一种电阻点焊工艺参数自动生成方法及其系统与流程
1.本发明属于汽车焊接制造技术领域,涉及一种电阻点焊工艺参数确定方法及其系统。
背景技术:
2.目前,各大汽车制造厂推出的新车型越来越多、推出的时间间隔越来越短,同时,用户对质量的要求也越来越高,面对这种严酷的竞争及挑战,对于汽车制造工厂来说,必须采用各种创新的工艺技术才能取胜。电阻点焊(以下简称焊接)能够实现板件间的高强度连接,在汽车制造中,一辆汽车上含有3000
‑
5000个电阻点焊焊点,每个焊点的焊接质量都直接影响着车辆的安全性能。因此,焊接为整车制造中最为核心的工艺之一,如何快速调试出工艺质量最优的参数是需要面临的一个课题。
3.目前,对于焊接参数的调试一般基于调试人员经验,输入初始工艺参数后,通过现场实际工况下不断的调试改进,并结合多轮凿测破检等质量检测手段,最终达到满足质量要求的工艺参数设定,过程需要耗费大量的时间和资源。
4.针对上述存在的问题,现有中国专利文献公开了一种电阻点焊的焊接参数确定方法、装置、电子设备及存储介质,其中,方法包括服务器获取车辆的焊点信息集合,对焊点信息集合进行特征处理,即将焊点信息集合中的非数值信息集合转化为0
‑
1矩阵数据集合,根据预设比例缩小焊点信息集合中的数值信息集合,使得数值信息集合中数值的大小均在预设区间内,将缩小后的数值信息集合中的数值信息与噪音数值集合中对应的噪音数值相加,得到处理后的焊点信息集合,基于训练后的焊接参数确定模型对处理后的焊点信息集合进行焊接参数确定,得到处理后的焊点信息集合对应的焊接参数。虽然该申请无需人工参考大量的已有焊接参数,不仅可以节约培训工程师的培训成本,还可以节约时间成本,但是通过该申请获得的焊接参数无法确定是最佳参数,在生产制造时,将无法保证每个焊点的焊接质量,对车辆的安全性能存在影响。
技术实现要素:
5.本发明的目的是针对现有技术存在的上述问题,提出了一种电阻点焊工艺参数自动生成方法及其系统,其所要解决的技术问题是:如何获取高质量焊接工艺参数,提高焊接质量。
6.本发明的目的可通过下列技术方案来实现:一种电阻点焊工艺参数自动生成方法,包括如下步骤:
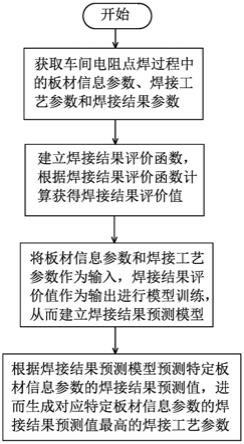
7.获取车间电阻点焊过程中的板材信息参数、焊接工艺参数和焊接结果参数;
8.根据焊接结果参数建立焊接结果评价函数,进而根据焊接结果评价函数计算获得焊接结果评价值;
9.将板材信息参数和焊接工艺参数作为输入,焊接结果评价值作为输出进行模型训练,从而建立焊接结果预测模型;
10.根据焊接结果预测模型预测特定板材信息参数的焊接结果预测值,进而生成对应特定板材信息参数的焊接结果预测值最高的焊接工艺参数。
11.在使用本电阻点焊工艺参数自动生成方法时,首先获取车间电阻点焊过程中包括板材信息参数、焊接工艺参数和焊接结果参数等的实际焊接数据,板材信息参数、焊接工艺参数和焊接结果参数为一一对应关系,该实际焊接数据包括车间原先电阻点焊过程中的实际焊接数据和车间当前电阻点焊过程中的实际焊接数据。将焊接结果参数通过焊接结果评价函数进行计算获得焊接结果评价值,之后,将大量计算获得的焊接结果评价值与其对应的板材信息参数和焊接工艺参数进行数据训练,进而建立焊接结果预测模型,由该建立的焊接结果预测模型能够在输入不同板材信息参数和不同焊接工艺参数时,都能够获得预测的焊接结果预测值,通过比较焊接结果预测值的大小能够获得最优焊接工艺参数,即在特定板材信息参数条件下,焊接结果评价值最高时的焊接工艺参数,即为最优焊接工艺参数。本电阻点焊工艺参数自动生成方法采用车间生产过程中的实际焊接数据进行模型训练,数据更接近现实情况,建立的模型准确性高,而且相比实验室实测工作来说,降低了成本,另外,通过焊接结果预测模型的建立,能够在给定板材信息参数条件下,自动生成高质量焊接工艺参数,大大降低了焊接工艺参数调试工作,也提升了最终焊接时每个焊点的焊接质量,对车辆的安全性能提供了保障。
