一种转向器装调整机构装配台的制作方法
1.本发明涉及转向器生产加工技术领域,具体为一种转向器装调整机构装配台。
背景技术:
2.转向器是机械传动与液压传动相结合的一种传动装置,其中机械传动部分是让来自于汽车方向盘上的力按照正确的路线传递,液压传动部分是使方向垄的操纵轻便灵活,并提高操纵稳定性,提高驾驶汽车操纵的舒适性以便提高汽车行驶的安全性。
3.现有的转向器装调整机构装配台在使用的过程中存在着一些不足,目前转向器装调整机构装配台全人工装配,使其劳动强度大、生产效率低,为此我们提出一种新型的转向器装调整机构装配台解决上述问题。
技术实现要素:
4.本部分的目的在于概述本发明的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
5.鉴于现有转向器装调整机构装配台中存在的问题,提出了本发明。
6.因此,本发明的目的是提供一种转向器装调整机构装配台,能够实现在使用的过程中,采用人工上、下料与机器自动压装、手持工具拧紧相结合的方式减轻操作者劳动强度及提高生产效率。
7.为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
8.一种转向器装调整机构装配台,其包括床身组件、压机组件、o型圈检测组件、调整螺栓点胶组件和齿条注脂组件;
9.其中,
10.床身组件包括基座和铝型材框架,所述压机组件设置在床身组件的内腔中中间,所述o型圈检测组件设置在床身组件的内腔左侧,所述调整螺栓点胶组件设置有压机组件的底部,所述齿条注脂组件设置在床身组件的内腔右侧。
11.作为本发明所述的一种转向器装调整机构装配台的一种优选方案,其中:还包括调整螺塞分总成、齿条支撑座分总成、弹簧、锁紧螺母和两种型号不同的o型圈。
12.作为本发明所述的一种转向器装调整机构装配台的一种优选方案,其中:具体使用方法包括如下步骤:
13.步骤一:人工将齿条支撑座、调整螺塞装上o型圈;
14.步骤二:人工将壳体放入工装上,手动压下快速夹钳将壳体固定,人工取压装辅具放入壳体压装时保护螺纹(压装辅具在位检测);人工将装好的齿条支撑座分总成、调整螺塞分总成放入o型圈检测组件,人工按启动按钮自动检测;人工将检测好的齿条支撑座分总成放入压装涂脂工装上,人工取点胶辅具将调整螺塞分总成放入点胶组件,人工启动按钮,
点胶组件自动点胶,齿条涂脂组件自动涂脂,压装组件自动涂脂压装;
15.步骤三:人工去弹簧放入分总成上(弹簧在位检测),人工将点胶完成的调整螺塞分总成预拧入壳体取辅具放好,手持气动定扭扳手将调整螺塞拧紧,人工手持定扭咔嗒扳手将调整机构拧到60n~70n后松掉,然后用气动定扭扳手将调整螺塞拧到30n,人工取锁紧螺母手动拧入调整螺塞(锁紧螺母在位检测),人工松掉快速夹钳取出装配完成的产品。
16.与现有技术相比,本发明的有益效果是:采用与机器与人工相结合的加工方式,替代人工操作繁琐、减轻人工劳动强度、提高生产效率、保证产品质量、压装时压力实时检测、点胶可根据产品需求设置出胶量、涂脂可根据产品需求设置出脂量、扳手可根据产品需求设置拧紧扭矩。
附图说明
17.为了更清楚地说明本发明实施方式的技术方案,下面将结合附图和详细实施方式对本发明进行详细说明,显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
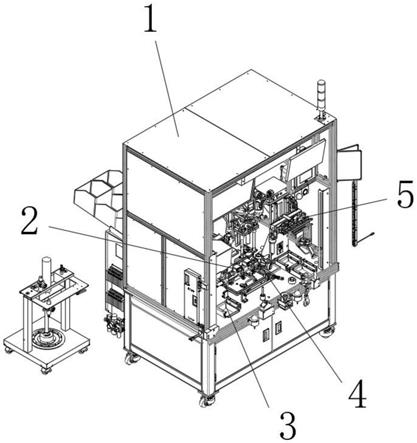
18.图1为本发明结构示意图;
19.图2为本发明正视结构示意图;
