端盖加工的数控立车夹具及其工艺的制作方法
1.本发明属于液压泵的端盖的加工夹具领域。
背景技术:
2.如图8至图10所示,是液压泵的的端盖的毛坯件的结构,包括位于d2圆上且关于d2圆圆心对称分布的h1槽和h2槽。端盖的毛坯件通过压铸成型,尺寸精度差,需要用数控立车(或者叫数控立加)对毛坯件进行再次加工。现有端盖的加工工艺中,对h1槽和h2槽进行加工时,通常先以毛坯件的d1孔作为基准,加工毛坯件的φd外圆和a面,再以φd外圆和a面作为加工基准,对h1槽和h2槽进行加工。
3.由于h1槽和h2槽在设计上留有的加工余量本身较小,而毛坯件压铸的形变量较大,导致d1孔和d2圆的同轴度较差,现有端盖加工工艺下,对h1槽和h2槽进行加工时,先以d1孔作为基准加工φd外圆和a面,再以φd外圆和a面加工d2圆为分度圆的h1槽和h2槽,更是增加d1孔和d2圆的同轴度误差,可能导致h1槽和h2槽上实际上没有加工余量,从而不能加工出设计尺寸所需的h1槽和h2槽,或者加工出的h1槽和h2槽位置精度差,导致端盖不合格。
4.因此,需要一种夹具及工艺以提高端盖的加工的合格率。
技术实现要素:
5.本发明的目的在于,提供一种端盖加工的数控立车夹具及其工艺。本发明具有能提高端盖加工合格率、装夹速度快和适用范围广的优点。
6.本发明的技术方案:端盖加工的数控立车夹具,包括花盘,花盘的顶面上设有多个顶面高度相同的定位块,花盘的顶面设有压紧装置,花盘的上方设有定位校正机构。
7.前述的端盖加工的数控立车夹具中,所述定位块为四个,围绕花盘轴线分布,定位块通过第一螺钉连接花盘。
8.前述的端盖加工的数控立车夹具中,所述压紧装置有两个,分别位于花盘轴线的两侧,压紧装置包括压板,压板上设有长孔,长孔内设有双头螺柱,双头螺柱的一端与花盘连接,双头螺柱的另一端设有第一螺母。
9.前述的端盖加工的数控立车夹具中,所述双头螺柱的两侧分别设有第一调节支撑和第二调节支撑,第一调节支撑和第二调节支撑均与花盘螺纹连接,第一调节支撑和第二调节支撑与花盘连接的螺纹端均设有第二螺母,压板上设有与第一调节支撑上端配合的第一长槽。
10.前述的端盖加工的数控立车夹具中,所述压板和花盘之间设有套在双头螺柱上的弹簧。
11.前述的端盖加工的数控立车夹具中,所述定位校正机构包括两个均与花盘固定的第一导套,第一导套的上端设有光孔,第一导套的下端设有与光孔连接的螺纹孔,光孔内设有导柱,导柱的下端与螺纹孔螺接,导柱的上端向上延伸;所述定位校正机构还包括定位基
板,定位基板的两端均通过第二导套分别连接两根导柱,定位基板的上侧设有与导柱固定的冒头,定位基板的中部设有定位件,定位件的底面上设有四个锥齿块,锥齿块的内侧面为锥面。
12.前述的端盖加工的数控立车夹具中,所述定位基板与第一导套之间设有穿过导柱的防脱件。
13.前述的端盖加工的数控立车夹具中,所述定位件通过第三导套连接连接定位基板,第三导套的上端设有向外侧延伸的第一凸台,第一凸台嵌入到定位基板的顶面,第一凸台上设有与定位基板连接的圆柱销;
14.所述定位件的外周面上设有第二长槽,第二长槽内设有与第三导套连接的第二螺钉,定位件的上端设有螺纹连接的调节杆,调节杆上设有第二凸台,第二凸台位于第三导套的上侧,第二凸台的上侧设有与定位基板固定的挡板,调节杆的上端穿过挡板。
15.前述的端盖加工的工艺,包括以下步骤,
16.a、将数控立车夹具固定在数控立车的工作台面上,
17.b、通过数控立车夹具确定毛坯件的φd外圆的位置,并使毛坯件的a面朝上、处于水平,
18.c、对毛坯件的φd外圆和a面进行加工,得c品,
19.d、将数控立车夹具从数控立车上取下,将以c品从数控立车夹具上取下,以c品的φd外圆和a面作为基准加工对h1槽和h2槽进行加工。