12.在上述的电阻点焊工艺参数自动生成方法中,所述焊接结果参数包括飞溅值、质量因素和过程稳定因子。其中的质量因素是建立在电阻、电压、电流和时间上的质量指标,能够通过该值判断出是否存在焊核偏小或虚焊的问题,过程稳定因子是基于电压、电流和延长焊接时间计算出来的,显示值涉及的是样本曲线和实际曲线的差异,基准值为100,范围在0
‑
200之间。
13.在上述的电阻点焊工艺参数自动生成方法中,所述焊接结果评价函数的计算公式为:
[0014][0015]
其中,f为焊接结果评价值;uip为质量因素;f为飞溅值;psf为过程稳定因子。通过焊接结果评价函数可以将飞溅值、质量因素和过程稳定因子转换为一个数值,即焊接结果评价值,进而根据该焊接结果评价值的大小来表征焊接结果的好坏,在焊接结果评价值越高时则表明焊接质量越好。
[0016]
在上述的电阻点焊工艺参数自动生成方法中,将板材信息参数和焊接工艺参数作为输入,焊接结果评价值作为输出进行模型训练所采用的算法为线性回归算法。
[0017]
在上述的电阻点焊工艺参数自动生成方法中,采用线性回归算法进行模型训练的操作包括:
[0018]
根据获取的板材信息参数、焊接工艺参数及其对应的焊接结果评价值,构建样本集;
[0019]
将所述样本集划分为训练集和测试集;
[0020]
利用训练集进行模型训练,建立焊接结果预测模型;
[0021]
利用测试集对焊接结果预测模型进行测试,并利用均方根误差对测试结果进行评
价,在误差满足要求时,判定焊接结果预测模型有效。
[0022]
在上述的电阻点焊工艺参数自动生成方法中,所述焊接工艺参数包括焊接电流、焊接压力和焊接时间。在焊接工艺参数中,将焊接电流、焊接压力和焊接时间作为核心参数,除这些参数外,还包括预压时间、斜坡电流和斜坡时间等。
[0023]
在上述的电阻点焊工艺参数自动生成方法中,根据焊接结果预测模型自动生成特定板材信息参数条件下,焊接结果评价值最高的焊接工艺参数的操作包括:
[0024]
特定板材信息参数条件下,从焊接工艺参数中分别选取焊接电流最小值和最大值、选取焊接压力最小值和最大值以及选取焊接时间最小值和最大值;
[0025]
在焊接电流最小值和最大值之间选取若干个焊接电流值,在焊接压力最小值和最大值之间选取若干个焊接压力值,在焊接时间最小值和最大值之间选取若干个焊接时间值,将若干个焊接电流值、若干个焊接压力值和若干个焊接时间值进行组合从而构建获得各种可能的参数组合;
[0026]
根据焊接结果预测模型并以构建的参数组合作为输入来预测每种参数组合对应的焊接结果预测值;
[0027]
选取焊接结果预测值最高的参数组合作为特定板材信息参数条件下最优的焊接工艺参数。现场采集的焊接参数有可能未必是最佳参数,本方法中,基于焊接结果预测模型,能够以一定步长精度遍历完整特定板材信息参数条件下的焊接工艺参数组合,数据完整,能够获得相对最优的焊接工艺参数。
[0028]
在上述的电阻点焊工艺参数自动生成方法中,若干个焊接电流值、若干个焊接电压值和若干个焊接时间值的选取操作为:
[0029]
根据各自固定步长,在焊接电流最小值和最大值之间选取焊接电流值,在焊接压力最小值和最大值之间选取焊接压力值,在焊接时间最小值和最大值之间选取焊接时间值;
[0030]
各自固定步长的计算公式均为:(最大值
‑
最小值)/10。
[0031]
在各自工艺参数的最小值和最大值之间进行取值,能够更有效更准确地获得最优焊接工艺参数。
[0032]
在上述的电阻点焊工艺参数自动生成方法中,根据焊接结果预测模型预测特定板材信息参数的焊接结果预测值,进而生成对应特定板材信息参数的焊接结果预测值最高的焊接工艺参数后,还包括:
[0033]
对焊接结果预测值最高的焊接工艺参数进行整合,形成不同板材信息参数条件下,最优焊接工艺参数的数据库。数据库的建立,在后期使用时,能够根据板材信息参数直接获得最优焊接工艺参数。该数据库的行程还可以作为焊接调试工作启动时焊接工艺参数的初始设定值。
[0034]
在上述的电阻点焊工艺参数自动生成方法中,通过物联网技术获取车间电阻点焊过程中的板材信息参数、焊接工艺参数和焊接结果参数。
[0035]
一种电阻点焊工艺参数自动生成系统,包括:
[0036]