20.图3为本发明侧视结构示意图。
21.图中;1.床身组件、2.压机组件、3.o型圈检测组件、4.调整螺栓点胶组件、5.齿条注脂组件。
具体实施方式
22.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。
23.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施方式的限制。
24.其次,本发明结合示意图进行详细描述,在详述本发明实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
25.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
26.实施例1
27.一种转向器装调整机构装配台,其包括床身组件1、压机组件2、o型圈检测组件3、调整螺栓点胶组件4和齿条注脂组件5;
28.其中,
29.床身组件1包括基座和铝型材框架,所述压机组件2设置在床身组件1的内腔中中间,所述o型圈检测组件3设置在床身组件1的内腔左侧,所述调整螺栓点胶组件4设置有压机组件1的底部,所述齿条注脂组件5设置在床身组件1的内腔右侧。
30.具体的,床身组件1由不锈钢基座和工业铝型材框架组成,压机组件2螺接在床身组件1的内腔中中间,o型圈检测组件3螺接在床身组件1的内腔左侧,调整螺栓点胶组件4螺接有压机组件1的底部,齿条注脂组件5螺接在床身组件1的内腔右侧
31.具体的,还包括调整螺塞分总成、齿条支撑座分总成、弹簧、锁紧螺母和两种型号不同的o型圈;
32.调整螺塞分总成组装,人工将o型圈装在调整螺塞上,调整螺塞分总成完成。
33.齿条支撑座分总成组装,人工将o型圈装在齿条支撑座上,齿条支撑座分总成完成。
34.转向器装调整机构组装,人工将壳体内部涂脂,齿条支撑座装o型圈,齿条支撑座半圆处涂脂,将齿条支撑座分总成放入壳体内,半圆处和齿条贴合,人工将弹簧放入齿条支撑座分总成上端,人工将调整螺塞装o型圈,调整螺塞分总成涂胶,然后用工具拧入壳体拧紧,用手将锁紧螺母拧入调整螺塞分总成,装调整机构组装完成。
35.具体的,使用方法包括如下步骤:
36.步骤一:人工将齿条支撑座、调整螺塞装上o型圈;
37.步骤二:人工将壳体放入工装上,手动压下快速夹钳将壳体固定,人工取压装辅具放入壳体压装时保护螺纹(压装辅具在位检测);人工将装好的齿条支撑座分总成、调整螺塞分总成放入o型圈检测组件,人工按启动按钮自动检测;人工将检测好的齿条支撑座分总成放入压装涂脂工装上,人工取点胶辅具将调整螺塞分总成放入点胶组件,人工启动按钮,点胶组件自动点胶,齿条涂脂组件自动涂脂,压装组件自动涂脂压装;
38.步骤三:人工去弹簧放入分总成上(弹簧在位检测),人工将点胶完成的调整螺塞分总成预拧入壳体取辅具放好,手持气动定扭扳手将调整螺塞拧紧,人工手持定扭咔嗒扳手将调整机构拧到60n~70n后松掉,然后用气动定扭扳手将调整螺塞拧到30n,人工取锁紧螺母手动拧入调整螺塞(锁紧螺母在位检测),人工松掉快速夹钳取出装配完成的产品。
39.工作原理:在本发明使用的过程中,采用与机器与人工相结合的加工方式,替代人工操作繁琐、减轻人工劳动强度、提高生产效率、保证产品质量、压装时压力实时检测、点胶可根据产品需求设置出胶量、涂脂可根据产品需求设置出脂量、扳手可根据产品需求设置拧紧扭矩,提高经济效益。
40.虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1