一种基于激光跟踪仪的穿孔机中心线标定方法与流程
1.本发明属于无缝钢管制造技术领域,具体涉及一种基于激光跟踪仪的穿孔机中心线标定方法。
背景技术:
2.穿孔机作为无缝钢管生产的主要设备,其主要由穿孔机前台、主轧机和穿孔机后台装置三部分组成。热轧无缝钢管穿孔工序的一大产品质量问题是壁厚不均。一旦穿孔机轧制中心线出现偏差,毛管就会产生明显的壁厚不均,而穿孔毛管壁厚偏差在后续工序若不能消除,则会导致产品最终的质量缺陷,影响生产合格率增加切头尾,进而影响整个生产过程中的经济效益。
3.穿孔轧制中心线是一条虚拟的线,即轧制时的中心线,主轧机部分即穿孔辊、导板构成的封闭孔型的中心线,它决定着穿孔机所轧制毛管壁厚的均匀度。一般情况下,生产时必须保证穿孔机主机的孔型中心线和前后台中心线重合。当穿孔机出现穿孔毛管壁厚不均而采用其他方法又不能消除时,此时就需要校核穿孔机中心线。
4.要确保穿孔机前台、机内外三辊定心装置、顶杆小车的中点在同一条直线上,导板,轧辊到中心线距离相等,喂入角和辗轧角满足工艺要求,然后根据操作经验进行导板或轧辊中心线的微调。
技术实现要素:
5.本发明的目的在于提供一种效果好,满足工艺要求,可消除穿孔毛管壁厚不均的基于激光跟踪仪的穿孔机中心线标定方法,以解决上述背景技术中提出的问题。
6.为达到上述技术目的,本发明的技术方案:一种基于激光跟踪仪的穿孔机中心线标定方法,包括以下步骤:(1)利用sa软件建立三维坐标系:穿孔机前台两侧的牌坊上各预留有一个定位孔,利用两所述定位孔的直线中点作为前基准点;利用激光跟踪仪对顶杆小车安装顶杆处的内表面测量一圈后拟合圆柱,所述圆柱的中心作为后基准点;将所述前基准点和所述后基准点连线作为中心线和x轴,拾取两所述定位孔的中心与所述顶杆小车的中心三点做一平面,作为基准平面,垂直于所述基准平面的轴为z轴,建立三维坐标系;(2)选取内外同心表面光滑的样管,将定心装置打开后抱住样管到抱顶杆位,对样管内圈进行点测量后在sa软件中拟合出圆柱,所述圆柱的中心即为所述定心装置的中心;(3)通过查看所述定心装置的中心到所述中心线的距离即可得出所述定心装置相对于所述中心线的偏移量,因x轴方向与所述中心线方向一致,偏移量显示的y、z坐标值即为所述定心装置的左右和上下偏移量,根据所述定心装置的左右和上下偏移量调整所述定心装置的位置,使所述定心装置的中心向所述中心线接近。
7.作为一种改进,所述穿孔机的轧辊角度包括喂入角和碾轧角,所述喂入角和碾轧角在生产过程中不可调,只能在停机过程中利用所述激光跟踪仪测量调节。
8.作为进一步地改进,所述喂入角的标定方法是:将靶球放置在专用靶座上,靶座用热熔胶枪固定在所述穿孔机的轧辊上,控制轧辊以一定的速度带动靶球沿所述轧辊的轴线转动,扫描出所述轧辊的转动轨迹是连续的点,将所述连续的点拟合圆周,采用此方法,在所述轧辊前后各做一个圆周,两个圆周的中心连线即为所述轧辊的工作轴线,将上、下两轧辊的工作轴线分别投影到x
‑
y轴平面上做直线,查询所述直线与x
‑
z轴平面的角度,即为送进角。
9.优选的,所述喂入角为8
‑
15
°
。
10.作为进一步地改进,所述碾轧角的标定方法是:将靶球放置在专用靶座上,靶座用热熔胶枪固定在所述穿孔机的轧辊上,控制轧辊以一定的速度带动靶球沿所述轧辊的轴线转动,扫描出所述轧辊的转动轨迹是连续的点,将所述连续的点拟合圆周,采用此方法,在所述轧辊前后各做一个圆周,两个圆周的中心连线即为所述轧辊的工作轴线,将上、下两轧辊的工作轴线分别投影到x
‑
z轴平面上做直线,查询所述直线与x
‑
y轴平面的角度,即为碾轧角。
11.作为一种改进,所述定心装置的左右偏移量大约为0.2mm。
12.作为一种改进,所述定心装置的上下偏移量大约为1.3mm。
