补偿超快激光光路回转误差的方法及其装置和机床与流程
1.本发明涉及一种调整激光光路的方法,尤其涉及一种对激光偏离预设方向进行补偿的方法,以及采用此方法的装置和机床。
背景技术:
2.超快激光器是高精密仪器,发生器通过硬光路或连接激光头的光纤传输至场镜(或激光聚焦镜)。硬光路需要精密调节且通常不可频繁移动,光纤也只能在较小范围的空间内轻缓运动,并容易因牵拉扭折受损,因而难以满足多轴(如:三轴、四轴、五轴和六轴等)精密加工对效率和精度的需求。
3.为了提高超快激光的机加工效率,一种摇摆头结构被应用到多轴机加工中,适用于xa+yzb的多轴激光加工。这对于通常脉冲激光器是可行的,但超快激光器受技术条件制约,其光纤不具有足够的可运动特性(其可允许弯折半径过大,光纤最大总长过短),无法安装于摆头上,这使得在五轴加工中心上集成超快激光器进行加工难以实现,为了解决这一问题,提出了一些光束穿过转台中心后借由置于转台中心反射镜射出的飞行光路方案(如:cn202020298469.9和cn202020298514.0),在该系列方案中光束经过调整后与转台转轴同轴,因此无论转台上的光路部分如何随转台旋转,光束始终都以相同方向射向转台中心反射镜上同一点并借此实现从转台上射出的光束于转台回转中心轴线的夹角始终不变。但当未能正确调整,或由于应力、振动、弹性形变和温度等因素导致光束不再与转台中心保持同轴时,转台的旋转会导致激光经转台中心反射镜反射出的光束随着旋转发生发生角度偏转和位置偏移,进而导致最终光斑空间位置的变化并导致精度不良,无法满足精密加工的需求。
4.现实生产中,前述应力、振动和弹性形变等因素无法避免,因而现有方案虽然解决了超快激光器应用于五轴加工中心上,但是仍不可避免地需要经常性地重调光路,花费大量的时间,不利于成本控制。
技术实现要素:
5.本发明的一个目的在于提供一种方法,以消除超快激光光路回转误差,以满足精密加工的需要。
6.本发明的另一个目的在于提供一种方法,以消除超快激光光路回转误差导致转台在不同角度下时,射入振镜的激光光路与转台回转轴心线的距离和角度无法保持的问题,以满足精密加工的需要。
7.本发明的再一个目的在于提供一种方法,自动调节激光的光路,使得激光能与转台回转轴保持同轴,避免经常性地光路重调。
8.本发明的又一个目的在于提供一种方法,应用于多轴加工设备(如:五轴机床)上,对激光光路进行补偿,消除转台转动、应力、振动、弹性形变、温度及回转误差等因素对聚焦后激光指向和光斑位置的影响,使补偿后的入射振镜的激光光路与转台回转轴心线的相对
位置得以保持,利于对各种规格零件/工件(如:长轴类工件)实施激光精密加工。
9.本发明的第五目的在于提供一种以激光实施机加工的装置,对激光光路进行补偿,使补偿后的入射振镜的激光光路与转台回转轴心线的相对位置得以保持,利于以转台回转方式实施机加工,既提高加工精度,有效控制加工成本。
10.通常理解的激光,系原子因受激而辐射的光,原子中的电子吸收能量后从低能级跃迁到高能级,再从高能级回落到低能级的时候,所释放的能量以光子的形式放出。激光的形态可分为连续激光和脉冲激光。依据激光的脉冲宽度特性分为热激光和冷激光。
11.激光发射器如:但不限于纳秒、飞秒或皮秒激光器,产生的激光如:红外、红外、蓝光、绿光、紫光或极紫光。
12.超快激光是指输出激光的脉冲宽度数十纳秒以下,即皮秒级别或小于皮秒级别的脉冲激光。超快激光器涉及的核心部件包括振荡器、展宽器、放大器和压缩器等。
13.在机加工中,所称的工件通常是用于制造零件或部件的材料或半成品,是机械加工过程中的加工对象。即对工件实施机加工后,得到符合加工或设计要求的产品。
14.精密加工,指加工精度和表面质量达到极高程度的加工技术。比如:刀具加工中,尺寸、直线度、轮廓度、表面粗糙度、刃尖圆弧半径、加工精度均高于达到微米级。
15.轴类工件,即具有长度是直径至少3倍。