20.前述的端盖加工的工艺,所述步骤b中,所述确定毛坯件的φd外圆的位置,指的是先通过定位件上的锥齿块对h1槽和h2槽进行定位,再利用压板夹紧毛坯件,从而使毛坯件的φd外圆位置确定。
21.与现有技术相比,本发明使得数控立车在加工时以d2圆为基准确定φd外圆的位置,对φd外圆和a面进行加工,再以加工后的φd外圆和a面作为基准再次加工d2圆上的h1槽和h2槽,避免了d1孔和d2圆的同轴度误差对于h1槽和h2槽的加工影响,减少了定位误差,使h1槽和h2槽上具有充足的加工余量,能够加工出设计尺寸所需的h1槽和h2槽,且加工出的h1槽和h2槽位置精度高,提高了端盖加工的合格率。本发明通过结构上的优化,缩短了毛坯件的装夹速度,提高了加工效率。本发明适合对各种大小的端盖的加工,适用范围较广。因此,本发明具有能提高端盖加工合格率、装夹速度快和适用范围广的优点。
附图说明
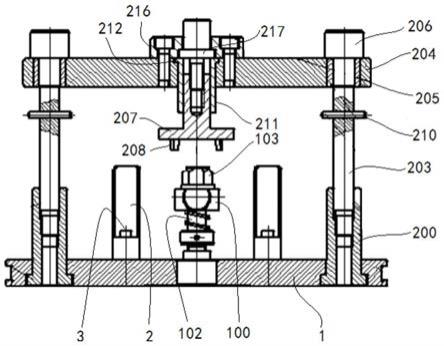
22.图1是本发明的正视图。
23.图2是本发明的俯视图。
24.图3是压紧装置的左视图。
25.图4是第一导套的结构示意图。
26.图5是定位校正机构上部的结构示意图。
27.图6是图5在a
‑
a处的示意图。
28.图7是定位件的仰视图。
29.图8是毛坯件的正视图。
30.图9是毛坯件的左视图。
31.图10是毛坯件的俯视图。
32.附图中的标记为:1
‑
花盘,2
‑
定位块,3
‑
第一螺钉;100
‑
压板,101
‑
长孔,102
‑
双头螺柱,103
‑
第一螺母,104
‑
第一调节支撑,105
‑
第二调节支撑,106
‑
第二螺母,107
‑
第一长槽;200
‑
第一导套,201
‑
光孔,202
‑
螺纹孔,203
‑
导柱,204
‑
定位基板,205
‑
第二导套,206
‑
冒头,207
‑
定位件,208
‑
锥齿块,209
‑
锥面,210
‑
防脱件,211
‑
第三导套,212
‑
第一凸台,213
‑
圆柱销,214
‑
第二螺钉,215
‑
调节杆,216
‑
挡板,217
‑
第二凸台,218
‑
第二长槽。
具体实施方式
33.下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
34.实施例。端盖加工的数控立车夹具,如图1和图2所示,包括花盘1,花盘1的顶面上设有多个顶面高度相同的定位块2,花盘1的顶面设有压紧装置,花盘1的上方设有定位校正机构。
35.所述定位块2为四个,围绕花盘1轴线分布,定位块2通过第一螺钉3连接花盘1。
36.所述压紧装置有两个,分别位于花盘1轴线的两侧。
37.如图3所示,压紧装置包括压板100,压板100上设有长孔101,长孔101内设有双头螺柱102,双头螺柱102的一端与花盘1连接,双头螺柱102的另一端设有第一螺母103。
38.所述双头螺柱102的两侧分别设有第一调节支撑104和第二调节支撑105,第一调节支撑104和第二调节支撑105均与花盘1螺纹连接,第一调节支撑104和第二调节支撑105与花盘1连接的螺纹端均设有第二螺母106,压板100上设有与第一调节支撑104上端配合的第一长槽107。第一调节支撑104和第二调节支撑105均与花盘1螺纹连接是为了改变压板100的高度,从而适应压住不同厚度规格的毛坯件,提高本发明的适用范围。
39.所述压板100和花盘1之间设有套在双头螺柱102上的弹簧108。弹簧108用于防止自由状态下压板100滑落,节约毛坯件在夹具上的调整时间,提高装夹速度,提高加工效率。