数据获取单元,用于获取车间电阻点焊过程中的板材信息参数、焊接工艺参数和焊接结果参数;
[0037]
评价函数构建单元,用于根据焊接结果参数建立焊接结果评价函数;
[0038]
模型构建单元,用于将板材信息参数和焊接工艺参数作为输入,将根据焊接结果评价函数计算获得焊接结果评价值作为输出进行模型训练,从而建立焊接结果预测模型;
[0039]
参数自动生成单元,用于根据焊接结果预测模型预测特定板材信息参数的焊接结果预测值,进而生成对应特定板材信息参数的焊接结果预测值最高的焊接工艺参数。
[0040]
本电阻点焊工艺参数自动生成系统通过数据获取单元获取车间电阻点焊过程中包括板材信息参数、焊接工艺参数和焊接结果参数等的实际焊接数据,板材信息参数、焊接工艺参数和焊接结果参数为一一对应关系,该实际焊接数据包括车间原先电阻点焊过程中的实际焊接数据和车间当前电阻点焊过程中的实际焊接数据。通过评价函数构建单元根据焊接结果参数构建焊接结果评价函数,进而将焊接结果参数通过焊接结果评价函数进行计算获得焊接结果评价值,之后,由模型构建单元将大量计算获得的焊接结果评价值与其对应的板材信息参数和焊接工艺参数进行数据训练,进而建立焊接结果预测模型,参数自动生成单元根据该建立的焊接结果预测模型能够在输入不同板材信息参数和不同焊接工艺参数时,都能够获得预测的焊接结果预测值,通过比较焊接结果预测值的大小能够获得最优焊接工艺参数,即在特定板材信息参数条件下,焊接结果评价值最高时的焊接工艺参数,即为最优焊接工艺参数。本电阻点焊工艺参数自动生成系统采用车间生产过程中的实际焊接数据进行模型训练,数据更接近现实情况,建立的模型准确性高,而且相比实验室实测工作来说,降低了成本,另外,通过焊接结果预测模型的建立,能够在给定板材信息参数条件下,自动生成高质量焊接工艺参数,大大降低了焊接工艺参数调试工作,也提升了最终焊接时每个焊点的焊接质量,对车辆的安全性能提供了保障。
[0041]
在上述的电阻点焊工艺参数自动生成系统中,所述数据获取单元通过物联网与电阻点焊车间的数据服务器进行通讯连接,用于获取数据服务器中存储的板材信息参数、焊接工艺参数和焊接结果参数。
[0042]
在上述的电阻点焊工艺参数自动生成系统中,所述评价函数构建单元通过以下计算公式构建焊接结果评价函数;
[0043][0044]
其中,f为焊接结果评价值;uip为质量因素;f为飞溅值;psf为过程稳定因子。
[0045]
在上述的电阻点焊工艺参数自动生成系统中,所述参数自动生成单元包括:
[0046]
参数获取模块,用于获取特定板材信息参数条件下,焊接工艺参数中焊接电流最小值和最大值、焊接压力最小值和最大值以及焊接时间最小值和最大值;
[0047]
取值模块,用于在焊接电流最小值和最大值之间选取若干个焊接电流值,在焊接压力最小值和最大值之间选取若干个焊接压力值,在焊接时间最小值和最大值之间选取若干个焊接时间值;
[0048]
参数组合构建模块,用于将若干个焊接电流值、若干个焊接压力值和若干个焊接时间值进行组合从而构建获得各种可能的参数组合;
[0049]
参数生成模块,用于根据焊接结果预测模型并以构建的参数组合作为输入来预测每种参数组合对应的焊接结果预测值,进而选取焊接结果预测值最高的参数组合作为特定板材信息参数条件下最优的焊接工艺参数。现场采集的焊接工艺参数有可能未必是最佳参
数,本系统中,参数自动生成单元基于焊接结果预测模型,能够以一定步长精度遍历完整特定板材信息参数条件下的焊接工艺参数组合,数据完整,能够获得相对最优的焊接工艺参数。
[0050]
与现有技术相比,本电阻点焊工艺参数自动生成方法及其系统具有以下优点:
[0051]
1、本发明首先对焊接结果参数进行评价获取焊接结果评价值,进而根据焊接结果评价值以及板材信息参数和焊接工艺参数来建立焊接结果预测模型,利用该焊接结果预测模型能够快速准确地获取最优的焊接工艺参数,从而提高电阻点焊的焊接质量和效率。
[0052]
2、本发明采用实际车间已有的焊接数据,一方面无需大量额外的焊接实测工作,大大降低了成本,另一方面数据来源的焊接工况相对实验室更接近实际情况,为获取高质量焊接工艺参数提高了保障。