16.机加工设备(或机加工中心),系具有多个运动轴的加工设备。即在右手直角坐标系中,沿直线方向移动的x、y和z轴,以及分别绕x、y和z轴的回转的a轴、b轴和c轴。
17.机加工设备,如:数控机床,通常加载了各项控制软件,以代码形式接收和发出各项指令对工件实施自动化加工。
18.超快激光器射出的激光先射入一段腔道,再自腔道射出后,再进入激光投射中继部件,激光投射中继部件改变激光的光路后再射出激光,最后由出光部件接收后射出,用于对工件实施加工。激光在腔道内传播,在腔道的出口端沿着直线传播,自出光部件射出的激光聚焦于该回转轴范围内,即激光束聚焦光斑落在以回转轴为中心半径100mm的圆柱形空间内。
19.为了满足精密加工的要求,激光光路与一条回转轴(如:转台的回转轴)的交角要求保持在0
°
~5
°
,最佳的为0
°
~2
°
,如:0
°
(即平行或共轴)、1
°
和2
°
。由于应力、振动、弹性形变、温度及回转误差等因素,转台转动时激光光路与转台轴线不再同轴,由此产生回转误差。
20.入射振镜的激光光路与转台回转轴心线具有设定距离和设定夹角,由于应力、振动、弹性形变、温度及回转误差等因素致使入射振镜的激光光路与转台回转轴心线的实际距离和实际夹角偏离设定距离和设定夹角,当转台回转时将影响激光精度。因此,需要对入射振镜的激光光路进行补偿。经补偿后入射振镜的激光光路与转台回转轴心线具有第二距离和第二夹角,当第二距离和设定距离相比,差值相比≤1μm,以及第二夹角和设定夹角相比,差值≤0.05mrad,则认为(补偿后)入射振镜的激光光路与转台回转轴心线的相对位置得以保持。
21.激光投射中继部件至少对激光进行1次反射以改变激光光束方向。
22.出光部件至少包括场镜及振镜、聚焦镜、扩束镜和反射镜之一,其可通过市售获得,或者取自现有激光器中。
23.本发明的方法实施时,回转轴为a轴、b轴或c轴,使出光部件射出的激光绕(转台)回转轴方向分布,实现激光光路以回转运动及定位至指定角度实施机加工。
24.本发明的方法实施时,转台及设置于转台上的激光投射中继部件、传感器和出光部件沿直线轴同步移动,以使绕所述的回转轴方向分布的激光根据指令沿直线轴同步移动并实施工件的机加工。
25.传感器用于感知激光的入射信息,即包括激光碰触传感元件时,激光的入射角信息,以及激光在传感元件上的位置信息。通常,以传感元件上的激光光斑所处二维坐标系的信息作为位置信息。激光光束在传感器上具有设定位置信息,由于应力、振动、弹性形变、温度及回转误差等因素致使激光光速在传感器上的实际位置与设定位置相比发生偏差。当传感器感知入射的激光后,就能取得位置信息,知悉实际位置,并为与设定位置是否发生偏差,以及补偿与否提供依据。在传感器中,通常至少具有一个传感元件,但为了获得更多的激光入射信息,则采用两个或更多的传感元件是更优的选择。
26.设定位置信息应当理解为是经调试而设定的,能够满足精密加工要求的信息。比如:激光光束的聚焦光斑与转台回转轴线的距离始终得以保持,即转台转动任意角度,聚焦光斑至转台回转轴线的距离偏差≤1μm。当(补偿后)激光光束入射振镜而取得聚焦光斑至转台回转轴线的距离偏差≤1μm时,则认为激光光路的回转误差被消除。
27.本发明的方法,在转台转动时,传感器接收从转台中出射的激光信息,并感知激光的入射信息,并将实时入射信息传送至控制器,控制器将此实时入射信息与设定位置信息进行比较,得到偏移值,当偏移值超出设定阈值时,则驱动反射机构,实时调整激光光路进行补偿,使补偿后入射振镜的激光光路与转台回转轴心线的相对位置得以保持。
28.为了实施本发明的方法,优先选择激光发射器射出的激光从腔道一端入射至另一端出射均沿直线方向传播,不发生偏转。可采用具有直通空间的腔道,如:但不限于直管状、圆锥状和圆台状孔体或腔体等。
29.传感器通常设置于激光从转台中出射的一端,随转台一同绕转台回转轴线转动,接收激光信息,尤其是设置于激光从转台中出射的一端的反射镜之后,接收由反射镜折射的激光信息。
