轮360比从动齿轮340小,成型驱动电机的输出可被减速,并增大扭矩。将成型模具200相对固定于安装通道321内,启动成型驱动电机,成型驱动电机的动力通过主动齿轮360传递至与其啮合的从动齿轮340上,利用齿轮的传动比配合可更好地控制传动轴320的旋转速度,传动轴320旋转时即可带动位于其安装通道321内的成型模具200转
动。
34.为了提高旋转驱动机构运行的稳定性,在实际应用中,成型固定座310可间隔设置有两个,传动轴320分别通过两个第一轴承330转动连接在成型固定座310上,而套设在传动轴320外侧的从动齿轮340则位于两个成型固定座310之间,如此可稳定传动轴320的两端。
35.待成型的坯管在进入螺旋成型通道210时,由于与螺旋成型通道210的内壁之间会产生摩擦,坯管前进的推力会对成型模具200产生较大的推力,因此,需要考虑成型模具200安装的稳定性,在本实施例中,安装通道321包括同轴设置的安装段与限位段,安装段正对于推料部,安装段的内径大于限位段的内径,成型模具200相对固定于安装段内。安装段与限位段由于内径的大小不一,两者之间形成一个台阶结构,将成型模具200装入到此台阶结构上,利用限位段的端面抵在成型模具200的一端,限制成型模具200从限位段处脱出,装配时更加方便。
36.还可在传动轴320远离限位段的端面上装上限位板,限位板搭在安装段远离限位段的端面上,可进一步限制成型模具200从安装段内脱出,当需要拆出成型模具200时,只需要将限位板先拆下即可,根据不同的加工需要,可选择更换不同的成型模具200,拆卸非常方便。
37.直接将坯管推入到内径不变的螺旋成型通道210中,亦可对坯管进行挤压、扭转成型,而成型模具200的端部,亦即螺旋成型通道210的进入口部分会受到较大的压力,使用寿命较短,作为对螺旋成型通道210的进一步实施例,螺旋成型通道210包括同轴设置的初始成型段211与最终成型段212,初始成型段211正对于推料部,初始成型段211的内径沿远离推料部的方向逐渐缩小,初始成型段211的内壁螺旋设置有成型凹槽并延伸至最终成型段212的内壁。初始成型段211与最终成型段212的内壁设置有螺旋的成型凹槽,当坯管进入初始成型段211时,内径逐渐缩小的初始成型段211可分散坯管推进时产生的压力,降低成型模具200由于受压力过大而出现崩坏的风险,随着内径缩小对坯管的压力逐渐加大,最后在最终成型段212内进行精加工,整个加工过程循序渐进,加工稳定性更高、质量更好。
38.对于螺旋成型通道210的成型,一般来说,出口的形状为产品的截面形状,而进入口的形状为坯管的初始形状即可,在本实施例中,以最终成型段212的任一横截面形状为成型截面,成型截面以螺旋成型通道210的中心线为旋转轴线沿螺旋成型通道210的长度延伸方向旋转并在初始成型段211的内壁与最终成型段212的内壁形成成型凹槽。整个螺旋成型通道210内的成型凹槽,以成型截面为螺旋初始面旋转而成,在加工成型模具200时,可先以成型截面为螺旋初始面,然后再将整个螺旋成型通道210分为内径逐渐缩小的初始成型段211、平直的最终成型段212,也可先将整个螺旋成型通道210分为内径逐渐缩小的初始成型段211、平直的最终成型段212,再以成型截面为螺旋初始面在其内壁面形成成型凹槽。
39.如图10所示,此为利用本机加工出的一种衬套产品示例图,衬套的端面形状与成型截面的形状相同。
