二维码的加工方法及激光加工系统与流程
本发明属于激光加工,特别是涉及一种二维码的加工方法及激光加工系统。
背景技术:
1、在工业3.0时代,工业化、数字化以及标准化管理已成为高新技术产业的基本原则。而二维码追溯是通过在产品的特定区域标记二维码,将产品从原材料、生产、加工、存储、运营以及售后等信息关联在二维码信息中。此外,玻璃产品已经渗透到人们生活中的方方面面,大到玻璃展窗,小到手机的玻璃后盖。并且,越来越多的厂商在玻璃产品上印制二维码来标注其信息,从而便于玻璃制品的售后处理,以及便于消费者查看玻璃制品的信息。
2、现有技术中,二维码图层通常是标记在玻璃产品上的表面,且在玻璃产品表面生成的微型二维码存在着码点堆积严重、码点模糊不清以及识码率差等问题。
技术实现思路
1、本发明实施例解决了玻璃产品表面生成的微型二维码存在着码点堆积严重、码点模糊不清以及识码率差的问题,提供了一种二维码的加工方法及激光加工系统。
2、鉴于以上问题,本发明实施例提供的一种二维码的加工方法,包括:
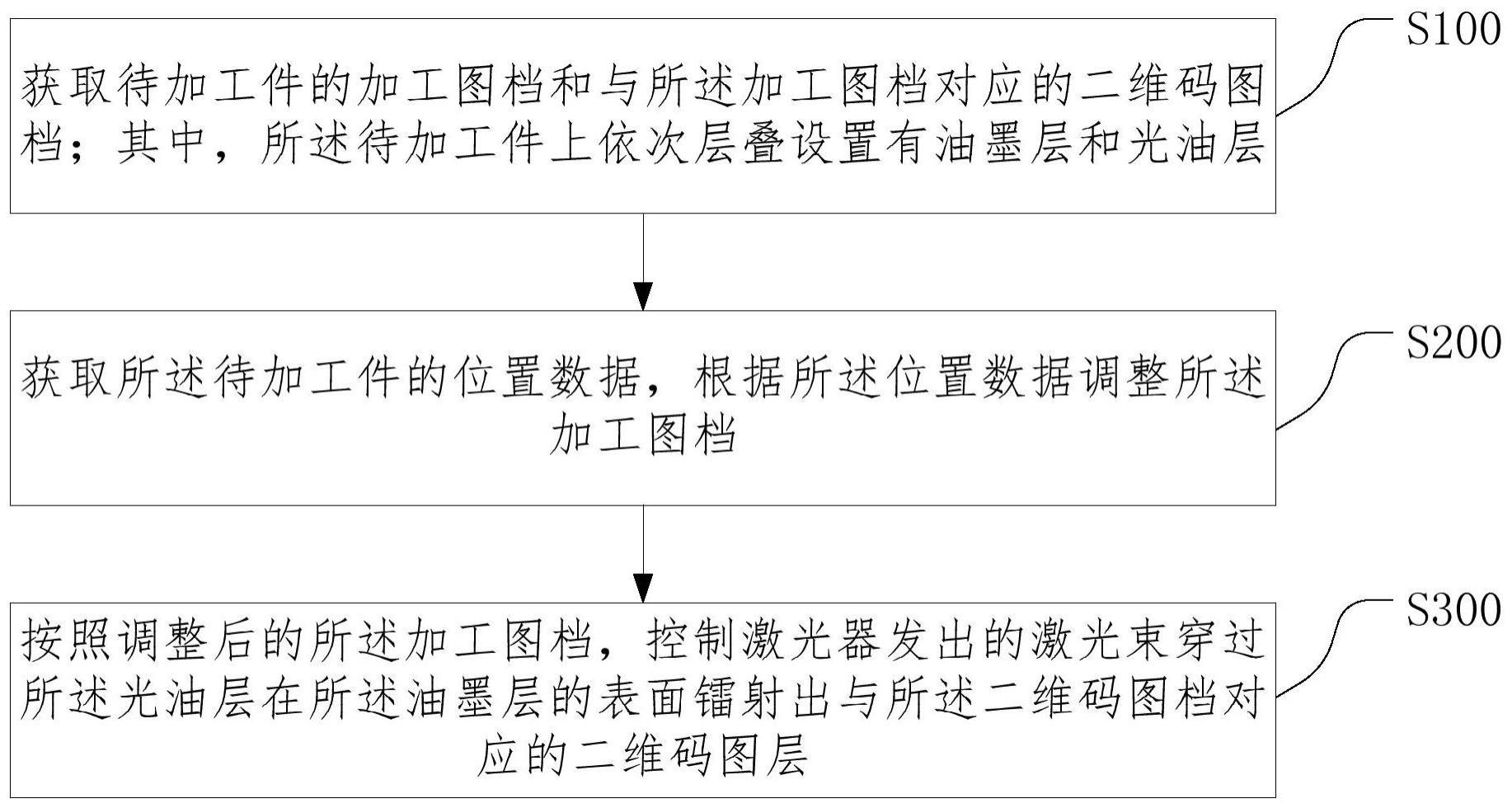
3、获取待加工件的加工图档和与所述加工图档对应的二维码图档;其中,所述待加工件的待加工表面依次层叠设置有油墨层和光油层;
4、获取所述待加工件的位置数据,根据所述位置数据调整所述加工图档;
5、按照调整后的所述加工图档,控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层。
6、可选地,所述获取待加工件的加工图档和二维码图档之前,包括:
7、获取所述待加工件的尺寸数据;
8、通过三维建模方法,根据所述尺寸数据构建与所述二维码图档对应的所述加工图档。
9、可选地,所述控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层,包括:
10、检测所述激光器是否发出所述激光束;
11、在检测到所述激光器发出所述激光束时,启动抽尘设备,通过控制所述抽尘设备抽走油墨粉尘;其中,所述油墨粉尘为所述激光束在所述油墨层上加工所述二维码图层产生;
12、在检测到所述激光器未发出所述激光束时,关闭所述抽尘设备。
13、可选地,所述获取待加工件的加工图档和二维码图档之前,包括:
14、控制移印油墨设备采用移印油墨工艺在所述待加工件的表面上印刷所述油墨层;
15、控制光油设备在印刷后的所述油墨层的表面印刷所述光油层。
16、可选地,所述控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层之后,包括:
17、检测所述二维码图层是否符合预设要求;
18、将符合预设要求的所述二维码图层所对应的所述待加工件标记为合格件。
19、可选地,所述检测所述二维码图层是否符合预设要求,包括:
20、控制蓝色环形光源照射所述待加工件;
21、控制读码相机采集所述待加工件中所述二维码图层的图像和尺寸;
22、将采集的所述图像和与所述二维码图层对应的预设图像进行比对,得到第一比对结果;
23、将采集的所述尺寸和与所述二维码图层对应的预设尺寸进行比对,得到第二比对结果;
24、根据所述第一比对结果和所述第二比对结果,检测所述二维码图层是否符合预设要求。
25、可选地,所述获取所述待加工件的位置数据,根据所述位置数据调整所述加工图档,包括:
26、通过视觉相机获取所述待加工件的位置数据,根据所述位置数据确定出所述待加工件的中心点位置和边缘线位置;
27、将所述加工图档的中心点与所述中心点位置重合;
28、以重合后的所述中心点为中心旋转所述加工图档,令所述加工图档的边缘与相应的所述边缘线位置平行。
29、可选地,所述二维码图档的长度小于或等于0.4mm,所述二维码图档的宽度小于或等于0.4mm。
