一种基于补偿结构的燃烧室筒体返修方法与流程
1.本发明属于精密加工技术领域,涉及一种基于补偿结构的燃烧室筒体返修方法。
背景技术:
2.在航空航天领域中,燃烧室是燃料或推进剂在其中燃烧生成高温燃气的装置,是一种用耐高温合金材料制作的燃烧设备。活塞到达上止点后其顶部与汽缸盖之间的空间,燃料即在此室燃烧。它是燃气涡轮发动机、冲压发动机、火箭发动机的重要部件。
3.但是现有技术中,存在燃烧室筒体在返修及新制过程中出现内衬母材的渗漏,以致无法达到设计的5mpa压力试验要求的问题,一般在3mpa~4.5mpa时就会出现鼓包的情况。
技术实现要素:
4.本发明在于提供一种基于补偿结构的燃烧室筒体返修方法,以解决现有技术中存在燃烧室筒体在返修及新制过程中出现内衬母材的渗漏的问题。
5.本发明是通过以下技术方案来实现的:一种基于补偿结构的燃烧室筒体返修方法,包括以下步骤,1)将外壳上的进水管、出水管以及第一水环、第二水环取掉,然后车加工掉内衬、及所述外壳与内衬两端面之间的压环槽中的端面补偿环,保留外壳,并打磨取掉进水法兰和出水法兰,最后精镗所述外壳上点火器安装孔,再沿周向将所述外壳等分为三瓣;2)重新用料卷制为筒状件后,上镗铣床粗钻出贯穿所述筒状件长度的通孔,然后在所述筒状件的两端分别车加工出台阶孔,再在两端安装夹头然后精车外形面以及环槽,最后铣加工所述环槽之间壁的外型弧面,即制得内衬;在板料上线切割加工出内孔和外圆,然后经过抛光处理,即制得端面补偿环;将毛料先铣加工成不同长度的条形,然后在真空退火后卷为圆弧形,即制得环槽补偿环;在毛料上车加工出内孔和外圆,然后线切割出与所述内衬上点火器处外形面相适应的弧面,即制得点火器处补偿环;其中,不同长度的条形分别与所述内衬上不同位置处的环形槽相适应;3)以两个所述环槽补偿环为一组,沿所述内衬的轴向逐圈装配到所述内衬上相应的环槽中,并将所述点火器处补偿环装配到所述内衬上的点火器安装位置处,以得到内衬组件;然后将所述内衬组件入炉真空钎焊,并在真空钎焊完成后对所述内衬组件进行精加工,再铣加工与所述点火器安装孔相配合的点火器处凸台;4)将分瓣外壳连同内衬组件一起入炉进行热校形,以保证所述分瓣外壳与内衬组件贴合;热校形完成后,利用氩弧焊焊接所述分瓣外壳之间的焊缝、再利用真空钎焊焊接所述分瓣外壳并加固点火器处氩弧焊焊缝;焊接完成后,通过车加工来精修所述外壳的外圆,然后将所述进水法兰、出水法兰装配在外壳上并通过氩弧焊焊接在一起;最后将所述点火器安装座通过氩弧焊焊接在所述外壳上,得到组合件;
5)先精车加工所述组合件的内形面及压环槽,再装配上所述端面补偿环后,一并入炉进行真空钎焊;6)利用氩弧焊将进水管、出水管以及第一水环、第二水环焊接到外壳上对应位置处,即得到返修后的燃烧室筒体;然后对所述返修后的燃烧室筒体进行5mpa压力试验,若通过试验则返修结束,若未通过则进行上述操作直至通过。
6.所述步骤1)的具体操作为:通过钳加工沿氩弧焊缝切掉所述外壳上的进水管及出水管、然后通过打磨拆卸所述第一水环、第二水环,在拆卸过程中避免磕碰以对所述进水法兰、出水法兰造成损伤;然后通过车加工取出所述外壳,在车加工时需要确保所述外壳的壁厚不小于4mm;再通过钳加工打磨拆卸所述进水法兰和出水法兰,并在所述进水法兰、出水法兰的焊缝处进行倒角处理;最后以v型垫块支撑,精镗所述外壳上点火器位置处的安装孔,然后沿三条氩弧焊缝将所述外壳分三瓣,即得所述分瓣外壳。
