一种防火阀自动焊接生产线的制作方法
1.本发明涉及消防设备技术领域,特别涉及一种防火阀自动焊接生产线。
背景技术:
2.现有的防火阀生产工艺大多数是依次由剪裁板材、折弯板材和焊接板材组成的,需要大量的人工操作,所以现有的防火阀壳体的精度低、质量差。
3.目前,授权公告号为cn206967041u的中国专利公开了一种螺栓固定式防火阀壳体自动生产线及防火阀壳体,所述自动生产线包括送料架、第一进料装置、第一剪切装置、冲孔机组装置、第一校平装置、第二进料装置、法兰成型装置、第二校平装置、出料平台以及第二剪切装置,在所述自动生产线上一次性完成对防火阀壳体的冲孔、折方等工艺,使防火阀壳体的制造在一道流水线上完成。
4.上述现有技术方案存在以下缺陷:缺失了把成型的防火阀组件焊接的装置。
技术实现要素:
5.本发明的目的是提供一种防火阀自动焊接生产线,以解决上述现有技术存在的问题。
6.本发明的上述技术目的是通过以下技术方案得以实现的:一种防火阀自动焊接生产线,包括第一滚压成型机、第二滚压成型机、第一焊接机、第二焊接机和自动组合焊接机,所述第一滚压成型机和第二滚压成型机的长度方向均为左右方向,第一滚压成型机和第二滚压成型机均用于滚压成型防火阀组件,所述第一焊接机和第二焊接机用于焊接防火阀组件,所述自动组合焊接机用于使防火组件拼接固定和焊接固定防火阀组件。
7.通过采用上述技术方案,第一滚压成型机、第二滚压成型机、第一焊接机、第二焊接机和自动组合焊接机相互配合可以由原始钢卷制造出焊接拼装完成的防火阀壳体。
8.在进一步的实施例中,所述自动组合焊接机包括防火阀组件固定工作台、卸料装置、第一滑台和第二滑台,所述防火阀组件固定工作台的顶部的四个角均固定安装有竖直设置的方杆,所述第一滑台间隔设置在所述防火阀组件固定工作台的后侧,所述第二滑台间隔设置在所述防火阀组件固定工作台的前侧,所述第一滑台和第二滑台上均滑动安装有多个自动定位焊接装置,且所述多个自动定位焊接装置的滑动方向均为左右方向,所述卸料装置固定设置在所述防火阀组件固定工作台的右侧,所述卸料装置用把焊接完成的防火阀夹取至防火阀组件固定工作台的右侧。
9.在进一步的实施例中,所述自动定位焊接装置包括滑动块、电机、螺杆、第一气缸和焊枪,所述滑动块的顶端的一侧固定安装有托板,所述电机竖直固定安装在所述托板的顶部,所述托板的中间位置开设有通孔,所述通孔用于固定安装轴承,所述螺杆的顶端穿设在所述轴承内,所述螺杆上螺纹连接有矩形块,所述矩形块靠近所述滑动块的一端与所述滑动块贴合,所述焊枪固定安装在所述矩形块的一侧,所述第一气缸固定安装在所述滑动
块的远离所述矩形块的一侧,且所述第一气缸横向水平设置。
10.在进一步的实施例中,所述第一滑台和第二滑台上均滑动安装有两个自动定位焊接装置。
11.在进一步的实施例中,卸料装置包括支撑框架、工作台、滑动装置和夹取装置,所述工作台固定设置在所述防火阀组件固定工作台的右侧,所述支撑框架固定安装在所述工作台的顶部,所述滑动装置固定安装在所述支撑框架的内部的顶端,所述夹取装置固定安装在所述滑动装置的底部,所述滑动装置用于使所述夹取装置相对于所述支撑框架左右移动,所述夹取装置用于夹取焊接完成的防火阀。
