一种冲剪机构的制作方法
1.本发明涉及片材加工设备技术领域,尤其是指一种片材加工用的冲剪机构。
背景技术:
2.在日常生活中,我们随处可见标识牌,标识牌大致可分为:1、提示牌,例如:在此工作、从此上下、止步、高压危险、当心坑洞、方向牌等;2、禁止牌,例如:禁止烟火、禁止跨越、禁止攀登、禁止吸烟等;3、警告牌;例如当心机械伤人、高压危险、当心夹手等。
3.标识牌一般采用片材通过多次加工而成。现有的加工方式大部分采用人工齐边和裁切,人工冲剪和分拣。其生产效率低,人力成本高,并且因人工作业误差大,最终产品的一致性难以保证,不能满足实际生产的需求,亟需提供一种解决方案。
技术实现要素:
4.本发明针对现有技术的不足,提供一种冲剪机构,其对物料进行送料、冲孔和剪裁等自动化加工,大大提高了生产效率,产能易扩大,降低人力成本,并且保证产品质量的一致性,以满足生产的需求。
5.为了解决上述技术问题,本发明采用如下技术方案:
6.本发明提供一种冲剪机构,包括冲剪机架、设置于冲剪机架的冲剪送料装置、冲剪定位平台、冲孔装置及剪板装置;使用时,将物料放置于冲剪定位平台进行定位,所述冲剪送料装置移动物料依次通过冲孔机构和剪板装置,以实现物料的冲孔和剪板。
7.其中,所述冲剪送料装置包括送料夹紧组件及用于驱动送料夹紧组件沿着冲剪定位平台移动的送料驱动组件;所述送料夹紧组件包括夹紧手指气缸及与夹紧手指气缸的手指连接的夹紧块;所述送料驱动组件采用传送带机构,所述送料夹紧组件与同步带机构驱动连接,所述同步带机构延伸至剪板装置处。
8.其中,所述冲剪定位平台包括第一定位平台、与第一定位平台并列设置的第二定位平台、以及调整第一定位平台与第二定位平台的并列设置后的宽度的定位调整机构,所述第一定位平台与第二定位平台之间设置有用于使送料夹紧组件通过的送料通道;
9.所述第一定位平台和第二定位平台均包括承载板、与承载板连接的边挡块及设置边挡块内侧的多个定位块;所述边挡块与冲剪机架采用滑轨滑套滑动连接;
10.所述定位调整机构包括设置有双螺纹的调节螺杆及用于驱动调节螺杆转动的电机,所述边挡块设置有调节连接块,所述调节螺杆采用螺母与调节连接块连接。
11.其中,所述冲孔机构包括第一冲孔模具及与第一冲孔模具并列设置的第二冲孔模具;所述第一冲孔模具和第一冲孔模具均包括冲孔模座、滑动设置于冲孔模座的冲孔模架、用于驱动冲孔模架在冲孔模座上横向移动的冲孔模座驱动机构、滑动设置于冲孔模架的冲头机构、以及用于驱动冲头机构在冲孔模架上纵向移动的冲头驱动机构。
12.其中,所述剪板装置包括剪板安装座、滑动设置于剪板安装座的切刀机构、以及用于驱动切刀机构沿着剪板安装座的长度方向移动的剪板移送驱动机构;
13.所述切刀机构的进料端设置有用于将物料引导至切刀处进行切板的导向板。
14.其中,所述冲剪机构还包括同步带机构和识别装置,所述同步带机构的进料端与剪板装置的出料端处,所述识别装置位于所述同步带机构出料端处。
15.其中,所述冲剪机构还包括分向装置;所述冲剪送料装置、冲剪定位平台、冲孔装置、剪板装置、识别装置及同步带机构均并列设置有两个,以形成两条冲剪线,所述两条冲剪线并列分布于分向装置出料端的两侧。
16.其中,所述分向装置包括分向取料机构、用于驱动分向取料机构旋转的分向旋转驱动机构及用于驱动分向取料机构移动的分向移动驱动机构,所述分向旋转驱动机构与分向移动驱动机构驱动连接,所述分向取料机构与分向旋转驱动机构驱动连接。
17.其中,所述分向旋转驱动机构包括连接于分向移动驱动机构的旋转安装座、安装于旋转安装座的分向转轴、与分向转轴的一端连接的分向连接块及安装于旋转安装座的分向气缸,所述分向气缸的活塞杆与分向连接块连接,所述分向取料机构与分向转轴的另一端连接。
18.其中,冲剪机构还包括分向装置还包括分拣装置,所述分拣装置设置于同步带机构的出料端;所述分拣装置包括分拣吸盘、用于驱动分拣吸盘移动的分拣驱动机构及用于放置物料的多个放料盒。
19.本发明的有益效果:
20.本发明提供一种冲剪机构,所述冲剪送料装置的送料长度贯穿至剪板装置的出料端,将片材放在冲剪定位平台上,冲剪定位平台对片材进行定位,冲剪送料装置带动片材移动到冲孔装置处,冲孔装置对片材进行冲孔,冲剪送料装置继续带动片材移动到剪板装置处,剪板装置将片材切割成所需尺寸的片板,从而实现对片材进行自动加工,以便于制作标识牌。本发明对片材进行送料、冲孔和剪裁等自动化加工,大大提高了生产效率,产能易扩大,降低人力成本,并且保证产品质量的一致性,以满足生产的需求。
