一种用于波导管的内径无缝对接加工工艺的制作方法
1.本发明涉及波导管加工工艺领域,尤其是一种用于波导管的内径无缝对接加工工艺。
背景技术:
2.波导管由于传输电磁波损耗小而被广泛用于厘米波及毫米波的雷达领域中,弯波导管是传输线路中必不可少且大量使用的一种波导器件。当今的微波传输通信领域向更高的频段发展,以求获得更准确的距离和角度分辨力,毫米波技术广泛应用。
3.波导管大多选用优质铝合金材料经去应力热处理制作,波导管的加工一般采取普通数控车削的方法,其工艺系统包括数控车床、夹具和刀具,普通数控车削具有质量容易控制、加工效率高的特点。
4.但用于大长径比波导管的加工时镗刀杆只能采用悬臂梁结构,一方面由于切削力的作用,刀杆发生挠变和振动导致齿形形状和位置超差、表面粗糙度值加大;另一方面由于切削力较大,导致工艺系统的变形也较大,不稳定的系统变形和振动的综合作用导致表面粗糙度数值进一步加大、刀具耐用度降低,因此,多数厂家则将整条波导管分成两段分别进行加工,这样则降低了加工难度,提高了加工效率。
5.可是,分别加工则容易出现尺寸偏差,导致两段管材在组合时内径出现断痕或缝隙,电波在波导管内传输触碰内壁时会以一定的倾角反射,而缝隙或断痕则会使得电波在反射时产生偏差或损耗,导致电波在波导管内传输至接收器后接收器输出的声音时存在杂音,不利于用户的使用。
6.为此,有必要提供一种用于波导管的内径无缝对接加工工艺来解决上述问题。
技术实现要素:
7.为了解决上述问题,本发明提出一种用于波导管的内径无缝对接加工工艺来解决上述问题。
8.本发明通过以下技术方案实现的:
9.本发明提出一种用于波导管的内径无缝对接加工工艺,包括以下步骤:
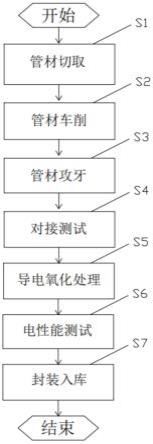
10.s1-管材切取,选取管材并进行对半切削加工,获得两个长度尺寸相等的管材;
11.s2-管材车削,将步骤s1中的两个管材分别进行车削加工;
12.s3-管材攻牙,将步骤s2中的两个管材分别进行外螺纹与内螺纹的加工;
13.s4-对接测试,将步骤s3中的两个带有螺纹的管材进行螺旋对接安装,然后对管材内壁对接处进行平滑度测试,若平滑度不足则进行车削精加工;
14.s5-导电氧化处理,将步骤s4中符合标准的管材分别进行本色导电氧化处理;
15.s6-电性能测试,将步骤s5的管材分别进行电性能测试;
16.s7-封装入库,将步骤s6测试后的管材喷涂防锈油后进行封装,然后放置于干燥仓库内。
17.进一步的,所述步骤s2的车削加工中,第一件管材车削出安装柱以及第一通孔,第二件管材车削出内凹槽以及第二通孔。
18.进一步的,所述步骤s2的车削加工中,将安装柱车削出伸入柱。
19.进一步的,所述伸入柱的实际加工长度尺寸为a,图纸中的伸入柱加工尺寸为b,a=b+0.05mm。
20.进一步的,所述步骤s3的攻牙加工中,将安装柱剩余的部分进行外螺纹加工。
21.进一步的,所述步骤s2的车削加工中,将内凹槽车削出攻牙槽。
22.进一步的,所述攻牙槽的实际加工深度尺寸为c,图纸中的攻牙槽加工尺寸为d,d=c+0.05mm。
23.进一步的,所述步骤s3的攻牙加工中,将攻牙槽进行内螺纹加工。
24.进一步的,所述步骤s2的车削加工中,将安装柱进行外螺纹加工。
25.进一步的,所述步骤s2的车削加工中,将内凹槽进行内螺纹加工。
26.本发明的有益效果:
27.本发明提出一种用于波导管的内径无缝对接加工工艺,通过管材切取、管材车削、管材攻牙、对接测试、导电氧化处理、电性能测试以及封装入库的步骤,将波导管分为两段进行加工,在降低加工难度、提高加工效率的同时,提高了加工精度,使得两段管材在对接后内孔无缝隙,使得电波在内孔传导时不会出现偏差或损耗,最大程度地还原了波导管原有的传导性能。
