TA1-Q345中间层焊接用Ni-Cu-Ag-Co焊丝及其制备方法与流程
ta1
‑
q345中间层焊接用ni
‑
cu
‑
ag
‑
co焊丝及其制备方法
技术领域
1.本发明属于金属材料焊接技术领域,具体涉及一种ta1
‑
q345中间层焊接用ni
‑
cu
‑
ag
‑
co焊丝及其制备方法。
背景技术:
2.ta1
‑
q345层状复合板通过爆炸焊接的方式制备,兼有ta1优异的耐腐蚀性能和q345高强度特点,是石油化工行业理想的选择。已有的研究结果表明,ta1和q345的主要合金元素ti和fe之间反应将生成脆性的金属间化合物(fe2ti和feti),导致两者直接熔焊连接时发生脆性断裂。目前,ta1
‑
q345层状复合板的对接焊接主要是通过搭接焊接方式,既通过增加钛盖板结构,焊接时候ta1和ta1焊接,q345和q345焊接,不进行中间层(连接ta1焊缝与q345焊缝)的焊接。这种焊接方法工艺复杂,操作困难,难以实现工程化应用。因此,开发ta1
‑
q345中间层用焊接材料,实现其直接熔焊连接,具有重要的工程实际意义。
技术实现要素:
3.本发明的目的是提供一种ta1
‑
q345中间层焊接用ni
‑
cu
‑
ag
‑
co焊丝及其制备方法,解决了ta1
‑
q345层状复合板无法直接熔焊对接的问题。
4.本发明采用如下技术方案来实现的:
5.ta1
‑
q345中间层焊接用ni
‑
cu
‑
ag
‑
co焊丝,包括药芯和包裹在药芯外侧的焊皮,其中药粉按质量百分比由以下组分组成:cu粉30~40%,ag粉30~40%,co粉20~30%。
6.本发明进一步的改进在于,cu粉的纯度≥99.99%,ag粉的纯度≥99.99%,co粉的纯度≥99.99%,3种金属粉的粒度都是200目。
7.本发明进一步的改进在于,焊皮为纯镍带,纯镍带厚度0.3mm,宽度7mm。
8.本发明进一步的改进在于,药芯焊丝的填充量控制在22~26wt%。
9.ta1
‑
q345中间层焊接用ni
‑
cu
‑
ag
‑
co焊丝的制备方法,包括如下步骤:
10.步骤1:按质量百分比分别称取cu粉30~40%,ag粉30~40%,co粉20~30%;
11.步骤2:将步骤1称取的cu粉,ag粉和co粉,置于真空加热炉内加热,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合;
12.步骤3:采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔磨具孔径为2.5mm;
13.步骤4:第一道工序拉拔完毕后,逐渐减小模具孔径,最终获得丝直径为1.2mm的药芯焊丝;
14.步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
15.本发明进一步的改进在于,步骤1中,cu粉的纯度≥99.99%,ag粉的纯度≥99.99%,co粉的纯度≥99.99%,3种金属粉的粒度都是200目。
16.本发明进一步的改进在于,步骤2中,真空加热炉中加热温度为200~280℃,保温
时间为1~3h;混粉机中混合时间为1~3h。
17.本发明进一步的改进在于,步骤3中,纯镍带厚度0.3mm,宽度7mm;药芯焊丝中药芯粉末的填充量控制在22~26wt%。
18.本发明至少具有如下有益的技术效果:
19.(1)本发明药芯焊丝直径比较小,丝径为1.2mm的药芯焊丝适用广泛,该药芯焊丝既可用于tig焊,又可用于mig焊;
20.(2)本发明药芯焊丝以cu、ag、co元素作为药芯焊丝中药粉的主要组元,对于直接熔焊连接ta1
‑
q345层状复合板,中间层材料的选择和应用至关重要。从ti
‑
co二元相图可知,高温下co与ti元素之间反应生成韧性较好的β
‑
ti固溶体,从而减少了ti元素与fe元素之间反应生成脆性金属间化合物。从ti
‑
cu
‑
ag三元相图可知,高温下这三种元素将形成塑韧性较好的共晶反应产物。药芯焊丝焊皮的主要成分为ni,ni与fe之间形成强韧性较好的固溶体,ni与ti之间反应可生成多种塑韧性相对较好的化合物,从而抑制了焊缝中fe2ti和feti脆性相的生成;
21.(3)ta1
‑
q345层状复合板开不对称双v形坡口,先用er50
‑
6焊丝在q345侧坡口焊接q345层(mig焊接),再用本发明的药芯焊丝在ta1侧坡口处焊接中间层(tig焊接)。最后用erti
‑
1焊丝焊接ta1层(tig焊接),所得焊接接头具有优良的强韧性;
22.(4)本发明药芯焊丝合金元素较少,制备工艺简单,便于进行大规模批量生产。
附图说明
