一种钢衬四氟管道快速制作方法与流程
1.本发明属于管道运输设备领域,具体涉及一种钢衬四氟管道快速制作方法。
背景技术:
2.钢衬四氟管,钢衬聚四氟乙烯ptfe管道及配件亨有“塑料王”的美誉,具有优异的耐温性能和耐腐蚀性能,是理想的硝酸、硫酸、氢氟酸、光气、氯气、王水、混酸、溴化物等有机溶剂等强腐蚀性介质的输送设备。可长期在高温(150℃以内)极限负压工况稳定运行的钢衬四氟管道及配件,解决了以往钢衬四氟管道及配件不能耐负压的缺点,在许多蒸馏等高温高负压系统中得到了广泛的应用。
3.钢衬四氟管在实际生产的过程中通常由厂家按照常规或特定的尺寸制作而成,采取此类生产方式,由于管材制作周期较长,致使设备到货通常较慢;而化工生产单位的生产周期通常较长,对其生产的连续性要求较高,工厂运营状态受市场影响较大。在生产过程中如遇到设备或管道损坏而又没有合适备品备件的情况,会引发长时间的停车事故,最终对工厂和公司的运营带来不可估量的损失。
技术实现要素:
4.本发明的目的是解决上述问题,提供一种钢衬四氟管道快速制作方法,该方法能根据现场实际需求,快速的制作钢衬四氟管,其制作步骤简单、成本低且应用范围广,制作的钢衬四氟管耐腐蚀强且能满足生产需求,极大的提高了化工生产检维修及项目建设效率。
5.本发明的技术方案是钢衬四氟管道快速制作方法,包括以下步骤:步骤1:根据配管所需长度制作钢管套筒,并在钢管套筒的两端焊接法兰片;步骤2:制作法兰基座,将法兰基座固定安装在坚实的地面上,再将垫板放置在法兰基座的中心位置;步骤3:将钢管套筒一端的法兰片与法兰基座连接;步骤4:将四氟内衬管套入钢管套筒内,调整钢管套筒下方的垫板高度,使四氟内衬管从钢管套筒两端伸出至合适的长度;步骤5:将四氟内衬管上端伸出的部分用火焰烘烤至软化,再用扩口装置将软化的四氟内衬管端口扩成锥形端面;步骤6:立即用紧压法兰将四氟内衬管的锥形端面向下挤压,并用紧压螺栓将紧压法兰和法兰片连接固定,使紧压法兰和法兰片夹紧四氟内衬管的端口;步骤7:再次烘烤紧压法兰、法兰片和四氟内衬管,待中层的四氟内衬管二次软化后再对紧压螺栓进行二次紧固;步骤8:紧固完成后待其自然冷却,冷却完毕后再对其浇水并进行二次冷却,最后拆下紧压法兰并按照相同的步骤进行四氟管道另一端的制作。
6.步骤中1,钢管套筒采用内表面光滑平整且无明显突出毛刺的管材,钢管套筒与法
兰片的焊接处应采用内磨机打磨平滑,保证接触面无毛刺和凸起。
7.步骤2和3中,法兰基座采用型材制作而成,法兰基座上开设有螺栓孔,地脚螺栓贯穿螺栓孔并将法兰基座固定在工作地点,法兰基座上还对称设有螺栓,法兰片安设于螺栓之上并用紧固螺母与其连接,法兰基座的中部留有足够的间距并放置垫板。
8.步骤4中,垫板主体由内中空的金属框架制作而成,其框架内部垫有相同厚度的木方垫片,将木方垫片堆叠至合适的高度,以控制四氟内衬管所伸出的距离;四氟内衬管的外径与钢管套筒的内径大小相一致,四氟内衬管从钢管套筒两端伸出的距离以法兰片的外圈直径长度的一半为准。
9.步骤4中,扩口装置采用钢质锥形器制作而成,扩口装置的侧壁处设有手杆。
10.步骤7中,火焰烘烤紧压法兰、法兰片和四氟内衬管的时间控制在1至2分钟;步骤8中,自然冷却的时间控制在5至6分钟,对法兰片浇水并进行二次冷却的效果以达到不起明显白雾为准。
11.相比现有技术,本发明的有益效果:1、方案中的钢管套筒采用无缝钢管制作而成,可保证在输送低压流体时管壁具有较高强度;其钢管套筒内部采用四氟内衬管,具有优秀的抗腐蚀性;2、方案中四氟内衬管的伸出部分采用锥形器来进行扩口,可使四氟内衬管受力均匀,内衬管的管壁不易损坏和折损;3、方案中采用压紧法兰来进行定型,可保证四氟内衬管翻边平整,通过二次烘烤和二次压紧定型,保证四氟内衬管的翻边与法兰片之间贴合紧实;4、方案中的制作设备结构简单,使用成本较低且易于寻找,四氟内衬管的制作工艺简单,适用于各种施工现场。