12.在进一步的实施例中,所述夹取装置包括矩形框架、第一导杆、第二导杆、第三导杆、第四导杆、第二气缸、第三气缸、第四气缸和第五气缸,所述第一导杆、第二导杆、第三导杆和第四导杆的长度方向均为左右方向,所述第一导杆和第二导杆均固定安装在所述矩形框架的前端,且第一导杆与第二导杆之间有间隔,所述第三导杆和第四导杆均固定安装在所述矩形框架的前端,且第三导杆与第四导杆之间有间隔,所述第二气缸、第三气缸、第四气缸和第五气缸均竖直设置,且第二气缸、第三气缸、第四气缸和第五气缸的顶杆均位于气缸本体的底端,所述第二气缸和第三气缸的气缸本体的前端面的顶端均固定安装有滑动安装在所述第一导杆上的第一滑块,所述第二气缸和第三气缸的气缸本体的前端面的底端均固定安装有滑动安装在所述第二导杆上的第二滑块,所述第四气缸和第五气缸的气缸本体的前端面的顶端均固定安装有滑动安装在所述第三导杆上的第三滑块,所述第四气缸和第五气缸的气缸本体的前端面的底端均固定安装有滑动安装在所述第四导杆上的第四滑块,所述第二气缸、第三气缸、第四气缸和第五气缸的顶杆的底端均套设有用于抓取防火阀壳体的卡爪。
13.综上所述,本发明具有以下有益效果:1.通过第一滚压成型机、第二滚压成型机、第一焊接机、第二焊接机和自动组合焊接机相互配合可以由原始钢卷制造出焊接拼装完成的防火阀壳体,使防火阀的生产制造线完整。
附图说明
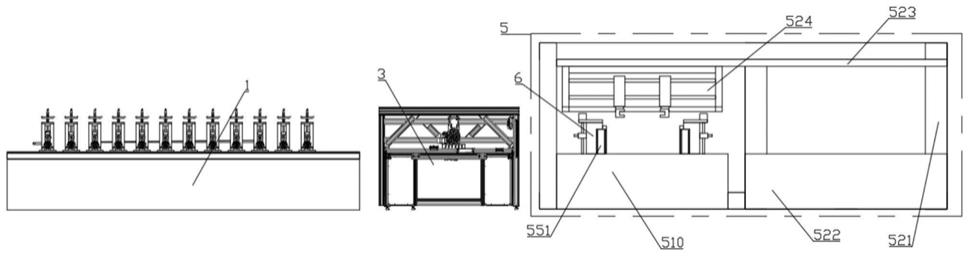
14.图1是本发明的整体结构示意图;图2是图1的俯视图;图3是本发明的自动定位焊接装置的整体结构示意图;图4是本发明的卸料装置的整体结构示意图;图5是本发明的夹取装置的整体结构示意图。
15.图中,1、第一滚压成型机;2、第二滚压成型机;3、第一焊接机;4、第二焊接机;5、自动组合焊接机;510、防火阀组件固定工作台;520、卸料装置;521、支撑框架;522、工作平台;523、滑动装置;524、夹取装置;525、矩形框架;526、第一导杆;527、第二导杆;528、第三导杆;529、第四导杆;531、第二气缸;532第三气缸;533、第四气缸;534、第五气缸;535、第一滑块;536、第二滑块;537、第三滑块;538、第四滑块;539、卡爪;530、第一滑台;540、第二滑台;551、方杆;6、自动定位焊接装置;601、滑动块;602、电机;603、螺杆;605、第一气缸;606、焊枪;607、托板;608、矩形块;。
具体实施方式
16.以下结合附图对本发明作进一步详细说明。
17.其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图1中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本说明书的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定中心的方向。
18.实施例:如图1
‑
5所示,一种防火阀自动焊接生产线,包括第一滚压成型机1、第二滚压成型机2、第一焊接机3、第二焊接机4和自动组合焊接机5第一滚压成型机1和第二滚压成型机2的长度方向均为左右方向,第一滚压成型机1和第二滚压成型机2均用于滚压成型防火阀组件,第一焊接机3和第二焊接机4用于焊接防火阀组件,自动组合焊接机5用于使防火组件拼接固定和焊接固定防火阀组件;自动组合焊接机5包括防火阀组件固定工作台510、卸料装置520、第一滑台530和第二滑台540,防火阀组件固定工作台510的顶部的四个角均固定安装有竖直设置的方杆551,第一滑台530间隔设置在防火阀组件固定工作台510的后侧,第二滑台540间隔设置在防火阀组件固定工作台510的前侧,第一滑台530和第二滑台540上均滑动安装有多个自动定位焊接装置6,且多个自动定位焊接装置6的滑动方向均为左右方向,卸料装置520固定设置在防火阀组件固定工作台510的右侧,卸料装置520用把焊接完成的防火阀夹取至防火阀