一种走心机自动上料装置的制作方法
1.本技术涉及走心机床的领域,尤其是涉及一种走心机自动上料装置。
背景技术:
2.走心机自动上料装置是一种用于走心机床上料时,通过机械结构,使得远离可以被自动翻入走心机床的设备。
3.现有授权公告号为cn205928052u的中国专利,其公开了一种走心机上料机构,其包括上料块,上料块上开设有上料槽;上料块一侧设置有用于与走心机对接的上料凸嘴,上料块远离上料凸嘴的一侧设置有用于抵推原料的推料气缸;上料块的侧壁上连通设置有用于改变原料位置的抵推气缸。当需要上料时,操作人员将原料放入上料块内,抵推气缸将原料抵推至推料气缸处并通过推料气缸将原料抵推至上料凸嘴内,即可完成上料。
4.上述中的相关技术存在以下缺陷:在抵推气缸将原料抵推至推料气缸处时,由于上料块底部不均等原因,容易导致原来的位置发生偏移,当推料气缸对原料进行推动时,易产生偏移,需要人工进行纠正,较为复杂。
5.申请内容为了改善相关技术中的走心机上料机构位置易发生偏移,从而导致需要人为进行位置纠正的问题,本技术提供一种走心机自动上料装置。
6.本技术提供的一种走心机自动上料装置采用如下的技术方案:一种走心机自动上料装置,包括上料块,所述上料块一侧设置有抵推气缸,所述上料块一端设置有推料气缸,所述上料块上开设有定位槽,所述定位槽内设置有定位滑轨,所述定位滑轨内滑动连接有定位结构, 所述定位结构设置于定位槽内。
7.通过采用上述技术方案,本技术中的一种走心机自动上料装置在被使用上料时,原料被设置入定位结构内,当抵推气缸对定位结构进行推动时,定位结构在定位滑轨内滑动,且定位结构可以准确的对原料进行定位,并通过推料气缸,将原料推送至走心机床内,相比于相关技术中的走心机上料机构,本技术中的走心机自动上料装置无需人工对原料位置进行调整,较为便捷。
8.可选的,所述定位结构包括输送块、输送板及滑棱,所述输送板与抵推气缸连接,所述输送块设置于输送板的顶部,所述滑棱设置于输送板的底部,所述滑棱与定位滑轨滑动连接。
9.通过采用上述技术方案,滑棱与定位滑轨滑动连接,在上料开始时,操作人员可以将原料置于输送块上,并通过抵推气缸推动输送板,使得滑棱在定位滑轨上滑动,从而带动定位块进行移动,当定位块被推动至推料气缸的位置时,推料气缸再推动远离,使得原料进入走心机床内进行加工。
10.可选的,所述输送块顶部开设有用于稳定原料位置的卡止槽。
11.通过采用上述技术方案,当原料被设置于输送块顶部并被抵推气缸进行推动时,卡止槽的结构增加了原料被推动时的稳定性,相比于直接将原料置于输送块的顶部,卡止
槽的结构降低了原料被推动时滚落的风险。
12.可选的,所述定位槽靠近定位滑轨的侧壁上开设有用于对输送块进行定位的定位孔,所述定位孔内设置有抵接弹簧,所述抵接弹簧一端与定位孔的底壁连接,所述抵接弹簧另一端连接有定位横板。
13.通过采用上述技术方案,当定位结构被抵推气缸推送至定位孔时,定位结构自身的重力会使得抵接弹簧发生轻微形变,从而定位横板的位置向下移动,进而定位孔的内侧壁可以对定位结构产生限位作用,从而使得定位结构在被推料气缸推送的过程中不易产生滑动,增加了定位结构在工作时的稳定性。
14.可选的,所述定位横板上沿定位滑槽方向贯穿开设有衔接滑轨,所述滑棱与衔接滑轨滑动连接,所述衔接滑轨与定位滑轨连通。
15.通过采用上述技术方案,衔接滑槽与定位滑槽连通,从而使得当定位结构从定位滑槽滑动至衔接滑槽上后,定位结构不易在定位横板上产生与衔接滑槽垂直方向上的滑动,增加了定位结构的稳定性。
16.可选的,所述定位横板顶部设置有第一触发接头,所述输送块的底部靠近定位横板的侧壁上设置有第二触发接头,所述第一触发接头与第二触发接头被用于控制推料气缸进行推动。
17.通过采用上述技术方案,当定位结构滑动至定位横板上时,定位结构使得定位横板产生下移,下移完毕后,第一触发接头与第二触发接头相抵,从而使得推料气缸进行推动,相比于操作人员手动对推料气缸进行控制,本结构提升了操作的便捷性。
