一种型钢圈煨制方法及装置与流程
本发明属于大型储物槽罐加固用型钢圈,特别是涉及一种型钢圈煨制方法。
背景技术:
1、在大型储物槽罐设计时,一般设计均带有加强、加固的角钢、槽钢或工字钢等型钢圈或钢箍,在大型储物槽罐安装过程中普遍使用,这些大型钢圈在制作过程中一般采用中频加热煨制方法,但目前采用的型钢圈煨制方法,辅助工具繁多,煨制效率较低,价格偏高,而且角钢、槽钢、工字钢等型钢进行煨制合适尺寸有时需要根据实际情况进行调整,在现场施工和根据现场的布局与调整时操作不便。
2、因此,开发设计出一种型钢圈煨制方法,通过在施工现场根据现场狭小空间进行合适布局,在现场小场地就地取材,利用简单工具对大型钢圈进行现场煨制加工,确保钢圈煨制加工方便快捷,省时省力的需求就显得尤其重要。
技术实现思路
1、本发明提供一种型钢圈煨制方法以解决大型储物槽罐的钢圈煨制不利于在现场加工和调整,煨制时效率低下,费时费力的问题。
2、本发明的目的及解决其技术问题是采用以下技术方案来实现的。
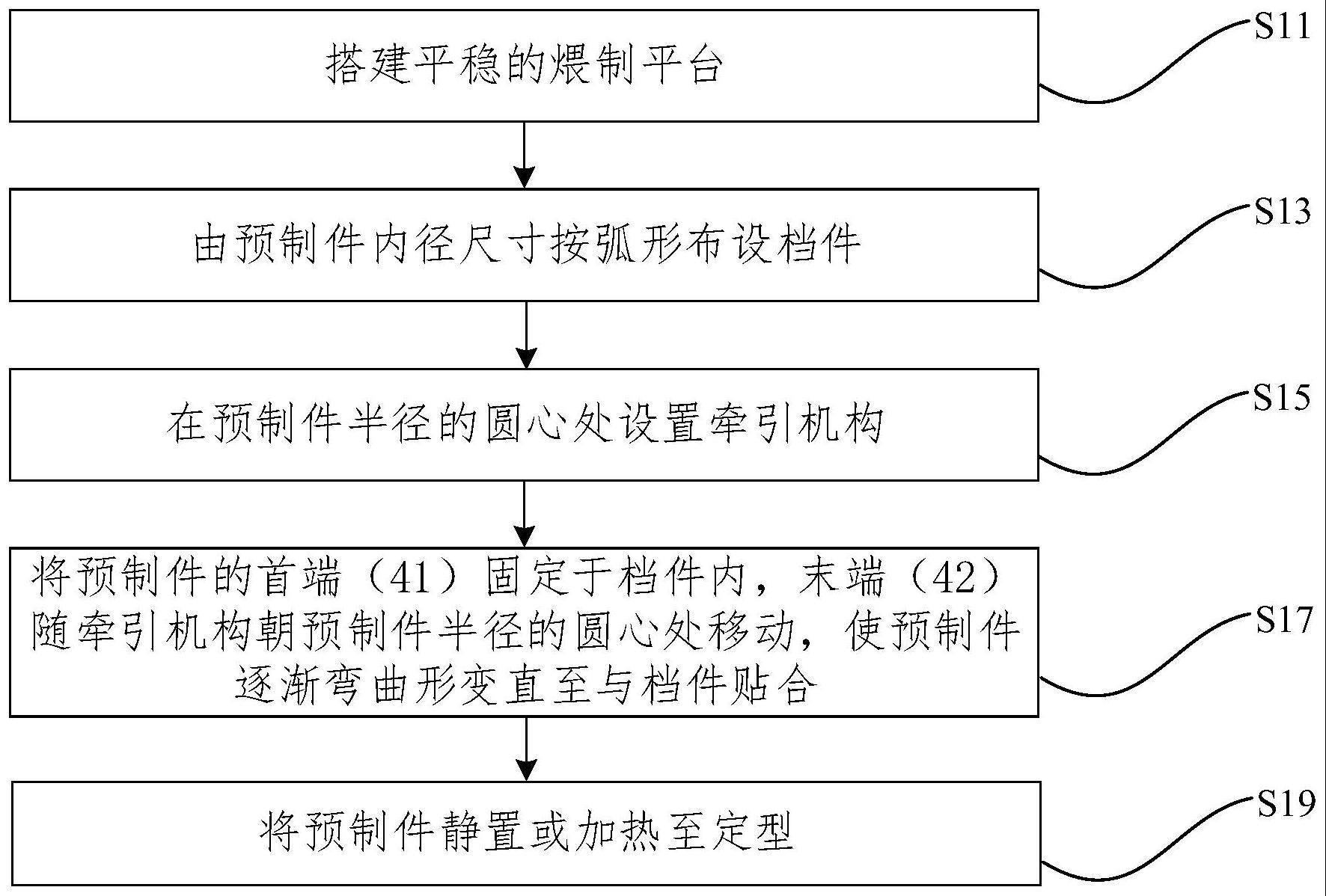
3、本发明第一方面提出一种型钢圈煨制方法,所述方法包括如下步骤:s11:搭建平稳的煨制平台;s13:由预制件内径尺寸按弧形布设档件;s15:在预制件半径的圆心处设置牵引机构;s17:将预制件的首端41固定于档件内,末端42随牵引机构朝预制件半径的圆心处移动,使预制件逐渐弯曲形变直至与档件贴合;s19:将预制件静置或加热至定型;撤除牵引机构和档件。
4、可选的,搭建平稳的煨制平台包括:将煨制平台的底面垫高,使煨制平台与地面具有间距。
5、可选的,由预制件内径尺寸按弧形布设档件包括:根据预制件内径尺寸在预制件弧形结构朝圆心一侧沿预制件内弧形边缘设置内档件,在预制件弧形结构煨制的起始点远离圆心一侧设置外档件。
6、可选的,沿预制件内弧形边缘设置内档件包括:在预制件弧形结构朝圆心一侧的方向上,沿预制件弧形内边缘间隔设置多个与煨制平台固定的固定件;其中,间隔大小根据预制件弧形结构的尺寸大小设定。
7、可选的,在预制件半径的圆心处设置牵引机构包括:由卷扬机、滑轮、钢丝绳和牵引件构成牵引机构,将滑轮设置在预制件半径的圆心处;钢丝绳一端穿过滑轮与牵引件固定连接,另一端与卷扬机连接。
8、可选的,将预制件的首端41固定于档件内,末端42随牵引机构朝预制件半径的圆心处移动,使预制件逐渐弯曲形变直至与档件贴合包括:将单根或者双根型钢组合并固定连接;将预制件的首端41放置在预制件弧形结构煨制的起始点位置;用外档件将起始点位置的预制件卡接固定;垫起预制件的底部,将牵引件与预制件的末端42的自由端连接;启动卷扬机,由卷扬机卷收钢丝绳带动滑轮另一端的牵引件牵引预制件的自由端,使预制件逐渐弯曲形变直至与内档件贴合;关闭卷扬机。