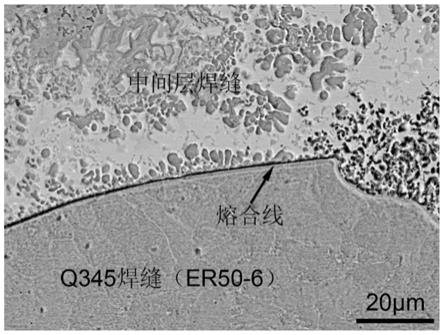
23.图1为本发明实施案例2制备的药芯焊丝,在ta1
‑
q345层状复合板焊接时,中间层焊缝与底部er50
‑
6焊缝的扫描电镜低倍组织形貌图;
24.图2为本发明实施案例2制备的药芯焊丝,在ta1
‑
q345层状复合板焊接时,中间层焊缝与ta1层的扫描电镜高倍微观组织形貌图。
具体实施方式
25.下面结合附图和具体实施方式对本发明进行详细说明。
26.本发明提供一种ta1
‑
q345中间层焊接用ni
‑
cu
‑
ag
‑
co焊丝,包括药芯和焊皮,其中药粉按质量百分比由以下组分组成:cu粉30~40%,ag粉30~40%,co粉20~30%,以上组分质量百分比之和为100%。
27.cu粉的纯度≥99.99%,ag粉的纯度≥99.99%,co粉的纯度≥99.99%,3种金属粉的粒度都是200目。
28.焊皮为纯镍带,纯镍带厚度0.3mm,宽度7mm。
29.药芯焊丝的填充量控制在22~26wt%。
30.该药芯焊丝中各组分的作用和功能如下:
31.ni元素作为药芯焊丝的主要合金元素,根据fe
‑
ni二元相图可知,fe和ni在高温下形成奥氏体组织,不生成脆性金属间化合物,从而可以起到稀释焊缝中fe2ti和feti脆性金属间化合物的作用。根据ti
‑
ni二元相图可知,ni元素和ti元素反应生成多种塑韧性较fe
‑
ti金属间化合物好的ti
‑
ni系列化合物,从而可以减少fe元素与ti元素之间反应生成脆性金属间化合物。
32.cu做为中间层焊缝的主要元素,由于cu的熔点较低,流动性好,而fe2ti和feti脆性相的熔点较高。中间层焊缝凝固过程中,fe2ti和feti脆性相优先凝固,焊缝中剩余的cu液相将会包围在这些脆性相周围,从而可以提高中间层焊缝的塑韧性;
33.ag元素作为药芯焊丝中药粉的另一个主要组元,根据ti
‑
cu
‑
ag三元相图可知,当熔池中存在cu和ag元素时,将发生共晶反应生成塑韧性较好的ti
‑
cu
‑
ag共晶组织,从而消耗掉焊缝中的ti元素,减少fe
‑
ti脆性相的生成;
34.co元素作为药芯焊丝中药粉的主要组元,由于co元素和ti元素焊接性接近,熔焊连接时可以形成连续固溶体,强韧性好;co是钢的一种强化元素,因此当中间层中加入co元素后,将有效提高中间层焊缝与底部q345焊缝的结合强度。
35.本发明还提供ta1
‑
q345中间层焊接用ni
‑
cu
‑
ag
‑
co焊丝的制备方法,具体步骤如下:
36.步骤1:按质量百分比分别称取cu粉30~40%,ag粉30~40%,co粉20~30%,以上组分质量百分比之和为100%;步骤1中,cu粉的纯度≥99.99%,ag粉的纯度≥99.99%,co粉的纯度≥99.99%,3种金属粉的粒度都是200目。
37.步骤2:将步骤1称取的cu粉,ag粉和co粉,置于真空加热炉内加热,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合;步骤2中,真空加热炉中加热温度为200~280℃,保温时间为1
‑3h;混粉机中混合时间为1
‑3h。
38.步骤3:采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.5mm;步骤3中,纯镍带厚度0.3mm,宽度7mm;药芯焊丝中药芯粉末的填充量控制在22~26wt%。
39.步骤4:第一道工序拉拔完毕后,逐渐减小模具孔径,最终获得丝直径为1.2mm的药芯焊丝;
40.步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
41.实施例1
42.步骤1:按质量百分比分别称取cu粉40%,ag粉30%,co粉30%,以上组分质量百分比之和为100%;步骤1中,cu粉的纯度≥99.99%,ag粉的纯度≥99.99%,co粉的纯度≥99.99%,3种金属粉的粒度都是200目。
43.步骤2:将步骤1称取的cu粉,ag粉和co粉,置于真空加热炉内加热,加热温度为250℃,保温时间为3h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合;混粉机中混合时间为1h。
44.步骤3:采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.5mm;步骤3中,纯镍带厚度0.3mm,宽度7mm;药芯焊丝中药芯粉末的填充量控制在22~26wt%。
45.步骤4:第一道工序拉拔完毕后,逐渐减小模具孔径,最终获得丝直径为1.2mm的药芯焊丝;