7.所述步骤2)中真空退火的具体操作为:将所述不同长度的条形平放在工作台上,并装进真空炉内,加热至550℃,然后充气冷却至65℃出炉。
8.所述步骤3)中对所述内衬组件的外形进行精加工的具体操作为:先对所述内衬组件的外圆进行精车处理,再将所述内衬组件置于加工中心上以对两处所述点火器处凸台之间壁的外型弧面进行铣加工。
9.所述步骤4)中热校形完成后的具体操作为:在所述分瓣外壳的内壁预置粘带钎料后,然后用束带将所述分瓣外壳箍紧在内衬组件上并调整其之间的三处焊接剖口间隙均匀;在三处所述焊接剖口中装配补偿块来补偿焊缝缺失,然后通过氩弧焊以分段打底、分段施焊的方式焊接三条分瓣焊缝;对焊缝不饱满处再次涂注钎料,入炉真空钎焊;焊接完成后的具体操作为:先利用车加工精修与所述进水法兰、出水法兰配合的所述外壳的外圆,然后在外壳的上端装配进水法兰、下端装配出水法兰并通过点焊固定;其中,利用定位柱将进水法兰和出水法兰之间拉紧,然后满焊;最后在点火器安装座上预置钎料,并通过氩弧焊将所述点火器安装座焊接在所述外壳上,得到组合件。
10.所述步骤3)、步骤4)及步骤5)中真空钎焊的具体操作为:将装配好的工件连同工装一并送入真空炉中,加热至1000℃~1050℃,分压120~150pa,保温60min,冷却到700℃,关分压,真空冷却至600℃,随炉冷却到65℃出炉。
11.所述步骤5)中的真空钎焊完成后,通过密封试验检查焊缝密实性,若检查合格则进行下一步骤,若不合格则进行补钎并再次进行密封实验直至合格。
12.所述步骤4)及步骤6)中氩弧焊的操作参数为:选用ф2的304不锈钢焊丝,在220v的焊接电压、100a~120a的焊接电流下,通入10l/min~15l/min的气流的焊接条件下进行氩弧焊焊接。
13.所述步骤6)中的压力试验具体操作为:在试验介质为纯净水、压力为5mpa、时间为10min的条件下,对所述返修后的燃烧室筒体进行压力试验,要求所述返修后的燃烧室筒体无变形、无渗漏。
14.与现有技术相比,本发明的有益效果是:本发明通过将燃烧室筒体分解为内衬、外壳以及进水法兰、出水法兰、进水管、出
水管、第一水环、第二水环等部件。然后根据内衬表面的沿轴向分布的各环槽,加工出相适应的环槽补偿环;并且,并加工出与点火器安装部位相适应的点火器处补偿环。与此同时,将外壳分为三瓣。待上述操作完成后,将环槽补偿环以及点火器处补偿环装配并焊接在内衬上,以形成内衬组件;然后将分瓣的外壳与内衬组件一起进行热校形;由于环槽补偿环会使内衬组件的尺寸变大,所以为了补偿焊缝缺失,通过配合补偿块以及氩弧焊与真空钎焊结合的方式将外壳与内衬组件焊接在一起。装配上环槽补偿环以及点火器处补偿环之后,对内衬组件的强度以及可靠性起到了很好的提升作用,再焊接上进水法兰、出水法兰、点火器安装座,以及进水管、出水管、第一水环、第二水环等部件,以完成燃烧室筒体整体的装配。以环槽补偿环、点火器处补偿环形成对内衬部位以及点火器部位的补偿结构,最后通过压力试验来进行产品性能验证,得出在5mpa的压力下,经本发明通过补偿结构返修后的燃烧室筒体产品在30min以内无渗漏鼓包的问题出现,即本发明提供的返修方法操作可行、效果。
附图说明
15.图1为本发明提供的一种基于补偿结构的燃烧室筒体返修方法的流程示意图;图2为本发明中返修前的燃烧室筒体的结构示意图;图3为图2的a
‑
a剖视图;图4为本发明中对内衬的车加工示意图;图5为本发明中外壳的分瓣示意图;图6为本发明中对内衬的机加工示意图;图7为图6的a