40.初始成型段211的内径缩小,即可对坯管形成一个逐步加工的过程,为了进一步提高对坯管加工的稳定性,在本实施例中,以最终成型段212的任一横截面形状为成型截面,成型截面上经过螺旋成型通道210中心线的最小内径为第一内径,成型截面上经过螺旋成型通道210中心线的最大内径为第二内径,初始成型段211的内径沿远离推料部的方向从第二内径缩小到第一内径。初始成型段211沿靠近最终成型段212的内径变化为第二内径与第
一内径的差值,使得坯管沿着初始成型段211逐渐成型时更加顺畅,坯管在初始成型段211内加工的形状更接近最终成型时的形状,降低了坯管从初始成型段211到最终成型段212时进行精加工时对最终成型段212产生的压力,进一步提高成型模具200的使用寿命。
41.如坯管的形状为圆形,作为成型模具200的实施例一,参照图6与图7,假设成型模具200起始形状为实心柱,此时根据所需要成型得到的衬套对成型模具200进行加工,所需要成型得到的衬套横截面即为成型截面,其第一内径为d,第二内径为d,先以小于d的直径沿实心柱的长度延伸方向形成初始通道,然后以成型截面的形状在初始通道的内壁沿实心柱的长度延伸方向螺旋,在初始通道的内壁形成螺旋槽,成型截面螺旋时,其中点与螺旋中心线相互重合,如图8所示,再从一端面以d为初始直径、以d为最终直径在初始通道的内壁上形成逐渐收窄的初始成型段211,整个成型通道除了保留长度为h的部分作为最终成型段212外,其余部分长度为h均为初始成型段211,此时初始成型段211与最终成型段212上形成的螺旋槽即为成型凹槽,在此实施例中,初始成型段211远离最终成型段212的端口形状为圆形,为了方便坯管进入到初始成型段211内,初始成型段211远离最终成型段212的端口内径可比坯管的直径大,如其差值为10毫米以上。
42.对于最终成型段212在实际应用中的长度h,其长度不小于5mm,以确保对坯管能加工出所需要的形状,而对于初始成型段211在实际应用中的长度h,其并没有限定,理论上长度越长,坯管在推进时所对其压力越分散,并且在传动轴320内夹持也越稳定,但制造成本也相应增加,因此,只需要长度足够以使其夹持稳定即可。
43.在上述的实施例中,形成了一个可从一侧推料,另一侧拉料的方案,在推料与拉料时,第一夹料机构的移动的距离与第二夹料机构移动的距离相同,并且采用此旋转成型加工的方式,还可对螺距灵活控制,进一步的,由于此处成型模具200中具有初始成型段211对坯管实现逐渐加工,使得最终成型段212的长度可设置较短而不会在使用中爆裂,坯管可直接通过最终成型段212精加工后形成所需要的形状,而减少在成型模具200内的滞留长度,从而不会影响成型得出的螺距,此时成型模具200旋转一周所用的时候内,第一夹料机构与第二夹料机构移动的距离等于工件的螺距,因此,为了实现可灵活地得出所需要成型的螺距,最终成型段212不需要设置太长,理论上不超过所需要成型螺距的三分之一长度即可,在实际使用中,其长度在20mm以下即可。
44.为了实现对成型模具200的旋转传动,如图9所示,可在成型模具200的外侧壁设置通槽,对应的,在传动轴320的安装通道321内壁设置键槽220,然后使通槽与键槽220相互正对形成传动槽,在传动槽内装入传动键即可,同样的,传动轴320与从动齿轮340之间亦可通过键与槽之间的相互配合实现传动。