附图说明
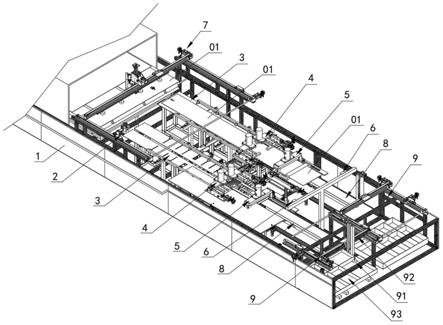
21.图1为本发明的立体结构示意图。
22.图2为本发明冲剪送料装置和冲剪定位平台立体结构示意图。
23.图3为图2中a处的放大结构示意图。
24.图4为本发明冲孔装置的立体结构示意图。
25.图5为本发明冲孔装置的另一立体结构示意图。
26.图6为本发明剪板装置的立体结构示意图。
27.图7为本发明分向装置的立体结构示意图。
28.图8为本发明分向装置的局部立体结构示意图。
具体实施方式
29.为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。以下结合附图对本发明进行详细的描述。
30.参考图1至图8所示,本实施例提供一种冲剪机构,包括冲剪机架1、设置于冲剪机架1的冲剪送料装置2、冲剪定位平台3、冲孔装置4及剪板装置5;使用时,将物料放置于冲剪
定位平台3进行定位,所述冲剪送料装置2移动物料依次通过冲孔机构4和剪板装置5,以实现物料的冲孔和剪板。如图1和图4所示,本实施例中,所述物料为片材01,所述冲剪送料装置2的送料长度贯穿至剪板装置5的出料端,将片材01放在冲剪定位平台3上,冲剪定位平台3对片材01进行定位,冲剪送料装置2带动片材01移动到冲孔装置4处,冲孔装置4对片材01进行冲孔,冲剪送料装置2继续带动片材01移动到剪板装置5处,剪板装置5将片材01切割成所需尺寸的片板,从而实现对片材01进行自动加工,以便于制作标识牌。本发明对片材01进行送料、冲孔和剪裁等自动化加工,大大提高了生产效率,产能易扩大,降低人力成本,并且保证产品质量的一致性,以满足生产的需求。
31.如图1、图2和图3所示,本实施例中,所述冲剪送料装置2包括送料夹紧组件21及用于驱动送料夹紧组件21沿着冲剪定位平台3移动的送料驱动组件22;所述送料夹紧组件21用于夹紧片材01,所述送料驱动组件22用于驱动送料夹紧组件21和片材01移动,以实现可靠地送料。具体的,所述送料夹紧组件21包括夹紧手指气缸211及与夹紧手指气缸211的手指连接的夹紧块212,其控制方便,夹料可靠;所述送料驱动组件22采用传送带机构221,所述送料夹紧组件21与传送带机构221驱动连接,所述传送带机构221延伸至剪板装置5的出料端处。所述传送带机构221传送平稳,可以满足远距离传输。
32.如图1和图2所示,所述冲剪定位平台3包括第一定位平台31、与第一定位平台31并列设置的第二定位平台32、以及调整第一定位平台31与第二定位平台32的并列设置后的宽度的定位调整机构33,所述第一定位平台31与第二定位平台32之间设置有用于使送料夹紧组件21通过的送料通道38;
33.具体的,所述第一定位平台31和第二定位平台32均包括承载板34、与承载板34连接的边挡块35及设置边挡块35内侧的多个定位块36;所述边挡块35与冲剪机架1采用滑轨滑套滑动连接;所述定位调整机构33包括设置有双螺纹的调节螺杆331及用于驱动调节螺杆331转动的电机,所述边挡块35设置有调节连接块37,所述调节螺杆331采用螺母与调节连接块37连接。将片材01放置于承载板34上时,电机驱动调节螺杆331转动,从而带动两侧边挡块35的多个定位块36对片材01进行定位,便于冲剪送料装置2将定位好的片材送入冲孔装置4处进行冲孔。该冲剪定位平台3定位方便和可靠,其设置有第一定位平台31与第二定位平台32之间预留有送料通道38,使其与冲剪送料装置2配合送料,使得送料精准、偏差小,从而保证产品的质量。
34.如图1、图4和图5所示,本实施例中,所述冲孔机构4包括第一冲孔模具41及与第一冲孔模具41并列设置的第二冲孔模具42;所述第一冲孔模具41和第二冲孔模具42均包括冲孔模座43、滑动设置于冲孔模座43的冲孔模架44、用于驱动冲孔模架44在冲孔模座43上横向移动的冲孔模座驱动机构45、滑动设置于冲孔模架44的冲头机构46、以及用于驱动冲头机构46在冲孔模架44上纵向移动的冲头驱动机构47。实际使用时,冲孔模座驱动机构45可以驱动冲孔模架44在横向移动,从而调整冲头机构46在横行冲孔的位置;所述冲头驱动机构47可以驱动冲头机构46在纵向移动,从而调整冲头机构46在纵向冲孔的位置,从适应不同尺寸和型号片材01的冲孔。所述冲头机构46可以选择现有的冲头机构,根据需要选择冲头型号和大小即可,所述冲孔模座驱动机构45和冲头驱动机构47均可以采用现有的电机结合丝杆螺母结构、气缸、电缸等机构来实现,属于现有技术,故不赘述。