18.可选的,所述定位孔的底部上设置有吸附电磁铁,所述定位横板靠近吸附电磁铁的一侧设置有磁性件,所述吸附电磁铁与磁性件磁性相吸,所述定位横板顶部设置有用于控制吸附电磁铁的压力传感器。
19.通过采用上述技术方案,当系统在进行工作时,操作人员对吸附电磁铁进行供电,从而使得吸附电磁铁具有磁性,进而将磁性件吸附,以使得定位横板被卡止于定位孔内,增加了定位结构的稳定性;当定位结构滑动至定位横板上时,吸附电磁铁与磁性件相吸附。
20.可选的,所述上料块的外侧底壁转动连接有支撑杆,所述支撑杆固定放置,所述上料块外侧底壁的一端转动连接有升降杆,所述升降杆一端连接有升降电机。
21.通过采用上述技术方案,操作人员可以通过控制升降电机,从而对上料块内部的定位结构进行控制,在结束工作时时,升降电机控制支撑杆下移,从而使得定位结构归位,进行再次装填。接着,升降电机控制支撑杆上移,使得上料块复位。
22.可选的,所述定位槽远离抵推气缸的一端设置有用于对定位结构进行限位的弹性限位装置。
23.通过采用上述技术方案,限位装置对定位结构进行限位,缩短了定位结构在定位槽内滑动的距离,增加了系统整体的工作效率。
24.可选的,所述弹性限位装置包括限位弹簧及限位块,所述限位弹簧一端设置于定位槽远离抵推气缸的内侧壁上,所述限位块设置于限位弹簧另一端,所述限位块与输送板靠近限位块的侧壁相抵。
25.通过采用上述技术方案,一方面,采用限位弹簧及限位块的结构成本较低,另一方面,限位瘫痪与限位块的结构在可以达到限位效果的同时,也较为稳定。
26.综上所述,本技术包括以下至少一种有益效果:1、采用了定位结构,本技术中的一种走心机自动上料装置在被使用上料时,原料被设置入定位结构内,当抵推气缸对定位结构进行推动时,定位结构在定位滑轨内滑动,且定位结构可以准确的对原料进行定位,并通过推料气缸,将原料推送至走心机床内,相比于相关技术中的走心机上料机构,本技术中的走心机自动上料装置无需人工对原料位置进行调整,较为便捷;2、采用了第一触发接头与第二触发接头的结构,当定位结构滑动至定位横板上时,定位结构使得定位横板产生下移,下移完毕后,第一触发头与第二触发头相抵,从而使得推料气缸进行推动,相比于操作人员手动对推料气缸进行控制,本结构提升了操作的便捷性;3、采用了升降电机与升降杆的结构,操作人员可以通过控制升降电机,从而对上料块内部的定位结构进行控制,在结束工作时时,升降电机控制支撑杆下移,从而使得定位结构归位,进行再次装填。接着,升降电机控制支撑杆上移,使得上料块复位。
附图说明
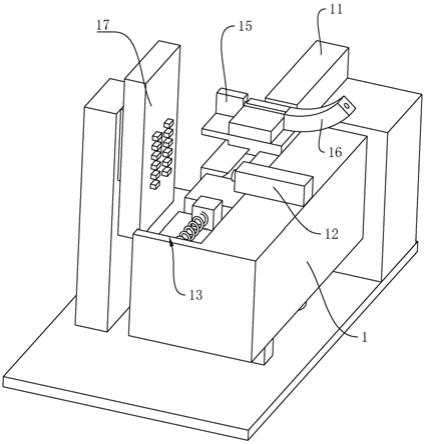
27.图1为本技术实施例的结构示意图;图2为本技术实施例中用于体现输送块与输送板连接关系的结构示意图;图3为本技术实施例中用于体现上料块与支撑杆连接关系的结构示意图。
28.图中:1、上料块;11、抵推气缸;111、抵推孔;12、推料气缸;13、定位槽;14、定位滑轨;15、上料凸嘴;16、入料管路;17、走心机床;2、定位结构;21、输送块;22、输送板;23、滑棱;3、卡止槽;4、定位孔;41、抵接弹簧;42、定位横板;5、衔接滑轨;61、第一触发接头;62、第二触发接头;7、吸附电磁铁;71、磁性件;72、压力传感器;73压力槽;8、支撑杆;81、升降杆;82、升降电机;9、弹性限位装置;91、限位弹簧;92、限位块。
具体实施方式
29.以下结合附图1
‑
3对本技术作进一步详细说明。
30.本技术实施例公开一种走心机自动上料装置。参照图1,一种走心机自动上料装置包括上料块1,上料块1上设置有定位槽13,上料块1侧壁的中部连通固定有上料凸嘴15,且上料凸嘴15与定位槽13连通;上料凸嘴15远离定位槽13的一侧设置有走心机床17;上料块1远离走心机床17的一侧端部设置有入料管路16,操作人员可以通过入料管路16将原料放入上料块1内。