30.反射机构用于接收来自超快激光器射出的激光,以及控制器的指令,调整反射镜对激光光路进行补偿。
31.一种补偿超快激光光路回转误差的方法,在转台转动时,激光从转台出射的一端设置传感器,接收激光信息,并将实时入射信息传送至控制器,控制器将此实时入射信息与设定位置信息进行比较,得到偏移值,当偏移值超出设定阈值时,则驱动反射机构;
32.反射机构接收来自超快激光器射出的激光,并在获得控制器的指令后,对激光光路进行补偿,使补偿后入射振镜的激光光路与转台回转轴心线的相对位置得以保持。
33.另一种补偿超快激光光路回转误差的方法,在转台转动时,激光从转台出射的一端设置传感器,接收激光信息,并将实时入射信息传送至控制器,控制器将此实时入射信息与设定位置信息进行比较,得到偏移值,当偏移值超出设定阈值时,则驱动反射机构;
34.反射机构接收来自从转台出射的激光,并在获得控制器的指令后,调整反射镜角度对转台回转造成的激光光路(出现的偏差)进行补偿。
35.本发明的方法应用于具有多个运动轴的加工设备(如:三轴机床、四轴机床和五轴
机床等),消除转台转动、应力、振动、弹性形变、温度及回转误差等因素对聚焦后激光指向和光斑位置的影响,以使在转台转动任意角度时,聚焦后的激光光斑距离转台面上回转轴中心处的空间距离得以保持。
36.为实施上述方法,利于将本发明的方法应用于机加工设备,本发明还提供一种装置,包括:
37.中空转台,其包括腔道,其腔道用于容纳激光的传播;
38.超快激光器,其射出的激光经腔道通过中空转台;
39.激光投射中继部件,设置于转台上并随转台一同绕转台回转轴线转动,接收来自腔道出射端的激光,使激光的光路方向发生改变后,再射出激光;
40.出光部件,设置于转台上并随转台一同绕转台回转轴线转动,接收由激光投射中继部件射出的激光,并聚焦于回转轴范围内;
41.传感器,设置于转台上并随转台一同绕转台回转轴线转动,其接收来自腔道出射端的激光,获得激光的实时入射信息;
42.控制器,其接收传感器发出的实时入射信息,并与预设位置信息进行比较,得到位置偏移值;
43.反射机构,其接收来自超快激光器射出的激光,并在获得控制器的指令后,对反射后的激光光路进行补偿,并使聚焦光斑至转台回转轴线的距离始终得以保持,即转台任意角度下该距离的偏差≤1μm。
44.本发明的装置,反射机构至少包括1件反射镜。但为了取得更优的激光光路补偿方案,则需要2件反射镜。进一步,各个反射镜被配置于单独的镜架上,以使各件反射镜均至少具有2个可调节的自由度,即通过至少2件反射镜提供4个以上自由度,以实施激光补偿方案。
45.一种反射机构的具体实施方式,包括第一反射镜和第二反射镜,第一反射镜受到激光后,将激光反射至第二反射镜,第二反射镜受到激光后,将激光朝向腔道反射。
46.另一种反射机构的具体实施方式,包括第一反射镜和第二反射镜,第一反射镜受到从腔道出射的激光后,将激光反射至第二反射镜,第二反射镜受到激光后,将反射的激光作为振镜的入射激光。
47.另一种反射机构的具体实施方式,包括第一反射镜和第二反射镜,第一反射镜的入射角(angle of incidence,aoi)为22.5
°
,第二反射镜的aoi为22.5
°
。
48.为了便于反射的激光作为振镜的入射激光,其间还可设置若干反射镜,调整经第二反射镜反射的激光光路。
49.本发明的装置,激光投射中继部件至少包括1件反射镜,系双面抛光镜片。其可用于接受从第二反射镜反射的激光,或者直接接受来自腔道出射端的激光,使激光的光路方向发生改变后,作为振镜的入射激光。
50.在反射镜之后设置传感器,利用反射镜折射(透过)光束来观察检测激光光斑,获取激光的实时入射信息。
51.一种激光投射中继部件的具体实施方式,包括第三反射镜和第四反射镜,系双面抛光镜片,第三反射镜受到激光后,反射至第四反射镜,第四反射镜受到激光后,将激光朝向振镜反射。
52.另一种激光投射中继部件的具体实施方式,包括第三反射镜,第三反射镜的aoi为45