13.作为一种改进,步骤(1)中,利用sa软件建立三维坐标系之前,先利用omnical软件对所述激光跟踪仪做前后视检查,利用1.qvc功能将检查结果的误差进行补偿。
14.作为进一步地改进,对支撑所述激光跟踪仪的支撑三脚架进行水平调节,确保所述支撑三脚架的实际水平与所述激光跟踪测距仪的内置电子水平仪重合。
15.作为一种改进,所述激光跟踪仪配备有高集成度的气象站,可补偿因环境因素带来的测量误差。
16.本发明斜轧穿孔过程的运动学原理是:斜轧穿孔过程是工模具(轧辊、顶头和导板)与工件(管坯、毛管)之间相互作用的过程,用以研究工模具与工件的运动参量,即轧辊与工件各速度分量及彼此之间的相互关系。研究斜轧穿孔过程运动学的意义在于了解斜轧穿孔工模具的几何形状、尺寸大小、以及穿孔机的各个工艺参数对轧辊速度和工件金属流动速度影响情况,为工模具设计、制定生产工艺等提供理论基础。
17.穿孔机的上下两个轧辊反方向旋转,当管坯送进轧辊时,管坯在两轧辊与两侧导板的孔腔中做螺旋轧制运动,靠金属和轧辊之间的摩擦力作用,带动管坯反向旋转,并且作向前运动。使管坯在径向受到压缩,轴向产生伸长,在与顶头的配合下,形成毛管。
18.轧辊表面上任意一点的圆周速度为:w==(2
‑
1)式中d—点所在界面的轧辊直径,mm;n—轧辊转速,转/min。
19.假设管坯在轧辊的轧制过程中没有滑动,管坯的理论轴向速度与理论切向速度将与轧辊表面相应点处相等。但在实际轧制中,轧辊旋转带动管坯转动,管坯与轧辊表面之间就不可避免地产生滑移,所以,一般金属运动速度小于轧辊转动速度,只考虑喂入角α,不考虑辗轧角β,速度w可分解为与轧制线平行的轴向速度分量wo和与轧制线垂直的切向速度分量wt。所以有:
w0=wsinα=dωsinα(2
‑
2)。w
t
=wcosα=dωcosα(2
‑
3)。式中:α—喂入角,
°
。
20.当考虑辗轧角β时,切向速度分量不变,而轴向速度分量还将旋转一角度β,所以公式变为:w0=wsinαcosβ=dωsinαcosβ(2
‑
4)。w
t
=wcosβ=dωcosβ(2
‑
5)。式中 β—辗轧角,
°
。v0=w0η0=dωsinαcosβη0(2
‑
6)。v
t
=w
t
η
t
=dωcosαη
t
(2
‑
7)。
21.式中:η
t
—切向滑移系数,通常取1;η0—轴向滑移系数。穿孔机的轴向滑移系数一般取:η0=0.68(inα+0.05)(2
‑
8)。式中:d1—入口断面管坯直径,mm:d2—顶头外径,mm;ε0—顶头前管坯的径向压下率,%;k—轧辊个数,通常取2。
22.由于采用上述技术方案,本发明的有益效果:本发明提供的方法,以φ273机组为平台,利用激光跟踪仪对穿孔机中心线和穿孔辊角度标定;建立了斜轧穿孔机的运动学模型,利用omnical软件对激光跟踪仪进行精度检查之后,在sa软件上以穿孔机前台和顶杆小车为基准建立坐标系,分别对各个基准点进行三维坐标测量;用靶球接光均匀的对样管内圆进行点测量拟合出圆柱,调整前测量东西方向的偏差为
‑
0.58~3.16 mm,上下为
‑
2.44~4.39 mm;调整后东西方向偏差为
‑
0.24~1.43 mm,上下为
‑
1.34~1.3 mm,各中点明显接近中心线,效果较好;上轧辊的喂入角为10.1064
ꢀ°
,辗轧角15.2733
ꢀ°
;下轧辊喂入角10.1082
ꢀ°
,辗轧角15.2772
ꢀ°
;西导板到中心线距离300.56 mm,东导板到中心线距离300.51 mm,均满足工艺要求。
附图说明
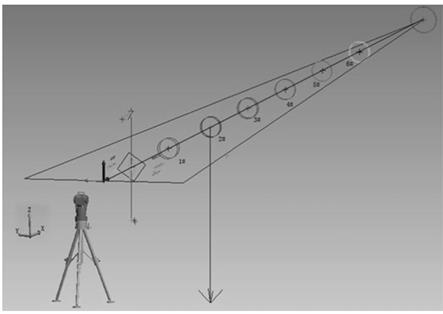
23.图1是本发明提供的sa软件中的测量界面图。
具体实施方式