31.参照图2,上料块1靠近入料管路16的一端开设有抵推孔111,定位槽13靠近抵推孔111的一侧安装设置有抵推气缸11,定位槽13靠近入料管路16的一端设置有定位结构2,抵推气缸11通过抵推孔111对定位结构2进行抵推。
32.参照图2,定位结构2包括输送块21、输送板22及滑棱23;定位槽13底壁靠近抵推气缸11的一段上焊接固定有定位滑轨14,滑棱23插设于定位滑轨14内,且滑棱23与定位滑轨14滑动连接,输送板22焊接固定于滑棱23顶部,且输送板22靠近抵推孔111的一侧与抵推气缸11的输出端相抵;输送块21焊接固定于输送板22顶部,且输送块21远离输送板22的一侧开设有半圆形的卡止槽3,卡止槽3的侧壁采用防滑材料构建;当原料被设置于输送块21顶
部并被抵推气缸11进行推动时,卡止槽3的结构增加了原料被推动时的稳定性。
33.参照图2,定位槽13底壁上与定位滑轨14的连接处开设有定位孔4,定位孔4与输送板22适配设置,定位孔4的底壁胶粘固定有抵接弹簧41,抵接弹簧41远离定位孔4底壁的一端焊接固定有定位横板42;定位横板42底部胶粘固定有吸附电磁铁7,吸附电磁铁7套设于抵接弹簧41上;定位孔4底壁设置有磁性件71,磁性件71套设于抵接弹簧41上;定位横板42远离吸附电磁铁7的一侧开设有压力槽73,压力槽73内设置有压力传感器72,且压力传感器72与压力槽73的内侧壁胶粘固定,当压力传感器72受到压力作用时,吸附电磁铁7通电产生磁性并与磁性件71吸附。
34.参照图1及图2,定位横板42靠近抵接弹簧41的一侧胶粘固定有第一触发接头61,定位孔4底壁上对应胶粘固定有第二触发接头62,当上述吸附电磁铁7与磁性件71相吸附时,第一触发接头61与第二触发接头62相抵接;第一触发接头61与第二触发接头62相抵接时,推料气缸12被启动,从而推料气缸12可将位于卡止槽3内的原料进行推动,并通过上料凸嘴15推送至走心机床17内。
35.参照图2,定位槽13远离抵推气缸11的侧壁上设置有弹性限位装置9,弹性限位装置9包括限位弹簧91及限位块92,限位弹簧91胶粘固定于定位槽13远离抵推气缸11的侧壁上,限位块92胶粘固定于限位弹簧91靠近定位孔4的一端,弹性限位装置9对定位结构2进行限位,缩短了定位结构2在定位槽13内滑动的距离,增加了系统整体的工作效率。
36.参照图3,上料块1靠近抵接孔的一侧安装有升降电机82,升降电机82的输出端连接有升降杆81,升降杆81远离升降电机82的一端与上料块1的底部外侧壁通过转轴转动连接,上料块1的底部通过转轴转动连接有支撑杆8,操作人员可以通过控制升降电机82,从而对上料块1内部的定位结构2进行控制,在结束工作时时,升降电机82控制支撑杆8下移,从而使得定位结构2归位,进行再次装填。接着,升降电机82控制支撑杆8上移,使得上料块1复位。
37.本技术实施例一种走心机自动上料装置的实施原理为:本技术中的一种走心机自动上料装置在被使用上料时,原料被设置入定位结构2内,当抵推气缸11对定位结构2进行推动时,定位结构2在定位滑轨14内滑动,且定位结构2可以准确的对原料进行定位,并通过推料气缸12,将原料推送至走心机床17内,相比于相关技术中的走心机上料机构,本技术中的走心机自动上料装置无需人工对原料位置进行调整,较为便捷。
38.当本技术中的一种走心机自动上料装置被实用时,操作人员先将原料从入料管路16中放入,原料沿着入料管路16掉入卡止槽3内,此时,启动抵推气缸11,抵推气缸11推动输送板22,使得滑棱23在定位滑轨14上滑动,从而带动原料朝向定位孔4方向移动;当输送板22移动至定位孔4正上方时,触发压力传感器72,此时电磁铁通电并与磁性件71吸附,从而使得第一触发接头61与第二触发接头62相吸,进而使得推料气缸12被启动,以将位于卡止槽3内的原料通过上料凸嘴15输送至走心机床17内进行加工。
39.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1