一种吹瓶机方动定模架的加工方法及工装与流程
1.本发明涉及塑料方桶模具加工工艺领域,具体涉及一种吹瓶机方动定模架的加工方法及工装。
背景技术:
2.现在塑料方桶的模具分为动模与定模,现在的加工方式主要通过动模与定模分开加工的方式分别对动模与定模进行加工,由于动模与定模分开加工,这样动模与定模装配的精度比较的低,同时动模与定模分开加工,这样动模与定模的加工难度增加,即为在不同机床上对动模与定模进行加工的话,加工精度要求比较的高,不仅要保证动模与定模上加工内容之间的精度,同时还要保证动模与定模加工完毕后的配合内容,这样加工的精度要求非常的高,这样加工的难度增加。
技术实现要素:
3.针对上述现有技术的不足,本发明提出了一种吹瓶机方动定模架的加工方法及工装,通过一体装夹对动模与定模进行装夹,通过加工设备同时对动模与定模进行加工,这样保证动模与定模的装配精度,同时加工工艺的改变更加提高工件加工精度,通过加工效率也相应的提高(即为减少装夹次数)。
4.为实现上述目的,本发明的方案:一种吹瓶机方动定模架的加工方法及工装:一、通过数控立式铣床分别铣定模和动模的台阶基准面;通过卧铣的方式粗铣动模和定模上的底平面、侧面基准面与上平面;通过立式加工中心对定模、动模上的销孔面与作为定位孔的工艺销孔进行加工,同时保证工艺销孔的精度;以一面两销的定位方式,通过卧铣的方式对定模与动模上的模型槽进行粗铣加工;二、通过卧式铣床粗铣定模上第二配合孔系一侧的侧面基准和端面基准,立式铣床加工第一配合孔系一侧的侧面槽,粗铣第一配合孔系端面上的第一弧形槽,定模背面上的槽体;然后对第二配合孔系的内侧面与外侧面进行倒角;对第一配合孔系与第二配合孔系进行粗钻孔加工;再对定模进行钳工整形与调质处理;半精铣定模背面上的销孔面和精加工销孔,精铣定模上的侧面槽,精铣定模上的正面槽,半精镗第一配合孔与第二配合进孔,半精铣模方腔;加工动模第一配合孔系上的多个第一弧形槽,第一弧形槽将第一配合孔系分成多个;通过卧铣的方式精铣φ20孔端面。
5.三、通过装夹工装对动模进行装夹,通过依次粗铣侧面基准、端面槽、第一配合孔系端面上的第一弧形槽与第二配合孔系端面上的第二弧形槽,加工动模背面上的槽体,对第一配合孔系与第二配合孔系进行粗钻孔加工,然后对动模进行钳工整形与调质处理;半精铣销面孔,精铣第一配合孔系上的侧面上,半精镗孔第一配合孔系、第二配合孔系与半精铣模具槽;精铣第二配合孔系上的侧面槽,铣φ20孔的让位端面;然后进行钳工工序与调质处理;四、将动模与定模通过装夹在同一装夹工装上,其中动模与定模背对背设置,所述
动模与定模背对背设置为动模内方腔开口方向朝向卧式加工中心的主轴轴线方向,定模装在动模的反面,中间隔着夹具支撑板,动模与定模的布置是关于所述夹具支撑板中心线镜像对称。当存载夹具的机床转台旋转180
°
时。动模与定模跟随夹具旋转180
°
,此时定模内方腔开口方向朝向卧式加工中心的主轴轴线方向。卧式加工中心对动模精加工工序完成后,利用卧式加工中心的转台转动装夹工装180
°
,对定模进行与动模加工内容相同的精加工。
6.优选地,从动模/定模的两端向中间加工的方式半精镗第一配合孔系与第二配合孔系;精铣方形槽的两端面,保证动模/定模的高度;通过粗镗、半精镗、精镗动模/定模背面槽体上的φ20孔,保证精度;然后从一头精镗第一配合孔系与第二配合孔系,通过一端加工的方式对第一配合孔系与第二配合孔系进行精加工,这样可以消除工装旋转时产生的误差,这样保证第一配合孔系的精度;精铣方腔的底部,然后精铣方腔的上、下两侧面,保证模型槽中心与第一配合孔系/第二配合孔系的形位公差。