35.如图1和图6所示,所述剪板装置5包括剪板安装座51、滑动设置于剪板安装座51的
切刀机构52、以及用于驱动切刀机构52沿着剪板安装座51的长度方向移动的剪板移送驱动机构53;所述切刀机构52的进料端设置有用于将物料引导至切刀处进行切板的导向板54。当片材01冲孔后,冲剪送料装置2将片材01从导向板54上送入切刀机构52,切刀机构52对片材01切割成所需尺寸的片板。剪板移送驱动机构53可以驱动切刀机构52移动,从而可以移动切刀机构52来实现片板切割长度的调节,便于对不同尺寸规格的片板进行切割。实际使用时,所述切刀机构52可以采用现有剪、切机构来实现,所述剪板移送驱动机构53可以采用现有的电机结合丝杆螺母结构、气缸、电缸等机构来实现,属于现有技术,故不赘述。
36.如图1所示,本实例中,所述冲剪机构还包括同步带机构8和识别装置6,所述同步带机构8的进料端与剪板装置5的出料端处,所述识别装置6位于所述同步带机构8出料端处。实际使用时,所述同步带机构8可以采用现有的同步带机构来实现,所述识别装置6用于识别同步带机构8是否有物料及物料的特征,可以采用现有ccd识别技术或光电传感器等,均属于现有技术,故不赘述。
37.如图1所示,本实例中,所述冲剪机构还包括分向装置7;所述冲剪送料装置2、冲剪定位平台3、冲孔装置4、剪板装置5、识别装置6及同步带机构8均并列设置有两个,以形成两条冲剪线,所述两条冲剪线并列分布于分向装置7出料端的两侧。使用时,分向装置7将片材01进行分向,并将片材01移动到其中一条冲剪线上进行加工,本实施例中采用两条冲剪线同时进行加工,提进一步提高生产的效率。
38.如图1、图7和图8所示,本实例中,所述分向装置7包括分向取料机构71、用于驱动分向取料机构71旋转的分向旋转驱动机构72及用于驱动分向取料机构71移动的分向移动驱动机构73,所述分向旋转驱动机构72与分向移动驱动机构73驱动连接,所述分向取料机构71与分向旋转驱动机构72驱动连接。
39.实际使用时,所述分向移动驱动机构73驱动分向取料机构71和分向旋转驱动机构72移动到片材01的上方,分向取料机构71抓取或吸取片材01,分向旋转驱动机构72驱动分向取料机构71和片材01一起旋转到所需角度后,再将片材01防止在冲剪定位平台3上。所述分向移动驱动机构73根据需要可以采用现有的x轴单轴、xy双轴或者xyz三轴驱动机构来实现,所述分向取料机构71可以采用现有吸盘机构来实现,故不再赘述。
40.具体的,所述分向旋转驱动机构72包括连接于分向移动驱动机构73的旋转安装座721、安装于旋转安装座721的分向转轴722、与分向转轴722的一端连接的分向连接块723及安装于旋转安装座721的分向气缸724,所述分向气缸724的活塞杆与分向连接块723连接,所述分向取料机构71与分向转轴722的另一端连接。实际工作时,分向气缸724驱动分向连接块723摆动,分向连接块723带动分向转轴722转动,从而带动分向取料机构71和片材01旋转90
°
,将片材01调整好方向后,便于将片材01移动到冲剪线上进行加工。本分向旋转驱动机构72不仅结构稳定可靠,其还成本低,便于控制。
41.如图1所示,本实例中,冲剪机构还包括分向装置7还包括分拣装置9,所述分拣装置9设置于同步带机构8的出料端;所述分拣装置9包括分拣吸盘91、用于驱动分拣吸盘91移动的分拣驱动机构92及用于放置物料的多个放料盒93。当片材01切割成所需尺寸的片板,通过同步带机构8输送至分拣装置9处,所述识别装置6检测到片板,所述分拣驱动机构92驱动分拣吸盘91将片板吸取到放料盒93中以实现收料。分拣驱动机构92根据需要可以采用现有的x轴单轴、xy双轴或者xyz三轴驱动机构来实现,故不再赘述。
42.以上所述,仅是本发明较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明以较佳实施例公开如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1