一种五金索具切割用夹具的制作方法
1.本发明涉及金属材料加工技术领域,尤其涉及一种五金索具切割用夹具。
背景技术:
2.索具指为了实现物体挪移系结在起重机械与被起重物体之间的受力工具,以及为了稳固空间结构的受力构件,包括各种桅杆、桅桁、帆桁、斜桁和所有索、链以及用来操作这些的用具的总的术语,索具广泛应用于港口、电力、钢铁、造船、石油化工、矿山等重要行业。
3.索具加工中,索钩的沟槽是在索勾的外形冲压外成后,通过切割的方式加工而成,现有技术中切割时的夹具大多是钳具一类,操作起来较为繁琐,并且只能一次夹一个,效率低下。
技术实现要素:
4.本发明实施例提供一种五金索具切割用夹具,以解决现有技术中存在的技术问题。
5.本发明实施例采用下述技术方案:包括料杆、下压组件和夹紧组件,料杆的横截面形状与索钩的钩部内轮廓相同,索钩能够倒扣在料杆上,下压组件设置在料杆上方,夹紧组件设置在料杆下方,切割前夹紧组件能够对索钩进行夹紧和定位,下压组件能够将索钩压紧,避免切割时索钩跑偏。
6.进一步的,下压组件包括龙门架、导杆、导套、下压气缸以及压条,龙门架架在所述料杆上方,压条悬空设置在料杆上方,下压气缸固定在龙门架顶部,下压气缸的伸缩杆垂直向下穿过龙门架与压条连接,导套固定在龙门架顶部,导杆穿插在导套上,导杆垂直向下穿过龙门架与压条连接。
7.进一步的,夹紧组件包括安装板以及驱动两个安装板相对运动或者相背运动的驱动结构,两个安装板上分别固定有若干夹手,两个安装板上的夹手交错设置。
8.进一步的,驱动结构可以为两个独立的气缸,分别驱动一个安装板运动,但是考虑到气缸的同步性问题,可能会导致定位不准确,所以,本实施例中驱动结构优选采用一个独立的驱动气缸,两个安装板同侧的一端均开设有一个斜向槽,两个安装板上的斜向槽的斜向相反,同时两个斜向槽具有交叉点,在交叉点上穿插有固定杆,固定杆两端有螺母将其固定,安装板旁侧设有导向柱,导向柱上开设有垂直设置的导向槽,固定杆一头卡在导向槽内驱动气缸与一个安装板传动连接,驱动该安装板时,通过斜向槽和固定杆的配合,可以带动另外一个安装板运动。
9.进一步的,每个安装板的背后均固定有一个导轨,并且每个安装板均对应设置有一个固定架,固定架上有滑块,导轨与滑块构成导向配合。
10.进一步的,龙门架两侧的支撑脚上均焊接有一个卡箍,料杆穿插在两个卡箍上并通过焊接与卡箍固定。
11.本发明能够达到以下有益效果:
12.第一,本发明设置有与横截面形状与索钩的钩部内轮廓相同的料杆,切割时,直接将索钩倒扣在料杆上,启动夹紧组件、下压组件即可快速完成定位、夹紧,方便快捷。
13.第二,本发明可一次加工多个索勾。
14.第三,本发明的夹紧组件采用一个独立的驱动气缸以驱动该安装板,通过斜向槽和固定杆的配合,可以带动另外一个安装板运动。这种驱动方式可保证两个安装板运动的距离相等,可以确保索钩到达对应的切割片位置,不会出现误差,提高加工精度。
附图说明
15.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
16.图1为索具的结构示意图;
17.图2为索钩的结构示意图;
18.图3为本发明配合切割机的工作状态示意图;
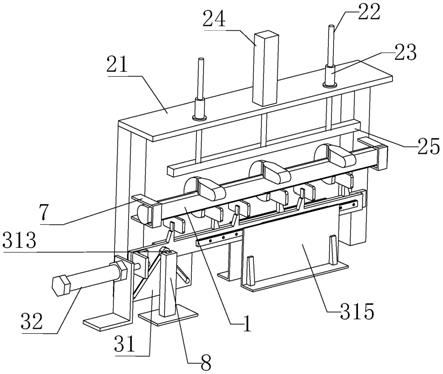
19.图4为本发明的立体结构示意图;
20.图5为本发明的正视图;
21.图6为本发明下压组件和夹紧组件分别将索钩压紧、夹紧定位时的状态示意图;
22.图7为本发明夹紧组件中两个安装板的结构示意图;
23.图8为本发明夹手将索钩夹紧时的状态示意图;
24.图9为本发明夹手装上活动板后的结构示意图。
25.附图标记