7.优选地,在精镗孔工序之间依次对动模及定模进行精铣销孔面与平磨定位面,将两根定位棒分别插入到第一配合孔系与第二配合孔系内,以模型槽的端面为定位基准,通过立加对动模/定模上的销孔面进行加工,销孔面的平面度小于0.03mm,销孔面与定位棒的平行度小于0.1mm;将定位棒插入第一配合孔系与第二配合孔系内,通过平面磨对定位面进行打磨,保证定位面的平面度小于0.005mm,这样在精加工的时候保证动模与定模的装夹精度。
8.优选地,同时装夹动模与定模的装夹工装,包括装夹基座与模具装夹工装,装夹基座设置在加工中心的转台上,在装夹基座上设置有多组模具装夹工装,通过每组模具装夹工装将模具的动模与定模进行装夹且动模与定位的加工面朝外,这样实现动模与定模同时装夹在装夹基座上,这样通过装夹基座旋转的方式可以实现同步加工模具的动模与定模,这样保证动模与定位的配合精度。
9.优选地,每组模具装夹工装包括定模装夹组件与动模装夹组件,定模装夹组件与动模装夹组件均设置在装夹基座上且定模装夹组件与动模装夹组件背靠背相对设置,通过旋转的方式实现同时加工动模与定模之间的配合面与孔系。
10.优选地,在装夹基座上开有装夹槽,动模装夹组件与定模装夹组件均包括定位销与模具拉紧组件,在每个定位销为多个且每个定位销的一侧设置有模具拉紧组件,通过模具拉紧组件将动模与定模固定在装夹槽内,拉紧组件为拉紧螺栓,拉紧螺栓伸入到装夹槽内,同时拉紧螺栓与动模/定模背面上的螺栓孔进行配合,这样通过拉紧的方式实现将定模/动模固定在装夹基座上。
11.基于一种吹瓶机方动定模架的加工方法的装夹工装,在装夹基座顶部设置有压紧机构,压紧机构分为多块压板,在压板与装夹基座顶部之间设置有压紧螺栓,通过压紧螺栓将压板按压在动模与定模上。
12.与现有技术相比,本发明优点在于:1、通过一体装夹对动模与定模进行装夹,通过加工设备同时对动模与定模进行加工,这样保证动模与定模的装配精度,同时加工工艺的改变更加提高工件加工精度,通过加工效率也相应的提高(即为减少装夹次数)。
附图说明
13.图1为本发明吹瓶机方动模的正面示意图。
14.图2为本发明吹瓶机方动模的背面示意图。
15.图3为本发明吹瓶机方动模的正面示意图。
16.图4为本发明吹瓶机方动模的背面示意图。
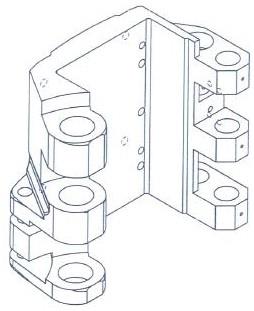
17.图5为本发明装夹工装的示意图。
18.图6为本发明装夹工装的侧面示意图。
19.其中,1、装夹基座,1.1、装夹槽,2、模具装夹工装,2.1、定模装夹组件,2.2、动模装夹组件,2.3、定位销,2.4、模具拉紧组件,2.5、拉紧螺栓,3、压紧机构,3.1、压板。
具体实施方式
20.现结合附图,对本发明进一步的阐述。
21.如图1
‑
6所示,同时装夹动模与定模的装夹工装,包括装夹基座1与模具装夹工装2,装夹基座1设置在加工中心的转台上,在装夹基座1上设置有多组模具装夹工装2,通过每组模具装夹工装2将模具的动模与定模进行装夹且动模与定位的加工面朝外,这样实现动模与定模同时装夹在装夹基座1上,这样通过装夹基座1旋转的方式可以实现同步加工模具的动模与定模,这样保证动模与定位的配合精度。
22.每组模具装夹工装2包括定模装夹组件2.1与动模装夹组件2.2,定模装夹组件2.1与动模装夹组件2.2均设置在装夹基座1上且定模装夹组件2.1与动模装夹组件2.2背靠背相对设置,通过旋转的方式实现同时加工动模与定模之间的配合面与孔系。
23.在装夹基座1上开有装夹槽1.1,动模装夹组件2.2与定模装夹组件2.1均包括定位销2.3与模具拉紧组件2.4,在每个定位销2.3为多个且每个定位销2.3的一侧设置有模具拉紧组件2.4,通过模具拉紧组件2.4将动模与定模固定在装夹槽1.1内,拉紧组件为拉紧螺栓2.5,拉紧螺栓2.5伸入到装夹槽1.1内,同时拉紧螺栓2.5与动模/定模背面上的螺栓孔进行配合,这样通过拉紧的方式实现将定模/动模固定在装夹基座1上。