45.推送机构主要提供沿直线方向往复运动的驱动力,在本实施例中,推送机构包括推料固定座410、推料板420、推料导杆430、推料驱动电机与推料螺杆440,推料固定座410连接于机架100上,推料导杆430连接于推料固定座410上并向靠近螺旋成型部的方向延伸,推料螺杆440转动连接于推料固定座410上并向靠近螺旋成型部的方向延伸,推料驱动电机设置于推料固定座410上,推料驱动电机驱动连接于推料螺杆440,推料板420上设置有推料导孔421与推料螺孔422,推料导杆430穿过推料导孔421,推料螺杆440与推料螺孔422通过螺纹相互配合连接,推料板420正对第一夹紧空间的位置设置有第一避让孔。推料驱动电机带动推料螺杆440转动,由于推料螺杆440通过螺纹与推料螺孔422配合连接,并且推料导杆
430穿过推料板420上的推料导孔421,推料板420可沿着推料导杆430的长度延伸方向来回运动,从而实现带动第一夹紧机构靠近或远离螺旋成型部,推料板420上还设置有第一避让孔,可供坯管穿过并进入第一夹紧空间内夹紧。
46.考虑到进一步提高推送机构运动的稳定性,推料导杆430穿过推料导孔421后,可连接至成型固定座310上,并且推料导杆430设置有不少于四个,四个推料导杆430分别位于推料固定座410的四个边角处,而推料螺杆440的另一端同样可在穿过推料螺孔422后转动连接至成型固定座310上,并且推料螺杆440具有两个,分别位于第一避让孔的两侧,从而推料板420将坯管推入到螺旋成型通道210时更加稳定。
47.作为第一夹料机构的进一步实施例,如图3所示,第一夹料机构包括第一夹料外套510、第一夹紧模具520、第二夹料外套530与第二夹紧模具540,第一夹料外套510的底部与第二夹料外套530的底部同轴地转动连接于推料板420上,第一夹紧模具520位于第一夹料外套510内,第二夹紧模具540位于第二夹料外套530内,第一夹料外套510的顶部与第二夹料外套530的顶部之间设置有第一锁紧组件,第一锁紧组件可使得第一夹紧模具520与第二夹紧模具540相互合拢,第一夹紧模具520正对第二夹紧模具540的侧面设置有第一夹紧槽,第二夹紧模具540正对第一夹紧模具520的侧面设置有第二夹紧槽,第一夹紧槽与第二夹紧槽围成第一夹紧空间。第一夹料外套510与第二夹料外套530其底部均转动连接在推料板420上,并且旋转轴线同轴,在第一夹料外套510内的第一夹紧模具520与在第二夹料外套530内的第二夹紧模具540可随着转动实现相互靠近或分离,第一夹紧空间可变大或变小,从而将坯管夹紧或松开,利用第一锁紧组件可使第一夹料外套510的顶部与第二夹料外套530的顶部相互合拢,此时第一夹紧空间变小,完成对坯管的夹紧固定。
48.由于待加工的坯管为平直的管,为提高对其夹持的稳定性,如图5所示,可在第一夹紧槽与第二夹紧槽的槽面上加入提高摩擦的结构,具体的,在第一夹紧槽的槽面上沿周向间隔排列有多个第一凸齿521,在周向上的所有第一凸齿521为一个第一摩擦单元,第一摩擦单元沿第一夹紧槽的深度方向均匀排列有多个,同样的,在第二夹紧槽的槽面上沿周向间隔排列有多个第二凸齿541,在周向上的所有第二凸齿541为一个第二摩擦单元,第二摩擦单元沿第二夹紧槽的深度方向均匀排列有多个。通过第一凸齿521与第二凸齿541,可增大对坯管夹持的摩擦力,夹持时更加稳定,避免坯管在第一夹紧空间内沿坯管的轴向移动。
49.进一步的,第一凸齿521与第二凸齿541的排列可进行优化,相邻的两个第一摩擦单元中,一个第一摩擦单元中的所有第一凸齿521与另一个第一摩擦单元中的所有第一凸齿521沿第一夹紧槽的深度方向上相互错开,同样的,相邻的两个第二摩擦单元中,一个第二摩擦单元中的所有第二凸齿541与另一个第二摩擦单元中的所有第二凸齿541沿第二夹紧槽的深度方向上相互错开。如此可进一步增加对坯管夹持的稳定性。考虑到在螺杆泵的使用中,对坯管的外表面粗糙度要求不高,因此,第一凸齿521与第二凸齿541在坯管表面如造成凹痕,影响并不大,并且在后续的成型加工中,由于坯管会产生挤压、扭转成型,坯管表面的凹痕亦会被部分修复或全部修复,对产品表面造成的影响更小,利用简单的结构有效地提高了对坯管夹持的稳定性。