附图说明
28.图1为本发明提出的用于波导管的内径无缝对接加工工艺流程图;
29.图2为本发明提出的用于波导管的内径无缝对接加工工艺实施例1的结构示意图;
30.图3为本发明提出的用于波导管的内径无缝对接加工工艺实施例2的结构示意图。
具体实施方式
31.为了更加清楚、完整的说明本发明的技术方案,下面结合附图对本发明作进一步说明。
32.实施例1
33.请参考图1和图2,本发明提出一种用于波导管的内径无缝对接加工工艺,包括以下步骤:
34.s1-管材切取,选取管材并进行对半切削加工,获得两个长度尺寸相等的管材;
35.s2-管材车削,将步骤s1中的两个管材分别进行车削加工;
36.s3-管材攻牙,将步骤s2中的两个管材分别进行外螺纹与内螺纹的加工;
37.s4-对接测试,将步骤s3中的两个带有螺纹的管材进行螺旋对接安装,然后对管材内壁对接处进行平滑度测试,若平滑度不足则进行车削精加工;
38.s5-导电氧化处理,将步骤s4中符合标准的管材分别进行本色导电氧化处理;
39.s6-电性能测试,将步骤s5的管材分别进行电性能测试;
40.s7-封装入库,将步骤s6测试后的管材喷涂防锈油后进行封装,然后放置于干燥仓库内。
41.进一步的,步骤s2的车削加工中,第一件管材车削出安装柱1以及第一通孔2,第二件管材车削出内凹槽3以及第二通孔4。
42.进一步的,步骤s2的车削加工中,将安装柱1车削出伸入柱11。
43.进一步的,伸入柱11的实际加工长度尺寸为a,图纸中的伸入柱11加工尺寸为b,a=b+0.05mm。
44.进一步的,步骤s3的攻牙加工中,将安装柱1剩余的部分进行外螺纹加工。
45.进一步的,步骤s2的车削加工中,将内凹槽3车削出攻牙槽31。
46.进一步的,攻牙槽31的实际加工深度尺寸为c,图纸中的攻牙槽31加工尺寸为d,d=c+0.05mm。
47.进一步的,步骤s3的攻牙加工中,将攻牙槽31进行内螺纹加工。
48.在本实施方式中:
49.选取管材并进行对半切削加工,获得两个长度尺寸相等的管材;将两个管材分别进行车削加工;第一件管材车削出安装柱1以及第一通孔2,安装柱1车削出伸入柱11,伸入柱11的实际加工长度尺寸为a,图纸中的伸入柱11加工尺寸为b,a=b+0.05mm,第二件管材车削出内凹槽3以及第二通孔4,将内凹槽3车削出攻牙槽31,攻牙槽31的实际加工深度尺寸为c,图纸中的攻牙槽31加工尺寸为d,d=c+0.05mm;将车削加工后的两个管材分别进行外螺纹与内螺纹的加工,将安装柱1剩余的部分进行外螺纹加工,将攻牙槽31进行内螺纹加工;将两个带有螺纹的管材进行螺旋对接安装,然后对管材内壁对接处进行平滑度测试,若平滑度不足则进行车削精加工;将符合标准的管材分别进行本色导电氧化处理;将管材分别进行电性能测试;将测试后的管材喷涂防锈油后进行封装,然后放置于干燥仓库内。
50.伸入柱11以及内凹槽3的加工则提高了两个管材在连接时的紧密程度,伸入柱11的实际长度比图纸中标注的长度长了0.05mm,且攻牙槽31的实际深度比图纸中的尺寸短了0.05mm,有效地弥补了由于加工中存在的误差导致接合时存在缝隙的问题(图纸中所标注的尺寸为理论尺寸,在实际加工中仍会出现不同程度的误差,0.05mm的数值为工人在多次加工后总结出来的弥补差值),同时,若第一通孔2与第二通孔4无法平齐对接时,仍然可以通过对伸入柱11以及内凹槽3进行加工修补,无需重新进行加工。