°
,系双面抛光镜片。第三反射镜受到激光后,将激光朝向振镜反射。
53.本发明提供的装置,转台如:但不限于内转子转台、外转子转台、机械传动转台和直驱转台等,其内中空,以设置腔道。设置于转台内的腔道,其具有自成外壁,或者利用转子内中空构造的内壁作为腔道的外壁,则此时腔道即为转台内的中空构造,以此减少装置所占的空间。
54.本发明提供的装置,激光投射中继部件、出光部件与中空转台同步转动。具体的,出光部件与激光投射中继部件相连,受中空转台驱动,绕回转轴转动。
55.本发明提供的各种装置安装于机加工设备上,比如:以三个直线运动轴、一个用于固定工件的回转运动轴和一个激光束回转轴相组合形成空间五轴激光机加工方案,就能实现以多轴方式对工件进行机加工,制造复杂和多样构造的产品。比如:机床具有至少三个直线轴,其中一个直线轴上安装本发明的装置(比如:设置在x轴和z轴确定的平面上,并沿z轴直线移动),另一个直线轴上安装转动定位机构,驱动被加工工件回转的定位(比如:将工件设置于x轴和y轴确定的平面上),消除应力、振动、弹性形变、温升及回转误差等因素对聚焦后激光指向和光斑位置的影响,以使在转台任意角度时,聚焦后的激光光斑距离转台面上回转轴中心处的空间距离不变,提高激光加工的精密度,利于对各种规格零件实施激光加工。
56.另一种机加工设备,将本发明装置的转台安装于直线轴上,装置沿直线移动,则使得出光部件射出的激光的聚焦光斑呈线性移动,当出光部件绕回转轴转动,则使得激光光斑分布于回转面上,适应各种工件加工。
57.本发明技术方案实现的有益效果:
58.本发明提供的方法,通过传感器实时感知激光光斑位置及指向信息,并经控制器对反射机构进行调节,补偿激光光路产生的偏移,消除转台转动、应力、振动、弹性形变、温升及回转误差等因素对聚焦后激光指向和光斑位置的影响,以使在转台任意角度时,聚焦后的激光光斑距离转台面上回转轴中心处的空间距离不变,提高了激光加工精度。
59.本发明提供的方法,使包含镜面旋转的飞行光路系统实用化,扩展了超快激光器的应用集成范围,同时大大降低了保持激光光路与转台回转轴线相对位置的调节要求。
60.本发明提供的方法,将超快激光器的激光头竖直安装,并朝向下方,利于超快激光器集成于机加工设备上,实施激光的精密加工。
61.本发明提供的装置,将传感器感光面朝向激光光束的来射方向,并设置于第三反射镜或第四反射镜后方,利用反射镜折射的透过光来观察检测激光光斑,而不是向光路添加分束镜(将一束光分成强弱两束,强的用于加工,弱的用于观测),从而减少了系统冗余和复杂性,利于超快激光器集成于机加工设备上,实施激光的精密加工。
附图说明
62.图1为现有用于激光实施机加工的装置一实施例的示意图;
63.图2为现有用于激光实施机加工的装置激光光路一实施例的示意图;
64.图3为现有用于激光实施机加工的装置激光光路另一实施例的示意图;
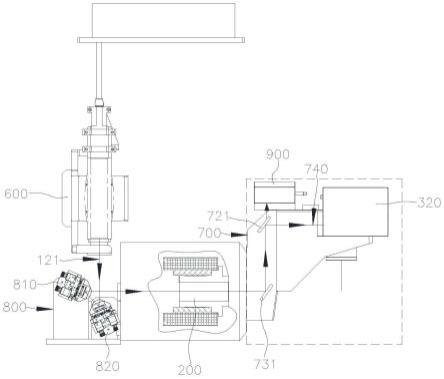
65.图4为用于实施本发明方法的装置一实施例的示意图;
66.图5为用于实施本发明方法的装置另一实施例的示意图;
67.图6为用于实施本发明方法的装置另一实施例的示意图。
具体实施方式
68.以下结合附图详细描述本发明的技术方案。本发明实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围中。
69.本实施例提供的激光实施机加工的方法,激光发射器射出的激光先射入一段腔道,再自腔道射出后,再进入激光投射中继部件,激光投射中继部件改变激光的传播路径后再射出激光,最后由出光部件接收后射出,用于对工件实施加工。激光在腔道内传播,或沿直线传播,或沿折线传播。激光在腔道的出口端沿着直线传播,在右手直角坐标系中,回转轴为a轴、b轴或c轴,使出光部件射出的激光绕回转轴方向分布,激光聚焦于该回转轴范围内,即以与回转轴为中心半径100mm的回转(圆)面内,尤其是聚焦于回转轴线上。实现激光以回转的方式实施机加工。本实施例中,腔道设置于y轴上,回转轴为b轴,出光部件绕b轴转动。