[0053]
3、本发明通过焊接结果预测模型能够形成不同板材信息参数条件下,最优焊接工艺参数的数据库,可作为焊接调试项目启动时焊接工艺参数的初始设定值,操作更加便利,而且对于后续有新焊接设备数据的增加,可重复本发明的数据处理过程,最终得到进一步完善的最优焊接工艺参数的数据库,使得预测模型随采集的数据越多也越准确。
附图说明
[0054]
图1是本发明实施例一的控制流程图。
[0055]
图2是本发明实施例二的控制流程图。
[0056]
图3是本发明的结构示意图。
[0057]
图中,1、数据获取单元;2、评价函数构建单元;3、模型构建单元;4、参数自动生成单元;41、参数获取模块;42、取值模块;43、参数组合构建模块;44、参数生成模块。
具体实施方式
[0058]
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
[0059]
实施例一:
[0060]
如图3所示,本电阻点焊工艺参数自动生成系统包括:数据获取单元1,数据获取单元1通过物联网与电阻点焊车间的数据服务器进行通讯连接,用于获取数据服务器中存储的板材信息参数、焊接工艺参数和焊接结果参数;
[0061]
评价函数构建单元2,用于根据焊接结果参数建立焊接结果评价函数;具体通过以下计算公式构建焊接结果评价函数;
[0062][0063]
其中,f为焊接结果评价值;uip为质量因素;f为飞溅值;psf为过程稳定因子;
[0064]
模型构建单元3,用于将板材信息参数和焊接工艺参数作为输入,将根据焊接结果评价函数计算获得焊接结果评价值作为输出进行模型训练,从而建立焊接结果预测模型;
[0065]
参数自动生成单元4,用于根据焊接结果预测模型预测特定板材信息参数的焊接结果预测值,进而生成对应特定板材信息参数的焊接结果预测值最高的焊接工艺参数,具
体包括以下模块:
[0066]
参数获取模块41,用于获取特定板材信息参数条件下,焊接工艺参数中焊接电流最小值和最大值、焊接压力最小值和最大值以及焊接时间最小值和最大值;
[0067]
取值模块42,用于在焊接电流最小值和最大值之间选取若干个焊接电流值,在焊接压力最小值和最大值之间选取若干个焊接压力值,在焊接时间最小值和最大值之间选取若干个焊接时间值;
[0068]
参数组合构建模块43,用于将若干个焊接电流值、若干个焊接压力值和若干个焊接时间值进行组合从而构建获得各种可能的参数组合;
[0069]
参数生成模块44,用于根据焊接结果预测模型并以构建的参数组合作为输入来预测每种参数组合对应的焊接结果预测值,进而选取焊接结果预测值最高的参数组合作为特定板材信息参数条件下最优的焊接工艺参数。其中参数获取模块41与取值模块42连接,取值模块42与参数组合构建模块43连接,参数组合构建模块43与参数生成模块44连接。
[0070]
数据获取单元1分别与评价函数构建单元2、模型构建单元3以及参数自动生成单元4中的参数获取模块41连接,评价函数构建单元2与模型构建单元3连接,模型构建单元3与参数自动生成单元4中的参数生成模块44连接。
[0071]
本电阻点焊工艺参数自动生成系统是通过设置各种功能部件分别对应实现了电阻点焊工艺参数自动生成方法。下面通过电阻点焊工艺参数自动生成方法来进一步说明电阻点焊工艺参数自动生成系统的工作原理。
[0072]
如图1所示,本电阻点焊工艺参数自动生成方法包括如下步骤:
[0073]
由数据获取单元1通过物联网技术获取车间电阻点焊过程中的板材信息参数、焊接工艺参数和焊接结果参数;焊接结果参数包括飞溅值、质量因素和过程稳定因子;焊接工艺参数包括焊接电流、焊接压力和焊接时间,除这些参数外,还包括预压时间、斜坡电流和斜坡时间等,在本实施例中,将焊接电流、焊接压力和焊接时间作为核心参数,以这些核心参数来预测特定板材条件下的最优焊接参数组合;板材信息参数包括板材1厚度、板材1材质、板材2厚度、板材2材质、板材3厚度、板材3材质以及有无涂胶等参数。
[0074]