51.综上所述,本用于波导管的内径无缝对接加工工艺通过管材切取、管材车削、管材攻牙、对接测试、导电氧化处理、电性能测试以及封装入库的步骤,将波导管分为两段进行加工,在降低加工难度、提高加工效率的同时,提高了加工精度,使得两段管材在对接后内孔无缝隙,使得电波在内孔传导时不会出现偏差或损耗,最大程度地还原了波导管原有的传导性能。
52.实施例2
53.请参考图1和图3,本发明提出一种用于波导管的内径无缝对接加工工艺,包括以下步骤:
54.s1-管材切取,选取管材并进行对半切削加工,获得两个长度尺寸相等的管材;
55.s2-管材车削,将步骤s1中的两个管材分别进行车削加工;
56.s3-管材攻牙,将步骤s2中的两个管材分别进行外螺纹与内螺纹的加工;
57.s4-对接测试,将步骤s3中的两个带有螺纹的管材进行螺旋对接安装,然后对管材内壁对接处进行平滑度测试,若平滑度不足则进行车削精加工;
58.s5-导电氧化处理,将步骤s4中符合标准的管材分别进行本色导电氧化处理;
59.s6-电性能测试,将步骤s5的管材分别进行电性能测试;
60.s7-封装入库,将步骤s6测试后的管材喷涂防锈油后进行封装,然后放置于干燥仓库内。
61.进一步的,步骤s2的车削加工中,第一件管材车削出安装柱1以及第一通2孔,第二件管材车削出内凹槽3以及第二通孔4。
62.进一步的,步骤s2的车削加工中,安装柱1的实际加工尺寸为e,图纸中安装柱1的加工尺寸为f,e=f+0.05mm。
63.进一步的,步骤s2的车削加工中,内凹槽3的实际加工尺寸为g,图纸中内凹槽3的加工尺寸为h,h=g+0.05,mm。
64.在本实施方式中:
65.选取管材并进行对半切削加工,获得两个长度尺寸相等的管材;将两个管材分别进行车削加工,第一件管材车削出安装柱以及第一通孔,安装柱的实际加工尺寸为e,图纸中安装柱的加工尺寸为f,e=f+0.05mm,第二件管材车削出内凹槽以及第二通孔,内凹槽的实际加工尺寸为g,图纸中内凹槽的加工尺寸为h,h=g+0.05,mm;将车削加工后的两个管材分别进行外螺纹与内螺纹的加工;将两个带有螺纹的管材进行螺旋对接安装,然后对管材内壁对接处进行平滑度测试,若平滑度不足则进行车削精加工;将符合标准的管材分别进行本色导电氧化处理;将管材分别进行电性能测试;将测试后的管材喷涂防锈油后进行封装,然后放置于干燥仓库内。
66.此实施例为最简单的加工工艺,只车削出安装柱1和内凹槽3,并直接在安装柱1上加工外螺纹,在内凹槽3内加工内螺纹,安装柱1的实际长度比图纸中标注的长度长了0.05mm,且内凹槽3的实际深度比图纸中的尺寸短了0.05mm,有效地弥补了由于加工中存在的误差导致接合时存在缝隙的问题(图纸中所标注的尺寸为理论尺寸,在实际加工中仍会出现不同程度的误差,0.05mm的数值为工人在多次加工后总结出来的弥补差值),加工过程简单,加工时间短,效率高。
67.综上所述,本用于波导管的内径无缝对接加工工艺通过管材切取、管材车削、管材攻牙、对接测试、导电氧化处理、电性能测试以及封装入库的步骤,将波导管分为两段进行加工,在降低加工难度、提高加工效率的同时,提高了加工精度,使得两段管材在对接后内孔无缝隙,使得电波在内孔传导时不会出现偏差或损耗,最大程度地还原了波导管原有的传导性能。
68.当然,本发明还可有其它多种实施方式,基于本实施方式,本领域的普通技术人员在没有做出任何创造性劳动的前提下所获得其他实施方式,都属于本发明所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1