46.步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
47.用实施例1制备的ta1
‑
q345层状复合板中间层用药芯焊丝,配合erti
‑
1焊丝(ta1
层),及er50
‑
6焊丝(q345层)焊接ta1
‑
q345复合板。焊接工艺为:ta1
‑
q345层状复合板开不对称双v形坡口,先用er50
‑
6焊丝在q345侧坡口焊接q345层(mig焊接),再用本发明的药芯焊丝在ta1侧坡口处焊接中间层(tig焊接),最后用erti
‑
1焊丝焊接ta1层(tig焊接)。q345层焊接电流为150
‑
200a,中间层焊接电流为90
‑
110a,ta1层焊接电流为:100
‑
130a。
48.经测试,焊接接头力学性能为:抗拉强度351mpa,断后延伸率7%。
49.实施例2
50.步骤1:按质量百分比分别称取cu粉35%,ag粉35%,co粉30%,以上组分质量百分比之和为100%;步骤1中,cu粉的纯度≥99.99%,ag粉的纯度≥99.99%,co粉的纯度≥99.99%,3种金属粉的粒度都是200目。
51.步骤2:将步骤1称取的cu粉,ag粉和co粉,置于真空加热炉内加热,加热温度为280℃,保温时间为2h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合;混粉机中混合时间为2h。
52.步骤3:采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.5mm;步骤3中,纯镍带厚度0.3mm,宽度7mm;药芯焊丝中药芯粉末的填充量控制在22~26wt%。
53.步骤4:第一道工序拉拔完毕后,逐渐减小模具孔径,最终获得丝直径为1.2mm的药芯焊丝;
54.步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
55.用实施例2制备的ta1
‑
q345层状复合板中间层用药芯焊丝,配合erti
‑
1焊丝(ta1层),及er50
‑
6焊丝(q345层)焊接ta1
‑
q345复合板。焊接工艺为:ta1
‑
q345层状复合板开不对称双v形坡口,先用er50
‑
6焊丝在q345侧坡口焊接q345层(mig焊接),再用本发明的药芯焊丝在ta1侧坡口处焊接中间层(tig焊接),最后用erti
‑
1焊丝焊接ta1层(tig焊接)。q345层焊接电流为150
‑
200a,中间层焊接电流为90
‑
110a,ta1层焊接电流为:100
‑
130a。
56.经测试,焊接接头力学性能为:抗拉强度373mpa,断后延伸率16%。
57.实施例2制备得到的药芯焊丝焊接ta1
‑
q345层状复合板,图1为中间层与底部q345焊缝扫描电镜微观组织形貌,图2是中间层焊缝与ta1层的扫描电镜微观组织形貌。从焊缝低倍扫描电镜图片可以看出,中间层焊缝与q345和底部q345焊缝衔接良好,无宏观裂纹等焊接缺陷。从高倍扫描电镜图片可以看出,中间层焊缝与ta1母材组织之间以熔合线隔开,熔合线清晰,熔合线附近未发现裂纹、气孔等常见缺陷。
58.实施例3
59.步骤1:按质量百分比分别称取cu粉30%,ag粉40%,co粉30%,以上组分质量百分比之和为100%;步骤1中,cu粉的纯度≥99.99%,ag粉的纯度≥99.99%,co粉的纯度≥99.99%,3种金属粉的粒度都是200目。
60.步骤2:将步骤1称取的cu粉,ag粉和co粉,置于真空加热炉内加热,加热温度为200℃,保温时间为1h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合;混粉机中混合时间为1h。
61.步骤3:采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.5mm;步骤3中,纯镍带厚度0.3mm,宽度
7mm;药芯焊丝中药芯粉末的填充量控制在30~35wt%。
62.步骤4:第一道工序拉拔完毕后,逐渐减小模具孔径,最终获得丝直径为1.2mm的药芯焊丝;
63.步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
64.用实施例3制备的ta1
‑
q345层状复合板中间层用药芯焊丝,配合erti
‑
1焊丝(ta1层),及er50
‑
6焊丝(q345层)焊接ta1
‑
q345复合板。焊接工艺为:ta1
‑
q345层状复合板开不对称双v形坡口,先用er50