70.图1为现有实施激光机加工的装置一实施例的示意图。如图l所示,设备包括激光发射器100,腔道200、激光投射中继部件700、出光部件300和转台400。
71.激光发射器100设置于腔道200的一端,自激光发射器100射出的激光110进入腔道200。本实施例中,腔道200呈直管状,自激光发射器100射出的激光110从腔道200入射后沿直线方向传播,不发生偏转,与转台400的回转轴共轴或平行,至另一端出射。受激光投射中继部件700的作用,自腔道200出射的激光发生变向后,被出光部件300接收,射出的激光320聚焦于回转轴410范围内用于对工件实施加工。本实施例中,激光投射中继部件700包括第一反射机构710和第二反射机构720,第一反射机构710接收射入激光投射中继部件的激光,并将激光朝向第二反射机构720的方向反射,第二反射机构720接收到反射自第一反射机构710的激光730后,将激光730再次反射,并将激光射出投射中继部件。
72.激光投射中继部件700受转台400驱动,绕回转轴410转动,并接收来自腔道出射端的激光,使激光的光路方向发生改变后,再射出激光。出光部件300绕回转轴旋转410,射出实施机加工的激光束310。
73.在右手直角坐标系中,转台400绕y轴回转,回转所绕的轴为b轴(未示出)。腔道200具有一条轴线(与图中激光110共线,未示出),该轴线与b轴共轴。出光部件300绕b轴回转,使得射出的激光绕b轴方向分布,实现激光以回转的方式实施机加工。腔道200设置于转台400内,即为转台400内一段位于直管型中空腔体,腔体的轴线与b轴共轴,还与转台的转动对称轴共轴。
74.随着中空转台400旋转,设置于其内的腔道200并不发生位移,而使得从腔道200穿行的激光110始终沿直线方向传播,不发生偏转,并始终为出光部件300所接收。随着出光部件300绕b轴不断回转,而形成绕b轴回转方向分布激光,无需对光纤实施牵拉,缩短了激光焦点离开b轴的回转轴线的距离,提高了定位误差的精度,实现了工件的高精度机加工。
75.此种装置装备多轴系的机加工设备后,当入射腔道的激光光路110与转台的回转
轴410的交角保持在0
°
~5
°
,那么随着转台转动,中继部件和出光部件也绕回转轴410回转,用于机加工的激光740从出光部件300出射,一同绕转台回转轴线410转动。在现实生产中,由于不可避免发生应力、振动和弹性形变等因素致使出光部件发出的激光740发生偏移,影响激光加工精度。图2为现有用于激光实施机加工的装置激光光路一实施例的示意图,示意性地表明随着转台转动,中继部件和出光部件在同一转动角度的位置处,出光部件300发出的激光发生偏移。图3为现有用于激光实施机加工的装置激光光路另一实施例的示意图,其示意性地表明,当中继部件和出光部件转动角度180
°
,入射腔道的激光光路110与转台的回转轴410的交角仍保持在0
°
~5
°
,出光部件300发出的激光无法落于同一位置处。因而仍需要经常性地重调光路,对入射振镜的激光光路与转台回转轴心线的实际距离和实际夹角偏离设定距离和设定夹角的情况进行调整,花费大量的时间,不利于成本控制。
76.为此,本实施例提供一种补偿超快激光光路回转误差的方法,即转台转动时,,传感器随转台一同绕转台回转轴线转动,激光从转台出射的一端设置传感器,接收激光信息,并将实时入射信息传送至控制器,控制器将此实时入射信息与设定位置信息进行比较,得到偏移值,当偏移值超出设定阈值时,则驱动反射机构。
77.反射机构接收来自超快激光器射出的激光,并在获得控制器的指令后,对激光光路进行补偿,使得补偿后入射振镜的激光光路与转台回转轴心线的相对位置得以保持。