‑
a剖视图;图8为本发明中环槽补偿环的立体示意图;图9为本发明中点火器处补偿环的立体示意图;图10为本发明中内衬组件的立体示意图;图11为本发明中内衬组件的结构示意图;图12为本发明中氩弧焊焊接分瓣外壳之间的焊缝结构示意图(局部);图13为本发明中组合件的结构示意图;图14为本发明中返修后的燃烧室筒体的结构示意图;图15为图14的a
‑
a剖视图;图16为本发明中点火器安装座的焊接示意图;图中,1
‑
外壳、2
‑
进水管、3
‑
出水管、4
‑
第一水环、5
‑
第二水环、6
‑
内衬、7
‑
进水法兰、8
‑
出水法兰、9
‑
点火器安装座、10
‑
环槽补偿环、11
‑
点火器处补偿环、12
‑
补偿块。
具体实施方式
16.下面结合附图对本发明进行详细的说明。
17.在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
18.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
19.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
20.本发明提供一种基于补偿结构的燃烧室筒体返修方法,包括以下步骤,1)将外壳1上的进水管2、出水管3以及第一水环4、第二水环取掉5,然后车加工掉内衬6、及所述外壳1与内衬6两端面之间的压环槽中的端面补偿环,保留外壳1,并打磨取掉进水法兰7和出水法兰8,最后精镗所述外壳1上点火器安装孔,再沿周向将所述外壳1等分为三瓣。
21.2)重新用料卷制为筒状件后,上镗铣床粗钻出贯穿所述筒状件长度的通孔,然后在所述筒状件的两端分别车加工出台阶孔,再在两端安装夹头然后精车外形面以及环槽,最后铣加工所述环槽之间壁的外型弧面,即制得内衬6;在板料上线切割加工出内孔和外圆,然后经过抛光处理,即制得端面补偿环;因为之前的内衬6和端面补偿环为焊接在产品上的,车加工取下是难免造成损伤,所以需要重新制作内衬6和端面补偿环。
22.将毛料先铣加工成不同长度的条形,然后在真空退火后卷为圆弧形,即制得环槽补偿环10;在毛料上车加工出内孔和外圆,然后线切割出与所述内衬上点火器处外形面相适应的弧面,即制得点火器处补偿环11;其中,不同长度的条形分别与所述内衬上不同位置处的环形槽相适应。
23.3)以两个所述环槽补偿环10为一组,沿所述内衬6的轴向逐圈装配到所述内衬6上相应的环槽中,并将所述点火器处补偿环11装配到所述内衬6上的点火器安装位置处,以得到内衬组件;然后将所述内衬组件入炉真空钎焊,并在真空钎焊完成后对所述内衬组件进行精加工,再铣加工与所述点火器安装孔相配合的点火器处凸台。
24.4)将分瓣外壳连同内衬组件一起入炉进行热校形,以保证所述分瓣外壳与内衬组件贴合;热校形完成后,利用氩弧焊焊接所述分瓣外壳之间的焊缝、再利用真空钎焊焊接所述分瓣外壳并加固点火器处氩弧焊焊缝;焊接完成后,通过车加工来精修所述外壳1的外圆,然后将所述进水法兰7、出水法兰8装配在外壳1上并通过氩弧焊焊接在一起;最后将所述点火器安装座9通过氩弧焊焊接在所述外壳1上,得到组合件。
25.5)先精车加工所述组合件的内形面及压环槽,再装配上所述端面补偿环后,一并入炉进行真空钎焊。
26.6)利用氩弧焊将进水管2、出水管3以及第一水环4、第二水环5焊接到外壳1上对应位置处,即得到返修后的燃烧室筒体;然后对所述返修后的燃烧室筒体进行5mpa压力试验,若通过试验则返修结束,若未通过则进行上述操作直至通过。