附图说明
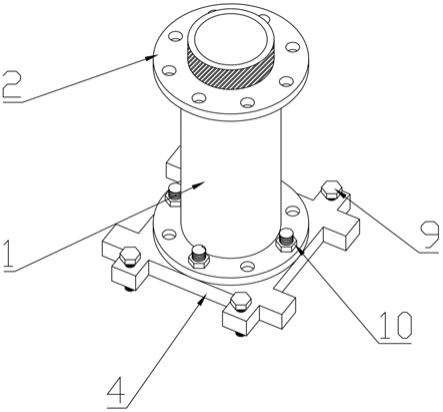
12.下面结合附图和实施例对本发明作进一步说明:图1为本发明步骤1操作示意图;图2为本发明步骤2至4操作示意图;图3为本发明步骤5操作示意图;图4为本发明步骤6至8操作示意图;图5为本发明钢管套筒及法兰基座结构示意图;图6为本发明垫板结构示意图。
13.图中:钢管套筒1、法兰片2、四氟内衬管3、法兰基座4、垫板5、扩口装置6、紧压法兰7、紧压螺栓8、地脚螺栓9、紧固螺母10、木方垫片11。
具体实施方式
14.实施案例1:盐酸罐区尾气吸收循环泵的出口dn50、l=372mm的钢衬四氟管道制作:步骤1:根据配管所需长度制作钢管套筒1和法兰片2;其中法兰片2的技术要求(法兰外径d=140mm、螺栓孔中心圆直径k=110mm、螺栓孔直径l=14mm、法兰厚度c=16mm、法兰内径b1=59mm);钢管套筒1的技术要求(长度l=368mm、管道外径φ=57mm、壁厚δ=3.5mm、管道内壁
光滑无锈迹);在钢管套筒1的两端焊接法兰片2;其中钢管套筒1与法兰片2的焊接处采用内磨机打磨平滑,保证接触面无毛刺和凸起。
15.步骤2:制作法兰基座4,其中法兰基座4采用型材制作而成,法兰基座4上开设有螺栓孔,地脚螺栓9贯穿螺栓孔并将法兰基座4固定在工作地点,再将垫板5放置在法兰基座4的中心位置,所述垫板5主体由内中空的金属框架制作而成,其框架内部垫有相同厚度的木方垫片11。
16.步骤3:将钢管套筒1一端的法兰片2与法兰基座4连接;其连接方式为:先将法兰片2安设于螺栓之上,再用紧固螺母10与其连接。
17.步骤4:将四氟内衬管3套入钢管套筒1内,四氟内衬管3的技术要求(长度l=442mm、四氟套管外径φ=48mm、壁厚δ=2mm);将木方垫片11堆叠至合适的高度并调整垫板5的高度,使四氟内衬管3从钢管套筒1两端伸出至合适的长度,其长度以法兰片2的外圈直径长度的一半为准(35mm)。
18.步骤5:将四氟内衬管3上端伸出的部分用火焰烘烤1
‑
2分钟至软化,再用扩口装置6插入到四氟内衬管3内,并来回转动扩口,使软化的四氟内衬管3端口扩成锥形端面。
19.步骤6:立即用紧压法兰7将四氟内衬管3的锥形端面向下挤压,并用紧压螺栓8将紧压法兰7和法兰片2连接固定,使紧压法兰7和法兰片2夹紧四氟内衬管3的端口并锁紧。
20.步骤7:再次烘烤紧压法兰7、法兰片2和四氟内衬管3并持续1
‑
2分钟,待中层的四氟内衬管3二次软化后再对紧压螺栓8进行二次紧固。
21.步骤8:二次紧固完成后待其自然冷却5分钟,冷却完毕后再对其浇水2
‑
3分钟使其二次冷却,最后拆下紧压法兰7并按照相同的步骤进行四氟管道另一端的制作。
22.实施案例2:浓酸洗涤塔回流管道dn80、l=329mm的钢衬四氟管道制作:步骤1:根据配管所需长度制作钢管套筒1和法兰片2;其中法兰片2的技术要求(法兰外径d=190mm、螺栓孔中心圆直径k=150mm、螺栓孔直径l=18mm、法兰厚度c=18mm、法兰内径b1=91mm);钢管套筒1的技术要求(长度l=325mm、管道外径φ=89mm、壁厚δ=4.5mm、管道内壁光滑无锈迹);在钢管套筒1的两端焊接法兰片2;其中钢管套筒1与法兰片2的焊接处采用内磨机打磨平滑,保证接触面无毛刺和凸起。
23.步骤2:制作法兰基座4,其中法兰基座4采用型材制作而成,法兰基座4上开设有螺栓孔,地脚螺栓9贯穿螺栓孔并将法兰基座4固定在工作地点,再将垫板5放置在法兰基座4的中心位置,所述垫板5主体由内中空的金属框架制作而成,其框架内部垫有相同厚度的木方垫片11。