在板材信息参数、焊接工艺参数和焊接结果参数后,评价函数构建单元2根据焊接结果参数建立焊接结果评价函数,具体构建过程为:首先,对飞溅值f进行sigmoid函数变形,公式如下:
[0075]
其中,b取200
[0076]
然后,对质量因素uip进行相对100的离散度计算转化,公式如下:
[0077]
其中离散系数a取10
[0078]
最后,过程稳定因子psf的取值不变,将上述三者相乘得到最终的焊接结果评价值的评价函数计算公式:
[0079][0080]
其中,f为焊接结果评价值;uip为质量因素;f为飞溅值;psf为过程稳定因子。
[0081]
之后,由模型构建单元3将板材信息参数和焊接工艺参数作为输入,焊接结果评价值作为输出进行模型训练,进而建立焊接结果预测模型,其中,采用线性回归算法进行模型训练,具体操作包括:首先从车间的焊机获取历史数据,每条记录包含板材信息参数和焊接工艺参数等10多个特征值,标签值为焊接结果评价函数得到的焊接结果评价值(综合了飞溅值、psf和uip),根据获取的板材信息参数、焊接工艺参数及其对应的焊接结果评价值,构建样本集;再将样本集中的各参数数据进行随机划分为测试集和样本集,即仅仅按数据的数量进行划分训练集和测试集,如将样本集中的20%划分为测试集,将样本集中的80%划分为训练集;选用基于最小二乘的线性回归算法并用训练集进行拟合,拟合直线y=w*tx+b,其中tx是由板材信息参数和焊接工艺参数等10多个特征值组成的一组向量,y是标签值,通过训练获取权重参数w和b。之后利用测试集对焊接结果预测模型进行测试,即将测试集中的板材信息参数和焊接工艺参数输入到焊接结果预测模型中,通过焊接结果预测模型进行计算获得焊接结果预测值,再将该焊接结果预测值与测试集中与该板材信息参数和焊接工艺参数对应的焊接结果评价值进行比较获得测试结果,之后对测试结果进行判断,系统内首先会预先设定一个误差可接受范围,之后利用均方根误差对测试结果进行评价,在误差满足这个误差可接受范围的要求时,判定焊接结果预测模型有效。
[0082]
模型构建完成后,参数自动生成单元4根据焊接结果预测模型预测特定板材信息参数的焊接结果预测值,进而生成对应特定板材信息参数的焊接结果预测值最高的焊接工艺参数,具体操作为:
[0083]
由参数获取模块41获取特定板材信息参数条件下,从对应焊接工艺参数中分别选取焊接电流最小值和最大值、选取焊接压力最小值和最大值以及选取焊接时间最小值和最大值;
[0084]
由取值模块42根据各自固定步长,在焊接电流最小值和最大值之间选取若干个焊接电流值,在焊接压力最小值和最大值之间选取若干个焊接压力值,在焊接时间最小值和最大值之间选取若干个焊接时间值,由参数组合构建模块43将若干个焊接电流值、若干个焊接压力值和若干个焊接时间值进行组合从而构建获得各种可能的参数组合,其中各自固定步长的计算公式均为:(最大值
‑
最小值)/10,以该固定步长进行取值,则可能的参数组合具有103种。
[0085]
由参数生成模块44根据焊接结果预测模型并以构建的参数组合作为输入来预测每种参数组合对应的焊接结果预测值,最后选取焊接结果预测值最高的参数组合作为特定板材信息参数条件下最优的焊接工艺参数。在实际使用时,操作人员在得知板材信息参数的情况下,能够根据本发明快速选取最优的焊接工艺参数,为工艺生产提供了便利,同时提高了电阻点焊的焊接质量,为车辆的安全性提供了保障。
[0086]
实施例二:
[0087]
如图2所示,本实施例中的技术方案与实施例一中的技术方案基本相同,不同之处在于,根据焊接结果预测模型预测特定板材信息参数的焊接结果预测值,进而生成对应特定板材信息参数的焊接结果预测值最高的焊接工艺参数后,还包括:
[0088]
对焊接结果预测值最高的焊接工艺参数进行整合,形成不同板材信息参数条件下,最优焊接工艺参数的数据库。数据库的建立,在后期使用时,能够根据板材信息参数直接获得最优焊接工艺参数。该数据库的行程还可以作为焊接调试工作启动时焊接工艺参数
的初始设定值。
[0089]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1