27.本发明通过将燃烧室筒体分解为内衬6、外壳1以及进水法兰7、出水法兰8、进水管2、出水管3、第一水环4、第二水环5等部件。然后根据内衬1表面的沿轴向分布的各环槽,加工出相适应的环槽补偿环10;并且,并加工出与点火器安装部位相适应的点火器处补偿环11。与此同时,将外壳1分为三瓣。待上述操作完成后,将环槽补偿环10以及点火器处补偿环
11装配并焊接在内衬6上,以形成内衬组件;然后将分瓣的外壳1与内衬组件一起进行热校形;由于环槽补偿环10会使内衬组件的尺寸变大,所以为了补偿焊缝缺失,通过配合补偿块12以及氩弧焊与真空钎焊结合的方式将外壳1与内衬组件焊接在一起。装配上环槽补偿环10以及点火器处补偿环11之后,对内衬组件的强度以及可靠性起到了很好的提升作用,再焊接上进水法兰7、出水法兰8、点火器安装座9,以及进水管2、出水管3、第一水环4、第二水环5等部件,以完成燃烧室筒体整体的装配。最后通过压力试验来进行产品性能验证,得出在5mpa的压力下,经本发明通过补偿结构返修后的燃烧室筒体产品在30min以内无渗漏鼓包的问题出现,即本发明提供的返修方法操作可行、效果。
28.进一步的,所述步骤1)的具体操作为:通过钳加工沿氩弧焊缝切掉所述外壳1上的进水管2及出水管3、然后通过打磨拆卸所述第一水环4、第二水环5,在拆卸过程中避免磕碰以对所述进水法兰7、出水法兰8造成损伤;然后通过车加工取出所述外壳1,在车加工时需要确保所述外壳1的壁厚不小于4mm;再通过钳加工打磨拆卸所述进水法兰7和出水法兰8,并在所述进水法兰7、出水法兰8的焊缝处进行倒角处理;最后以v型垫块支撑,精镗所述外壳1上点火器位置处的安装孔,然后沿三条氩弧焊缝将所述外壳1分三瓣,即得所述分瓣外壳。如果前序步骤由三个分瓣外壳氩弧焊焊接而成制得外壳1,则在此步骤找到之前氩弧焊的缝去处理即可;如果前序步骤中的外壳1是整件,则以120
°
为分割角,对外壳1进行三等分。
29.更进一步的,所述步骤2)中真空退火的具体操作为:将所述不同长度的条形平放在工作台上,并装进真空炉内,加热至550℃,然后充气冷却至65℃出炉。
30.其中,所述步骤3)中对所述内衬组件的外形进行精加工的具体操作为:先对所述内衬组件的外圆进行精车处理,再将所述内衬组件置于加工中心上以对两处点火器凸台部位之间壁的外型弧面进行铣加工。
31.所述步骤4)中热校形完成后的具体操作为:在所述分瓣外壳的内壁预置粘带钎料后,然后用束带将所述分瓣外壳箍紧在内衬组件上并调整其之间的三处焊接剖口间隙均匀;在三处所述焊接剖口中装配补偿块12来补偿焊缝缺失,然后通过氩弧焊以分段打底、分段施焊的方式焊接三条分瓣焊缝;对焊缝不饱满处再次涂注钎料,入炉真空钎焊。
32.焊接完成后的具体操作为:先利用车加工精修所述组合件的外圆,以与进水法兰7、出水法兰8配合;然后在所述组合件的上端装配进水法兰7、下端装配出水法兰8并通过点焊固定;其中,利用定位柱将进水法兰7和出水法兰8之间拉紧,然后满焊。
33.所述步骤3)、步骤4)及步骤5)中真空钎焊的具体操作为:将装配好的工件连同工装一并送入真空炉中,加热至1000℃~1050℃,分压120~150pa,保温60min,冷却到700℃,关分压,真空冷却至600℃,随炉冷却到65℃出炉。
34.所述步骤5)中的真空钎焊完成后,通过密封试验检查焊缝密实性,若检查合格则进行下一步骤,若不合格则进行补钎并再次进行密封实验直至合格。