24.步骤3:将钢管套筒1一端的法兰片2与法兰基座4连接;其连接方式为:先将法兰片2安设于螺栓之上,再用紧固螺母10与其连接。
25.步骤4:将四氟内衬管3套入钢管套筒1内,四氟内衬管3的技术要求(长度l=435mm、四氟套管外径φ=78mm、壁厚δ=2.5mm);将木方垫片11堆叠至合适的高度并调整垫板5的高度,使四氟内衬管3从钢管套筒1两端伸出至合适的长度,其长度以法兰片2的外圈直径长度的一半为准(53mm)。
26.步骤5:将四氟内衬管3上端伸出的部分用火焰烘烤1
‑
2分钟至软化,再用扩口装置6插入到四氟内衬管3内,并来回转动扩口,使软化的四氟内衬管3端口扩成锥形端面。
27.步骤6:立即用紧压法兰7将四氟内衬管3的锥形端面向下挤压,并用紧压螺栓8将紧压法兰7和法兰片2连接固定,使紧压法兰7和法兰片2夹紧四氟内衬管3的端口并锁紧。
28.步骤7:再次烘烤紧压法兰7、法兰片2和四氟内衬管3并持续1
‑
2分钟,待中层的四氟内衬管3二次软化后再对紧压螺栓8进行二次紧固。
29.步骤8:二次紧固完成后待其自然冷却5分钟,冷却完毕后再对其浇水2
‑
3分钟使其二次冷却,最后拆下紧压法兰7并按照相同的步骤进行四氟管道另一端的制作。
30.实施案例3:成品酸罐出口管道制作dn100、l=644mm的钢衬四氟管道制作:步骤1:根据配管所需长度制作钢管套筒1和法兰片2;其中法兰片2的技术要求(法兰外径d=210mm、螺栓孔中心圆直径k=170mm、螺栓孔直径l=18mm、法兰厚度c=18mm、法兰内径b1=110mm);钢管套筒1的技术要求(长度l=644mm、管道外径φ=108mm、壁厚δ=4.5mm、管道内壁光滑无锈迹);在钢管套筒1的两端焊接法兰片2;其中钢管套筒1与法兰片2的焊接处采用内磨机打磨平滑,保证接触面无毛刺和凸起。
31.步骤2:制作法兰基座4,其中法兰基座4采用型材制作而成,法兰基座4上开设有螺栓孔,地脚螺栓9贯穿螺栓孔并将法兰基座4固定在工作地点,再将垫板5放置在法兰基座4的中心位置,所述垫板5主体由内中空的金属框架制作而成,其框架内部垫有相同厚度的木方垫片11。
32.步骤3:将钢管套筒1一端的法兰片2与法兰基座4连接;其连接方式为:先将法兰片2安设于螺栓之上,再用紧固螺母10与其连接。
33.步骤4:将四氟内衬管3套入钢管套筒1内,四氟内衬管3的技术要求(长度l=770mm、四氟套管外径φ=98mm、壁厚δ=2.5mm);将木方垫片11堆叠至合适的高度并调整垫板5的高度,使四氟内衬管3从钢管套筒1两端伸出至合适的长度,其长度以法兰片2的外圈直径长度的一半为准(63mm)。
34.步骤5:将四氟内衬管3上端伸出的部分用火焰烘烤1
‑
2分钟至软化,再用扩口装置6插入到四氟内衬管3内,并来回转动扩口,使软化的四氟内衬管3端口扩成锥形端面。
35.步骤6:立即用紧压法兰7将四氟内衬管3的锥形端面向下挤压,并用紧压螺栓8将紧压法兰7和法兰片2连接固定,使紧压法兰7和法兰片2夹紧四氟内衬管3的端口并锁紧。
36.步骤7:再次烘烤紧压法兰7、法兰片2和四氟内衬管3并持续1
‑
2分钟,待中层的四氟内衬管3二次软化后再对紧压螺栓8进行二次紧固。
37.步骤8:二次紧固完成后待其自然冷却5分钟,冷却完毕后再对其浇水2
‑
3分钟使其二次冷却,最后拆下紧压法兰7并按照相同的步骤进行四氟管道另一端的制作。
38.上面结合附图对本发明的实施进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可以做出很多形式,这些均属于本发明的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1