40.所述定位校正机构包括两个均与花盘1固定的第一导套200。如图4、图5和图6所示,第一导套200的上端设有光孔201,第一导套200的下端设有与光孔201连接的螺纹孔202,光孔201内设有导柱203,导柱203的下端与螺纹孔202螺接,导柱203的上端向上延伸;所述定位校正机构还包括定位基板204,定位基板204的两端均通过第二导套205分别连接两根导柱203,定位基板204的上侧设有与导柱203固定的冒头206,定位基板204的中部设有定位件207,定位件207的底面上设有四个锥齿块208,锥齿块208的内侧面为锥面209。
41.所述定位基板204与第一导套200之间设有穿过导柱203的防脱件210,所述防脱件210可采用销轴。防脱件210使定位校正机构除第一导套200以外的零件连接成整体结构,即定位校正机构上部连接成整体结构,便于定位校正机构上部在夹具上的拆装,提高装夹速度,提高加工效率。
42.所述定位件207通过第三导套211连接连接定位基板204,第三导套211的上端设有向外侧延伸的第一凸台212,第一凸台212嵌入到定位基板204的顶面,第一凸台212上设有与定位基板204连接的圆柱销213;所示第一凸台212的一侧内凹形成容纳圆柱销213的凹口。圆柱销213防止第三导套211径向旋转。
43.所述定位件207的外周面上设有第二长槽218,第二长槽218内设有与第三导套211
连接的第二螺钉214,定位件207的上端设有螺纹连接的调节杆215,调节杆215上设有第二凸台217,第二凸台217位于第三导套211的上侧,第二凸台217的上侧设有与定位基板204固定的挡板216,调节杆215的上端穿过挡板216。
44.端盖加工的的工艺:包括以下步骤,
45.a、将数控立车夹具固定在数控立车的工作台面上,
46.b、通过数控立车夹具确定毛坯件的φd外圆的位置,并使毛坯件的a面朝上、处于水平,
47.c、对毛坯件的φd外圆和a面进行加工,得c品,
48.d、将数控立车夹具从数控立车上取下,将以c品从数控立车夹具上取下,以c品的φd外圆和a面作为基准加工对h1槽和h2槽进行加工。
49.步骤b更加具体的操作如下:
50.b1、旋转冒头206,冒头206带动导柱203旋转,导柱203与第一导套200解除连接,移除定位校正机构上部,
51.b2、以毛坯件的b面(即a面的背面)作为基准面,将毛坯件放置在定位块2上,四个定位块2与b品接触,支撑起毛坯件,从而毛坯件的a面朝上、处于水平。
52.b3、回装定位校正机构上部。
53.b4、旋转调节杆215,在第二螺钉214和第二长槽的导向作用下,调节杆215带动定位件207下降,直至直至定位件207压紧毛坯件,此时,有两个锥齿块208上的锥面209与h1槽的内侧弧面(即图8中r1所示面)接触,另外两个锥齿块208上的锥面209与h2槽的内侧弧面(即图8中r2所示面)接触,毛坯件的φd外圆的位置得以确定。锥面209可消除或减少毛坯件尺寸差异对中心校正的影响。
54.b5、将旋转第一调节支撑104,使压板100的底面高度与毛坯件的被压部位等高,将压板100一端向毛坯件移动,锁紧第一调节支撑104上的第二螺母106,旋转第一螺母103,使压板100压住毛坯件,旋转第二调节支撑105,是第二调节支撑105也支撑毛坯件,防止压板100压力过大而毛坯件另一侧缺乏支撑力导致的毛坯件变形,提高产品最终的良率。毛坯件在数控立车夹具上得以固定。
55.本发明具有能提高端盖加工合格率、装夹速度快和适用范围广的优点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1