35.所述步骤4)及步骤6)中氩弧焊的操作参数为:选用ф2的304不锈钢焊丝,在220v的焊接电压、100a~120a的焊接电流下,通入10l/min~15l/min的气流的焊接条件下进行氩弧焊焊接。
36.所述步骤6)中的压力试验具体操作为:在试验介质为纯净水、压力为5mpa、时间为10min的条件下,对所述返修后的燃烧室筒体进行压力试验,要求所述返修后的燃烧室筒体
无变形、无渗漏。
实施例
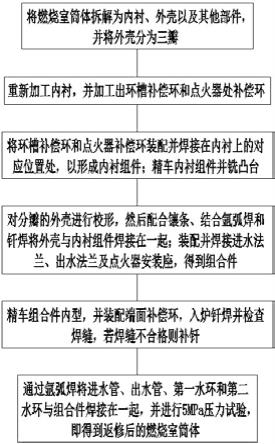
37.本实施例提供一种基于补偿结构的燃烧室筒体返修方法,如图1所示,其包括以下步骤:第一步:将外壳1上的进水管2、出水管3以及第一水环4、第二水环5取掉,上车床加工掉内衬6,钳打磨掉进水法兰7、出水法兰8,上镗铣床将外壳1分三瓣。
38.第二步:对内衬6进行重新加工,并加工出环槽补偿环10和点火器处补偿环11。
39.第三步:将环槽补偿环10和点火器处补偿环11装配并通过真空钎焊焊接在内衬6上对应位置处,由此完成内衬组件的焊接,然后精车内衬组件的外形并铣凸台。其中,第三步中真空钎焊的具体操作为:将安装好的内衬组件,安装在工装上,并放在工作台上,装入真空炉,加热至1030~1040℃,分压120~150pa,保温60分钟,冷却到700℃,关分压,真空冷却至600℃,随炉冷却到65℃出炉。
40.第四步:将分瓣的外壳1连同内衬组件一起入炉对外壳1进行校形,以保证外壳1与内衬组件贴合;利用氩弧焊焊接分瓣外壳之间的焊缝,然后真空钎焊外壳1并加固点火器处焊缝,再上车床精修外壳1的外圆,并装配上进水法兰7、出水法兰8,氩弧焊进水法兰7、出水法兰8;在点火器安装座9上预置钎料并通过氩弧焊将点火器安装座9焊接在外壳1上,得到组合件。其中,第四步中真空钎焊的具体操作为:将安装好的内衬组件与外壳1,安装在工装上,并放在工作台上,装入真空炉,加热至1015~1025℃,分压120~150pa,保温60分钟,冷却到700℃,关分压,真空冷却至600℃,随炉冷却到65℃出炉。第四步氩弧焊外壳的具体操作为:将外壳1包裹在内衬组件上,配补偿块12补偿焊缝缺失,选用ф2的304不锈钢焊丝,在220v的焊接电压、100a~120a的焊接电流下,通入10l/min~15l/min的气流的焊接参数下,利用氩弧焊焊接三条分瓣焊缝,分段打底,分段施焊,最后进行满焊盖面。氩弧焊进水法兰7、出水法兰8和点火器安装座9的具体操作则为:将进水法兰7、出水法兰8装配到外壳1两端的外圆上,将点火器安装座9如图16所示安装在外壳上,采用如上焊接参数分批进行氩弧焊焊接。
41.第五步:上车床精车组合件的内型,再装配端面补偿环,入炉进行真空钎焊,密封试验检查焊缝,不合格则进行补钎。其中,第五步中真空钎焊的具体操作为:将安装好端面补偿环的筒体组件,安装在工装上,并放在工作台上,装入真空炉,加热至1000~1010℃,分压120~150pa,保温60分钟,冷却到700℃,关分压,真空冷却至600℃,随炉冷却到65℃出炉。
42.第六步:氩弧焊进水管2、出水管3、第一水环4及第二水环5,焊接结束后进行5mpa压力试验。第六步中氩弧焊焊接的操作为:将各零件立放在工装上,如图14所示安装第一水环4、第二水环5,操作工根据经验选取合适的电流和焊丝,可以继续使用上述焊接参数,然后氩弧焊焊接;再然后安装进水管2、出水管3,同上述操作然后氩弧焊焊接;全部焊接完成后做压力试验。