50.在第一夹料机构中,第一夹紧模具520与第二夹紧模具540分别与第一夹料外套510与第二夹料外套530为可拆卸连接,如第一夹紧模具520与第二夹紧模具540可通过螺栓
分别连接至第一夹料外套510与第二夹料外套530上,可根据不同的成型加工需要,更换不同的夹紧模具,而夹料外套不需要拆出。
51.第一锁紧组件主要用于将第一夹料外套510与第二夹料外套530实现拉紧并相对定位,可直接采用两个液压缸作用在第一夹料外套510与第二夹料外套530的顶部,使两者相互分离或合拢,在本实施例中,其包括拉杆551、拉柱552、连接座553、连接轴554与凸轮555,拉杆551穿过第一夹料外套510与第二夹料外套530的顶部,拉柱552连接于拉杆551的一端,拉杆551另一端上沿其径向设置有通孔,连接轴554穿过通孔,两个凸轮555连接于连接轴554的两端,两个凸轮555之间通过连接座553相互连接,使用时,如需要使第一夹紧模具520与第二夹紧模具540相互靠近合拢时,施力于连接座553上,使两个凸轮555绕连接轴554转动,如凸轮555位于第二夹紧模具540的一侧,则凸轮555的表面施压于第二夹紧模具540,而拉柱552亦与第一夹紧模具520相抵,凸轮555与拉柱552之间的距离缩小,从而使得第一夹料外套510的顶部与第二夹料外套530的顶部距离亦缩小,实现第一夹紧模具520与第二夹紧模具540的相互靠近合拢,当需要第一夹紧模具520与第二夹紧模具540相互分离时,可施力于连接座553上,同样使凸轮555绕连接轴554转动,此时凸轮555的表面则不再施压于第二夹紧模具540,凸轮555与拉柱552之间的距离增大,从而使得第一夹料外套510的顶部与第二夹料外套530的顶部距离增大,实现第一夹紧模具520与第二夹紧模具540的相互分离。
52.在施力至连接座553时,可人工操作,亦可在推料固定座410上设置液压缸,液压缸通过联轴器带动连接座553转动。
53.同样的,拉送机构主要提供沿直线方向往复运动的驱动力,在本实施例中,拉送机构包括拉料固定座610、拉料板620、拉料导杆630、拉料驱动电机与拉料螺杆640,拉料固定座610连接于机架100上,拉料导杆630连接于拉料固定座610上并向靠近螺旋成型部的方向延伸,拉料螺杆640转动连接于拉料固定座610上并向靠近螺旋成型部的方向延伸,拉料驱动电机设置于拉料固定座610上,拉料驱动电机驱动连接于拉料螺杆640,拉料板620上设置有拉料导孔621与拉料螺孔622,拉料导杆630穿过拉料导孔621,拉料螺杆640与拉料螺孔622通过螺纹相互配合连接,拉料板620正对第二夹紧空间的位置设置有第二避让孔。拉料驱动电机带动拉料螺杆640转动,由于拉料螺杆640通过螺纹与拉料螺孔622配合连接,并且拉料导杆630穿过拉料板620上的拉料导孔621,拉料板620可沿着拉料导杆630的长度延伸方向来回运动,从而实现带动第二夹紧机构靠近或远离螺旋成型部,拉料板620上还设置有第二避让孔,可供衬套穿过。
54.考虑到进一步提高拉送机构运动的稳定性,拉料导杆630穿过拉料导孔621后,可连接至成型固定座310上,并且拉料导杆630设置有不少于四个,四个拉料导杆630分别位于拉料固定座610的四个边角处,而拉料螺杆640的另一端同样可在穿过拉料螺孔622后转动连接至成型固定座310上,并且拉料螺杆640具有两个,分别位于第一避让孔的两侧,从而拉料板620将成型后的衬套从螺旋成型通道210后拉出时更加稳定。