30、可选地,所述激光器的加工速度为100mm/s~200mm/s,频率为70khz~90khz,释放时间为1us~3us,空跳速度为100mm/s~200mm/s,所述激光器的功率为0.01w~0.03w。
31、本发明另一实施例还提供了一种激光加工系统,其特征在于,包括激光器、加工平台以及控制器,所述待加工件安装在所述加工平台上,所述控制器用于执行上述的二维码的加工方法。
32、本发明中,所述待加工件的待加工表面依次层叠设置有油墨层和光油层,并获取获取待加工件的加工图档和与所述加工图档对应的二维码图档,该加工图档可以反映待加工件的样式;再获取待加工件的位置数据,根据所述位置数据调整所述加工图档;从而可以根据调整后的所述加工图档,自动控制激光器在油墨层的表面镭射出与所述二维码图档对应的二维码图层。在激光束穿过所述光油层在所述油墨层的表面镭射出所述二维码图层的过程中,所述光油层可以起到保护所述二维码图层的作用,即所述光油层可以防止所述二维码图层挥发、以及外界环境干扰所述二维码图层,从而提升了二维码图层的识别率和清晰度。另外,所述激光器以较低的功率发射所述激光束,从而在所述光油层上镭射所述二维码图层的码点很小,从而减少了所述二维码图层中码点的堆积量,且保证所述二维码图层的清晰度和识别率的前提下,可以在所述待加工件上镭射出细微的二维码图层,加工的二维码图层的尺寸可以小于0.4mmx0.4mm。
技术特征:
1.一种二维码的加工方法,其特征在于,包括:
2.根据权利要求1所述的二维码的加工方法,其特征在于,所述获取待加工件的加工图档和二维码图档之前,包括:
3.根据权利要求1所述的二维码的加工方法,其特征在于,所述控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层,包括:
4.根据权利要求1所述的二维码的加工方法,其特征在于,所述获取待加工件的加工图档和二维码图档之前,包括:
5.根据权利要求1所述的二维码的加工方法,其特征在于,所述控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层之后,包括:
6.根据权利要求5所述的二维码的加工方法,其特征在于,所述检测所述二维码图层是否符合预设要求,包括:
7.根据权利要求1所述的二维码的加工方法,其特征在于,所述获取所述待加工件的位置数据,根据所述位置数据调整所述加工图档,包括:
8.根据权利要求1所述的二维码的加工方法,其特征在于,所述二维码图层的长度小于或等于0.4mm,所述二维码图层的宽度小于或等于0.4mm。
9.根据权利要求1所述的二维码的加工方法,其特征在于,所述激光器的加工速度为100mm/s~200mm/s,频率为70khz~90khz,释放时间为1us~3us,空跳速度为100mm/s~200mm/s,所述激光器的功率为0.01w~0.03w。
10.一种激光加工系统,其特征在于,包括激光器、加工平台以及控制器,所述待加工件安装在所述加工平台上,所述控制器用于执行如权利要求1至9任意一项所述的二维码的加工方法。
技术总结
本发明属于激光加工技术领域,特别是涉及一种二维码的加工方法及激光加工系统。该二维码的加工方法包括获取待加工件的加工图档和与所述加工图档对应的二维码图档;其中,所述待加工件的待加工表面依次层叠设置有油墨层和光油层;获取所述待加工件的位置数据,根据所述位置数据调整所述加工图档;按照调整后的所述加工图档,控制激光器发出的激光束穿过所述光油层在所述油墨层的表面镭射出与所述二维码图档对应的二维码图层。本发明中,在待加工件上镭射出的二维码图层的清晰度高、码点堆积少,提高了二维码图层的识别率。
技术研发人员:李锋,彭云贵,覃晓荣,周小荣,张铮,赵龙飞,周李律,曹洪涛,高云峰
受保护的技术使用者:大族激光科技产业集团股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!