43.还未经过返修的燃烧室筒体,如图2、图3所示。实施过程中第一步和第二步可同时进行,具体加工步骤如下:首先,对燃烧室筒体进行分解。沿原有的氩弧焊缝切掉进水管2、出水管3,通过钳
加工打磨去掉拆卸第一水环4、第二水环5。其中,在拆卸过程中不允许磕碰伤进水法兰7、出水法兰8,如图2中虚线处。通过车加工去掉内衬6,并在进水法兰7、出水法兰8焊缝处倒角。此处进行倒角操作为氩弧焊的前置处理,便于氩弧焊焊透,增加强度。在车加工的过程中,首先需要保证加工后的外壳1壁厚不小于4mm,如图4所示。再通过钳加工打磨的形式,拆卸掉进水法兰7、出水法兰8。将外壳1置于v型垫块上,先精镗点火器安装孔,再沿三条氩弧焊缝将外壳1分成三瓣,见图5中虚线处,即以120
°
为分割角,其中一瓣外壳1将两个点火器安装孔涵盖在中间位置处。
44.然后,加工及焊接形成内衬组件。先粗钻孔车基准再安装夹头然后精车外圆及槽,最后上加工中心铣加工,机加完后如图6、图7所示。机加工出环槽补偿环10和点火器处补偿环11:将毛料置于加工中心进行铣加工,真空退火后再卷圆,如图8所示;将毛料先车加工内、外圆,再线切割出弧面,如图9所示。
45.随后,将两个同等尺寸的环槽补偿环10为一组,沿内衬6的轴向装配在每道环形槽中,并将点火器处补偿环11装配在点火器位置处,装配完成后入炉真空钎焊,由此得到内衬组件,如图10、图11所示。真空钎焊完成后对内衬组件进行精加工,先精车该内衬组件的外圆,再上加工中心铣其外型弧面。
46.由于原外壳1与改进后的内衬组件的尺寸有差异,故需对原外壳1进行热校形。热校形后,先在各分瓣外壳的表面贴钎料点焊固定,装配外壳1至内衬组件上并调整三个分瓣外壳之间的三处焊接剖口,控制间隙均匀后,上工装夹紧,转氩弧焊操作。在各焊接剖口之间装配补偿块12来补偿焊缝缺失,然后以分段打底、分段施焊的操作方式氩弧焊焊接三处焊接剖口上的分瓣焊缝,如图12所示。氩弧焊结束后,对前面焊缝不饱满处再次涂注钎料,入炉真空钎焊的同时消除氩弧焊应力。这是为了保证外壳1与内衬组件紧密连接,便于散热。焊接结束后的加工具体为:先车加工修外圆,然后装配进水法兰7、出水法兰8,并通过点焊固定。其中,进水法兰7和出水法兰8之间用长955的定位柱拉紧,然后满焊;最后,在点火器安装座9上预置钎料、装配点火器安装座9在外壳1上并进行氩弧焊,由此得到组合件,如图13、图15所示。
47.上述操作结束后,上车床精车组合件的内型及压环槽;在压环槽预置钎料,再装配上端面补偿环后,并用工装压紧后一并入炉进行真空钎焊。另外在真空钎焊后,还通过通入0.5mpa气压的密封试验,来检查焊缝是否有渗漏。如有渗漏,则需要进行补钎操作。其中,压环槽位于内衬组件与外壳1结合部位的大、小端,如图13所示,在压环槽部位安装端面补偿环,是为了增大真空钎焊面积,提高真空钎焊强度。
48.最后,用工装定位尺寸,利用氩弧焊将进水管2、出水管3以及第一水环4、第二水环5焊接到外壳1上对应位置处,由此得到返修后的燃烧室筒体,如图14、图15所示。并进行5mpa压力试验,要求该燃烧室筒体在30min内无渗漏鼓包。
49.本发明的内容不限于实施例所列举,本领域普通技术人员通过阅读本发明说明书而对本发明技术方案采取的任何等效的变换,均为本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1