55.作为第二夹料机构的进一步实施例,如图4所示,第二夹料机构包括第三夹料外套710、第三夹紧模具720、第四夹料外套730与第四夹紧模具740,第三夹料外套710的底部与第四夹料外套730的底部同轴地转动连接于拉料板620上,第三夹紧模具720位于第三夹料外套710内,第四夹紧模具740位于第四夹料外套730内,第三夹料外套710的顶部与第四夹
料外套730的顶部之间设置有第二锁紧组件750,第二锁紧组件750可使得第三夹紧模具720与第四夹紧模具740相互合拢,第三夹紧模具720正对第四夹紧模具740的侧面设置有第三夹紧槽,第四夹紧模具740正对第三夹紧模具720的侧面设置有第四夹紧槽,第三夹紧槽的槽面与第四夹紧槽的槽面均沿拉送机构的运动方向设置有夹紧凹槽,夹紧凹槽为沿拉送机构运动方向延伸的螺旋状,其螺旋的形状与成型凹槽的螺旋形状相同,第三夹紧槽与第四夹紧槽围成第二夹紧空间。第三夹料外套710与第四夹料外套730其底部均转动连接在拉料板620上,并且旋转轴线同轴,在第三夹料外套710内的第三夹紧模具720与在第四夹料外套730内的第四夹紧模具740可随着转动实现相互靠近或分离,第二夹紧空间可变大或变小,从而将衬套夹紧或松开,利用第二锁紧组件750可使第三夹料外套710的顶部与第四夹料外套730的顶部相互合拢,此时第二夹紧空间变小,完成对衬套的夹紧固定,由于第三夹紧槽与第四夹紧槽的槽面均为螺旋状,可对衬套的外表形状进行避让,对成型后的衬套进行夹紧时,第三夹紧槽与第四夹紧槽的槽面与衬套螺旋的外表面相贴合,避免压坏衬套。
56.在第二夹料机构中,第三夹紧模具720与第四夹紧模具740分别与第三夹料外套710与第四夹料外套730为可拆卸连接,如第三夹紧模具720与第四夹紧模具740可通过螺栓分别连接至第三夹料外套710与第四夹料外套730上,可根据不同的成型加工需要,更换不同的夹紧模具,而夹料外套不需要拆出。
57.第二锁紧组件750可采用与第一锁紧组件相同的结构,第二锁紧组件750中的拉杆551穿过第三夹料外套710与第四夹料外套730,而凸轮555与拉柱552则分别作用在第三夹料外套710与第四夹料外套730上,同样的,其亦可用人工操作的方式作用于连接座553上,亦可采用液压的方式用于连接座553上,使连接座553绕连接轴554转动。
58.成型后的衬套被夹在第二夹紧空间内,为了对其端部进一步稳定,在本实施例,第二夹料机构还包括限位套800与限位螺栓,限位套800位于拉料板620远离螺旋成型部的一侧,限位套800内设置有限位通道,限位通道沿推送机构的运动方向延伸,限位通道的中心线与第二夹紧空间的中心线相互重合,限位套800的外侧壁环绕限位通道设置有多个限位螺孔,限位螺孔内配合连接有限位螺栓,限位螺栓具有伸入限位通道内的限位端,所有的限位端形成限位轮廓。衬套穿过第二夹紧空间后进入到限位套800内,限位套800内利用多个伸入的限位螺栓形成限位轮廓,可进一步提高衬套的夹持稳定性,减少其沿径向的晃动,并且根据不同的衬套外形,可方便地对限位螺栓进行调节,从而得出相对应的限位轮廓,使用更加方便。
59.以上对本发明的较佳实施方式进行了具体说明,但本发明创造并不限于实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1