‑
6焊丝在q345侧坡口焊接q345层(mig焊接),再用本发明的药芯焊丝在ta1侧坡口处焊接中间层(tig焊接),最后用erti
‑
1焊丝焊接ta1层(tig焊接)。q345层焊接电流为150
‑
200a,中间层焊接电流为90
‑
110a,ta1层焊接电流为:100
‑
130a。
65.经测试,焊接接头力学性能为:抗拉强度310mpa,断后延伸率15%。
66.实施例4
67.步骤1:按质量百分比分别称取cu粉40%,ag粉35%,co粉25%,以上组分质量百分比之和为100%;步骤1中,cu粉的纯度≥99.99%,ag粉的纯度≥99.99%,co粉的纯度≥99.99%,3种金属粉的粒度都是200目。
68.步骤2:将步骤1称取的cu粉,ag粉和co粉,置于真空加热炉内加热,加热温度为220℃,保温时间为2.5h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合;混粉机中混合时间为1.5h。
69.步骤3:采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.5mm;步骤3中,纯镍带厚度0.3mm,宽度7mm;药芯焊丝中药芯粉末的填充量控制在30~35wt%。
70.步骤4:第一道工序拉拔完毕后,逐渐减小模具孔径,最终获得丝直径为1.2mm的药芯焊丝;
71.步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
72.用实施例4制备的ta1
‑
q345层状复合板中间层用药芯焊丝,配合erti
‑
1焊丝(ta1层),及er50
‑
6焊丝(q345层)焊接ta1
‑
q345复合板。焊接工艺为:ta1
‑
q345层状复合板开不对称双v形坡口,先用er50
‑
6焊丝在q345侧坡口焊接q345层(mig焊接),再用本发明的药芯焊丝在ta1侧坡口处焊接中间层(tig焊接),最后用erti
‑
1焊丝焊接ta1层(tig焊接)。q345层焊接电流为150
‑
200a,中间层焊接电流为90
‑
110a,ta1层焊接电流为:100
‑
130a。
73.经测试,焊接接头力学性能为:抗拉强度335mpa,断后延伸率13%。
74.实施例5
75.步骤1:按质量百分比分别称取cu粉40%,ag粉40%,co粉20%,以上组分质量百分比之和为100%;步骤1中,cu粉的纯度≥99.99%,ag粉的纯度≥99.99%,co粉的纯度≥99.99%,3种金属粉的粒度都是200目。
76.步骤2:将步骤1称取的cu粉,ag粉和co粉,置于真空加热炉内加热,加热温度为200℃,保温时间为3h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合;混粉机中混合时间为1h。
77.步骤3:采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得
到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.5mm;步骤3中,纯镍带厚度0.3mm,宽度7mm;药芯焊丝中药芯粉末的填充量控制在30~35wt%。
78.步骤4:第一道工序拉拔完毕后,逐渐减小模具孔径,最终获得丝直径为1.2mm的药芯焊丝;
79.步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
80.用实施例5制备的ta1
‑
q345层状复合板中间层用药芯焊丝,配合erti
‑
1焊丝(ta1层),及er50
‑
6焊丝(q345层)焊接ta1
‑
q345复合板。焊接工艺为:ta1
‑
q345层状复合板开不对称双v形坡口,先用er50
‑
6焊丝在q345侧坡口焊接q345层(mig焊接),再用本发明的药芯焊丝在ta1侧坡口处焊接中间层(tig焊接),最后用erti
‑
1焊丝焊接ta1层(tig焊接)。q345层焊接电流为150
‑
200a,中间层焊接电流为90
‑
110a,ta1层焊接电流为:100
‑
130a。
81.经测试,焊接接头力学性能为:抗拉强度320mpa,断后延伸率9%。
82.经优化在药芯焊丝药粉填充率控制在22%~26%时,质量百分比为35%的cu粉、35%的ag粉和30%co粉的情况下,焊接ta1
‑
q345层状复合板可以得到成型效果最好、缺陷最少及力学性能较好的焊缝。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1