78.图4为用于实施本发明方法的装置一实施例的示意图。如图4所示,利用转子内中空构造的内壁作为腔道的外壁,腔道200即为转台内的中空构造腔体。将超快激光器120安置于支架600,射出激光121由反射机构800反射后变向,再射入腔道200内,在腔道200的出口端,激光121沿直线传播。激光受激光投射中继部件700作用而变向后由出光部件的振镜320接收。出光部件绕回转轴旋转,聚焦于回转轴范围内。
79.激光投射中继部件至少包括1件反射镜系双面抛光镜片。本实施例中,激光投射中继部件设置第三反射镜721和第四反射镜731。具体的,第三反射镜721受到激光后,将激光反射至第四反射镜731,第四反射镜731受到激光后,将激光朝向振镜反射。优先选择的,第三反射镜与第四反射镜的aoi均为22.5
°
。
80.传感器900位于第三反射镜721之后,利用从反射镜透过的光来检测来自腔道出射端的激光光斑,获得激光的实时位置信息。控制器(未示出)接收传感器900发出的实时位置信息,并与预设位置信息进行比较,得到位置偏移值。当位置偏移值超出阈值时,则表明发生了激光光路与转台回转轴的相对位置无法保持的情形,则向反射机构发出指令。本实施例中,采用两个的传感元件,分别获得激光的入射角信息,以及激光在传感元件上的位置信息,以获得更多的激光入射信息。
81.反射机构800获得控制器的指令后,对受到的来自超快激光器的激光进行调节,调节发射激光的光路,使入射振镜的激光光路740与转台回转轴心线的相对位置得以保持,实时补偿激光光路的变化。本实施例中,反射机构800包括第一反射镜810和第二反射镜820,各个反射镜均被配置于单独的镜架上,以使各个反射镜均至少具有2个可调节的自由度,即通过至少2件反射镜提供4个以上自由度,以实施激光补偿方案。具体的,第一反射镜810受到激光后,将激光反射至第二反射镜820,第二反射镜受到激光后,将激光朝向腔道反射,使得入射振镜的激光光路740与转台回转轴的相对位置得以保持。优先选择的,第一反射镜810与第二反射镜820的aoi均为22.5
°
。
82.图5为用于实施本发明方法的装置一实施例的示意图。如图5所示,传感器900位于第三反射镜721之后,接收激光信息,并将实时位置信息传送至控制器,控制器将此实时位置信息与预设位置信息进行比较,得到位置偏移值,当偏移值超出设定阈值时,则驱动第一反射镜810和第二反射镜820。第一反射镜810和第二反射镜820设置于腔道出口处,并在获得控制器的指令后,对受到的来自超快激光器的从腔道出射的激光进行调节,调节发射激光的光路,对受到的激光光路进行补偿,达到入射振镜的激光光路740与转台回转轴的相对位置得以保持,实时补偿激光光路的变化。
83.图6为用于实施本发明方法的装置一实施例的示意图。如图6所示,传感器900位于第三反射镜721之后,接收激光信息,并将实时位置信息传送至控制器,控制器将此实时位置信息与预设位置信息进行比较,得到位置偏移值,当偏移值超出设定阈值时,则驱动第一反射镜810和第二反射镜820。第二反射镜820接受自腔道出射后又经第三反射镜721反射的激光,调节来自超快激光器的激光的光路,对受到的激光光路进行补偿,达到入射振镜的激光光路与转台回转轴的相对位置得以保持,实时补偿激光光路的变化。
84.上述各项实施例提供的装置安装于机加工设备上,比如:以三个直线运动轴、一个用于固定工件的回转运动轴和一个激光束回转轴相组合形成空间五轴激光机加工方案,就能实现以多轴方式对工件进行机加工,制造复杂和多样构造的产品。比如:机床具有至少三个直线轴,其中一个直线轴上安装本发明的装置(比如:设置在x轴和z轴确定的平面上,并沿z轴直线移动),另一个直线轴上安装转动定位机构,驱动被加工工件回转的定位(比如:将工件设置于x轴和y轴确定的平面上),消除应力、振动、弹性形变或温度等因素导致光束与转台回转轴相对位置无法保持的情形,提高激光加工的精密度,利于对各种规格零件实施激光加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1