24.下面结合具体实施方式及附图对本发明作进一步的说明。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图。
25.如图1所示,一种基于激光跟踪仪的穿孔机中心线标定方法,包括以下步骤:
(1)利用omnical软件对激光跟踪仪做前后视检查,利用1.qvc将检查结果的误差进行补偿以保证测量结果的准确性,激光跟踪仪为美国api公司生产的radian plus激光跟踪仪,配备有隐藏点测量功能,跟踪仪主机连接有高集成度的气象站,用以自动补偿因工作环境温度、湿度条件等带来的测量误差;(2)对支撑激光跟踪仪的支撑三脚架进行水平调节,确保支撑三脚架的实际水平与内置电子水平仪重合;(3)利用sa软件建立坐标系内的虚拟水平,具体步骤如下:穿孔机前台两侧的牌坊上各预留有一个定位孔,利用两定位孔的直线中点作为前基准点;对顶杆小车安装顶杆处的内表面测量一圈后拟合圆柱,圆柱的中心作为后基准点;将前基准点和后基准点连线作为中心线和x轴,拾取两定位孔的中心与顶杆小车的中心三点做一平面,作为基准平面,垂直于基准平面的轴为z轴,建立三维坐标系;(4)选取内外同心表面光滑的样管,将定心装置打开后抱住样管到抱顶杆位,对样管内圈进行点测量后在sa(spatial analyzer)软件中做圆柱,圆柱的中心即为定心装置的中心;(5)通过查看定心装置的中心到所述中心线的距离即可得出所述定心装置相对于所述中心线的偏移量,因x轴方向与所述中心线方向一致,偏移量显示的y、z坐标值即为所述定心装置的左右和上下偏移量,根据定心装置的左右和上下偏移量调整定心装置的位置,使定心装置的中心向中心线接近。
26.穿孔机的轧辊角度包括喂入角和碾轧角,喂入角的标定方法是:将靶球放置在专用靶座上,靶座用热熔胶枪固定在所述穿孔机的轧辊上,控制轧辊以一定的速度带动靶球沿所述轧辊的轴线转动,扫描出轧辊的转动轨迹是连续的点,将所述连续的点拟合圆周,采用此方法,在轧辊前后各做一个圆周,两个圆周的中心连线即为轧辊的工作轴线,将上、下两轧辊的工作轴线分别投影到x
‑
y轴平面上做直线,查询该直线与x
‑
z轴平面的角度,即为喂入角,喂入角一般为8
‑
15
°
,将上、下两轧辊的工作轴线分别投影到x
‑
z轴平面上做直线,查询该直线与x
‑
y轴平面的角度,即为碾轧角。
27.由于该穿孔机组前后台的设置为南北放置,只需查询东西方向(左右方向)和高低方向的偏移即可,根据测量结果,对机内外定心装置进行微调,机内外定心装置调试前、后的测量结果如表1所示:
表1由于该坐标系是以穿孔机前台和顶杆小车为基准建立的坐标系,所以中心坐标都为0,1#定心装置为机内定心,2#~6#定心装置为机外定心。从表1中可以看出,测量前东西方向的偏差为
‑
0.58~3.16 mm,上下偏差为
‑
2.44~4.39 mm;调整后东西方向偏差为
‑
0.24~1.43 mm,上下偏差为
‑
1.34~1.3 mm,各中点明显向中心线接近,离中心线的偏移量较小,符合工艺要求(通常工艺要求不超过
±
2mm)。
28.轧辊角度和导板距离测量结果如表2所示:ꢀ送进角(
°
)碾轧角(
°
)ꢀ距离(mm)上辊角度10.106415.2733西导板300.56下辊角度10.108215.2772东导板300.51表2从表2可以看出,上、下轧辊送进角(喂入角)和辗轧角的角度基本一致,东、西导板中心线偏差不大,均在合理范围之内。
29.以上所述本发明的具体实施方式,并不构成对本发明保护范围的限定。任何根据本发明的技术构思所做出的各种其他相应的改变与变形,均应包含在本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1