26.1、料杆;2、下压组件;21、龙门架;211、支撑脚;22、导杆;23、导套;24、下压气缸;25、压条;3、夹紧组件;31、安装板;311、夹手;312、斜向槽;313、固定杆;314、导轨;315、固定架;32、驱动气缸;4、索钩;5、切割片;7、卡箍;8、导向柱;9、活动板;91、弹簧安装杆;92、弹簧92。
具体实施方式
27.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明具体实施例及相应的附图对本发明技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.以下结合附图,详细说明本发明各实施例提供的技术方案。
29.参照图1
‑
3,本发明实施例提供一种五金索具切割用夹具,包括料杆1、下压组件2和夹紧组件3,料杆1的横截面形状与索钩4的钩部内轮廓相同,索钩4能够倒扣在料杆1上,下压组件2设置在料杆1上方,夹紧组件3设置在料杆1下方,切割前夹紧组件3能够对索钩4进行夹紧和定位,下压组件2能够将索钩4压紧,避免切割时索钩4跑偏。
30.参照图4,下压组件2包括龙门架21、导杆22、导套23、下压气缸24以及压条25,龙门架21架在所述料杆1上方,压条25悬空设置在料杆1上方,下压气缸24固定在龙门架21顶部,下压气缸24的伸缩杆垂直向下穿过龙门架21与压条25连接,导套23固定在龙门架21顶部,导杆22穿插在导套23上,导杆22垂直向下穿过龙门架21与压条25连接。由下压气缸24驱动
压条25将索钩4压在固在料杆1上,避免切割时索钩4上下跑偏,导杆22、导套23用于导向。
31.参照图5
‑
图9,夹紧组件3包括安装板31以及驱动两个安装板31相对运动或者相背运动的驱动结构,两个安装板31上分别固定有若干夹手311,两个安装板31上的夹手311交错设置,两个安装板31相对运动时,能够将索钩4向中间的位置夹,实现定位,并且夹住两侧,避免左右跑偏。
32.驱动结构可以为两个独立的气缸,分别驱动一个安装板31运动,但是考虑到气缸的同步性问题,可能会导致定位不准确,所以,本实施例中驱动结构优选采用一个独立的驱动气缸32,两个安装板31同侧的一端均开设有一个斜向槽312,两个安装板31上的斜向槽312的斜向相反,同时两个斜向槽312具有交叉点,在交叉点上穿插有固定杆313,固定杆313两端有螺母将其固定,安装板31旁侧设有导向柱8,导向柱8上开设有垂直设置的导向槽,固定杆313一头卡在导向槽内,驱动气缸32与一个安装板31传动连接,驱动该安装板31时,通过斜向槽312和固定杆313的配合,可以带动另外一个安装板31运动。这种驱动方式可保证两个安装板31运动的距离相等,可以保证将索钩4向中间的位置夹,该中间位置对应的为切割片5的位置。
33.每个安装板31的背后均固定有一个导轨314,并且每个安装板31均对应设置有一个固定架315,固定架315上有滑块,导轨314与滑块构成导向配合。
34.参照图4,龙门架21两侧的支撑脚211上均焊接有一个卡箍7,料杆1穿插在两个卡箍7上并通过焊接与卡箍7固定。
35.参照图9,夹手311上可安装一块活动板9,活动板9背后有四个弹簧安装杆91,弹簧安装杆91穿插在夹手311上,并且弹簧安装杆91尾端设有螺母,每个弹簧安装杆91上均套装有一个弹簧92,弹簧92两端抵设在活动板9和夹手311上。活动板9的意义是为了避免索钩的厚度尺寸可能会不同,若是不加活动板9这就导致在夹持过程中,尺寸厚的被夹紧、定位,尺寸薄的无法夹紧、定位了,这里加上活动板9后,就可以保证一定范围内的厚度都可以被夹紧、定位。
36.以上所述仅为本发明的实施例而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1