24.基于一种吹瓶机内方腔动定模架的加工方法和加工的装夹工装,在装夹基座1顶部设置有压紧机构3,压紧机构3分为多块压板3.1,在压板3.1与装夹基座1顶部之间设置有压紧螺栓,通过压紧螺栓将压板3.1按压在动模与定模上。
25.一种吹瓶机方形槽动定模架的加工方法和装夹工装:一、通过数控立式铣床分别铣定模和动模的台阶基准面;通过卧铣的方式粗铣动模和定模上的底平面、侧面基准面与上平面;通过立式加工中心对定模、动模上的销孔面与作为定位孔的工艺销孔进行加工,同时保证工艺销孔的精度;以一面两销的定位方式,通过卧铣的方式对定模与动模上的模型槽进行粗铣加工;二、通过卧式铣床粗铣定模上第二配合孔系一侧的侧面基准和端面基准,立式铣床加工第一配合孔系一侧的侧面槽,粗铣第一配合孔系端面上的第一弧形槽,定模背面上的槽体;然后对第二配合孔系的内侧面与外侧面进行倒角;对第一配合孔系与第二配合孔系进行粗钻孔加工;再对定模进行钳工整形与调质处理;半精铣定模背面上的销孔面和精加工销孔,精铣定模上的侧面槽,精铣定模上的正面槽,半精镗第一配合孔与第二配合进孔,半精铣模方腔;加工动模第一配合孔系上的多个第一弧形槽,第一弧形槽将第一配合孔系分成多个;通过卧铣的方式精铣φ20孔端面。
26.三、通过装夹工装对动模进行装夹,通过依次粗铣侧面基准、端面槽、第一配合孔
系端面上的第一弧形槽与第二配合孔系端面上的第二弧形槽,加工动模背面上的槽体,对第一配合孔系与第二配合孔系进行粗钻孔加工,然后对动模进行钳工整形与调质处理;半精铣销面孔,精铣第一配合孔系上的侧面上,半精镗孔第一配合孔系、第二配合孔系与半精铣模具槽;精铣第二配合孔系上的侧面槽,铣φ20孔的让位端面;然后进行钳工工序与调质处理;四、将动模与定模通过装夹在同一装夹工装上,其中动模与定模背对背设置,所述动模与定模背对背设置为动模内方腔开口方向朝向卧式加工中心的主轴轴线方向,定模装在动模的反面,中间隔着夹具支撑板,动模与定模的布置是关于所述夹具支撑板中心线镜像对称。当存载夹具的机床转台旋转180
°
时,动模与定模跟随夹具旋转180
°
,此时定模内方腔开口方向朝向卧式加工中心的主轴轴线方向,卧式加工中心对动模精加工工序完成后,利用卧式加工中心的转台转动装夹工装180
°
,对定模进行与动模加工内容相同的精加工。
27.从动模/定模的两端向中间加工的方式半精镗第一配合孔系与第二配合孔系;精铣方形槽的两端面,保证动模/定模的高度;通过粗镗、半精镗、精镗动模/定模背面槽体上的φ20孔,保证精度;然后从一头精镗第一配合孔系与第二配合孔系,通过一端加工的方式对第一配合孔系与第二配合孔系进行精加工,这样可以消除工装旋转时产生的误差,这样保证第一配合孔系的精度;精铣方腔的底部,然后精铣方腔的上、下两侧面,保证模型槽中心与第一配合孔系/第二配合孔系的形位公差。
28.在精镗孔工序之间依次对动模及定模进行精铣销孔面与平磨定位面,将两根定位棒分别插入到第一配合孔系与第二配合孔系内,以模型槽的端面为定位基准,通过立加对动模/定模上的销孔面进行加工,销孔面的平面度小于0.03mm,销孔面与定位棒的平行度小于0.1mm;将定位棒插入第一配合孔系与第二配合孔系内,通过平面磨对定位面进行打磨,保证定位面的平面度小于0.005mm,这样在精加工的时候保证动模与定模的装夹精度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1