组件固定工作台510的右侧;自动定位焊接装置6包括滑动块601、电机602、螺杆603、第一气缸605和焊枪606,滑动块601的顶端的一侧固定安装有托板607,电机602竖直固定安装在托板607的顶部,托板607的中间位置开设有通孔,通孔用于固定安装轴承,螺杆603的顶端穿设在轴承内,螺杆603上螺纹连接有矩形块608,矩形块608靠近滑动块601的一端与滑动块601贴合,焊枪606固定安装在矩形块608的一侧,第一气缸605固定安装在滑动块601的远离矩形块608的一侧,且第一气缸605横向水平设置;第一滑台530和第二滑台540上均滑动安装有两个自动定位焊接装置6;卸料装置520包括支撑框架521、工作平台522、滑动装置523和夹取装置524,工作平台522固定设置在防火阀组件固定工作台510的右侧,支撑框架521固定安装在工作平台522的顶部,滑动装置523固定安装在支撑框架521的内部的顶端,夹取装置524固定安装在滑动装置523的底部,滑动装置523用于使夹取装置524相对于支撑框架521左右移动,夹取装置524用于夹取焊接完成的防火阀;夹取装置524包括矩形框架525、第一导杆526、第二导杆527、第三导杆528、第四导杆529、第二气缸531、第三气缸532、第四气缸533和第五气缸534,第一导杆526、第二导杆527、第三导杆528和第四导杆529的长度方向均为左右方向,第一导杆526和第二导杆527均固定安装在矩形框架525的前端,且第一导杆526与第二导杆527之间有间隔,第三导杆528和第四导杆529均固定安装在矩形框架525的前端,且第三导杆528与第四导杆529之间有间隔,第二气缸531、第三气缸532、第四气缸533和第五气缸534均竖直设置,且第二气缸531、第三气缸532、第四气缸533和第五气缸534的顶杆均位于气缸本体的底端,第二气缸531和第三气缸532的气缸本体的前端面的顶端均固定安装有滑动安装在第一导杆526上的第一滑块535,第二气缸531和第三气缸532的气缸本体的前端面的底端均固定安装有滑动安装在第二导杆527上的第二
滑块536,第四气缸533和第五气缸534的气缸本体的前端面的顶端均固定安装有滑动安装在第三导杆528上的第三滑块537,第四气缸533和第五气缸534的气缸本体的前端面的底端均固定安装有滑动安装在第四导杆529上的第四滑块538,第二气缸531、第三气缸532、第四气缸533和第五气缸534的顶杆的底端均套设有用于抓取防火阀壳体的卡爪539。
19.具体实施过程:人工把第一滚压成型机1和第二滚压成型机2滚压成型的零件下使用第一焊接机3和第二焊接机4进行初步焊接,然后把所有组件放置在防火阀组件固定工作台510上,其中,防火阀组件固定工作台510的顶部的四个角均固定安装有竖直设置的方杆551用于限制防火阀组件向防火阀组件固定工作台510中心移动,然后通过自动定位焊接装置6的第一气缸605把防火阀组件向防火阀组件固定工作台510的顶部的中心推动,所以防火阀组件被固定在防火阀组件固定工作台510的顶部,这时在通过自动定位焊接装置6对防火阀组件进行焊接,使其变成一个完整的防火阀壳体,最后通过卸料装置520把焊接完成的防火阀壳体夹取至工作平台上。
20.在本发明公开的实施例中,术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明公开的实施例中的具体含义。
21.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1