9、可选的,在将预制件静置或加热至定型之前和在使预制件逐渐弯曲形变直至与档件贴合之后还包括:在预制件的自由端设置外档件将逐渐弯曲形变的预制件固定在外档件和内档件之间。
10、可选的,将预制件静置或加热至定型包括:将起始点至预制件的自由端之间分段;将预制件各段从起始点开始依次进行静置或加热至定型,直至预制件全部与档件贴合并定型。
11、可选的,将预制件各段从起始点开始依次进行静置或加热至定型,包括:在前段预制件静置或加热至定型后,开启卷扬机将后段预制件牵引至与内档件贴合后关闭卷扬机;对后段预制件进行静置或加热至定型。
12、可选的,预制件静置或加热至定型包括:对与内档件贴合而未定型的预制件进行静置;或对与内档件贴合而未定型的预制件部位进行加热,使与内档件贴合的而未定型的预制件定型。
13、可选的,预制件静置或加热至定型还包括:对定型后的预制件的定型部进行调整包括:移动内档件和外档件的相对位置缩小半径尺寸对待调整的预制件弧度让待调整的预制件自然回弹,对待调整的预制件局部进行加热使,校正待调整的预制件弧度。
14、可选的,型钢圈煨制方法还包括在预制件定型后撤除牵引机构和档件。
15、本发明第二方面提供一种钢圈煨制装置,该装置包括:平稳的煨制平台、由预制件内径尺寸按弧形布设的档件和在预制件半径的圆心处设置的牵引机构;档件固定在平稳的煨制平台上表面,预制件的首端41固定于档件内,末端42与牵引机构连接并随牵引机构朝预制件半径的圆心处移动,使预制件逐渐弯曲形变直至与档件贴合,将预制件定型。
16、可选的,档件包括在预制件弧形结构朝圆心一侧沿预制件弧形边缘设置的内档件和在预制件弧形结构远离圆心一侧设置的外档件;其中,内档件为多个,呈间隔排布。
17、可选的,外档件为多个,呈间隔排布。
18、可选的,牵引机构包括设置在预制件半径的圆心处与煨制平台固定连接的滑轮,固定预制件的牵引件,固定在煨制平台表面的卷扬机,以及穿过滑轮分别与牵引件和卷扬机连接的钢丝绳;钢丝绳在卷扬机的带动下通过滑轮和牵引件使预制件弯曲变形至与档件贴合。
19、本发明与现有技术相比具有明显的优点和有益效果。借由上述技术方案,本发明至少具有以下优点及有益效果之一:
20、一、本发明提供的型钢圈煨制方法,通过在施工现场狭小空间内搭建平稳的煨制平台;由预制件内径尺寸按弧形布设内档件和外档件;在预制件半径的圆心处设置牵引机构;将预制件的首端41固定于档件内,末端42随牵引机构朝预制件半径的圆心处移动,使预制件逐渐弯曲形变直至与档件贴合;将预制件静置或加热至定型;撤除牵引机构和档件。本发明通过采用简单的辅助工具,将型钢预制件在煨制平台进行煨制,方便快捷,省时省力,提升了煨制的效率,适于现场对预制件的煨制加工和调整。
21、二、本发明通过在预制件弧形结构朝圆心一侧的方向上,沿预制件弧形内边缘间隔设置多个与煨制平台固定的固定件;其中,间隔大小根据预制件弧形结构的尺寸大小设定。上述固定件可以通过焊接方式固定在煨制平台表面,或者通过螺栓、卡口、销轴等固定方向进行固定和调整,使煨制工艺设置灵活,便于逐步分段进行煨制,也可整体上分段同时进行煨制。
22、三、本发明通过由卷扬机、滑轮、钢丝绳和牵引件构成牵引机构,将滑轮设置在预制件半径的圆心处;钢丝绳一端穿过滑轮与牵引件固定连接,另一端与卷扬机连接,由卷扬机提供使预制件弯曲变形的动力,而且控制简单、方便、快捷。
23、四、本发明通过在将预制件静置或加热至定型之前和在使预制件逐渐弯曲形变直至与档件贴合之后还包括:在预制件的自由端设置外档件将逐渐弯曲形变的预制件固定在外档件和内档件之间,通过将起始点至预制件的自由端之间分段;将预制件各段从起始点开始依次进行静置或加热至定型,直至预制件全部与档件贴合并定型。采用卷扬机和外档件将逐渐弯曲形变的预制件固定在外档件和内档件之间,节省了弯曲预制件的人工,省时省力;通过多个外档件和内档件的设置,使预制件进行静置或加热至定型时能够逐步分段进行煨制,也可整体上分段同时进行煨制,进一步提升了煨制的灵活性及效率。
24、五、本发明预制件静置或加热至定型还包括:对定型后的预制件的定型部进行调整,该调整包括:通过牵引件牵引预制件待调整位置,移动内档件和外档件的相对位置缩小半径尺寸对待调整的预制件弧度让待调整的预制件自然回弹,对待调整的预制件局部进行加热,校正待调整的预制件弧度;加热至待调整的预制件部位合弧;撤除牵引机构和档件获得调整好的合弧的预制件,使预制件的调整简单、便捷和高效。
25、六、本发明提供由平稳的煨制平台、由预制件内径尺寸按弧形布设的档件和在预制件半径的圆心处设置的牵引机构构成的钢圈煨制装置,通过将档件固定在平稳的煨制平台上表面,预制件的首端41固定于档件内,末端42与牵引机构连接并随牵引机构朝预制件半径的圆心处移动,使预制件逐渐弯曲形变直至与档件贴合,将与档件贴合好的预制件静置或加热至定型,装置简单、易于现场灵活施工。
26、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
- 还没有人留言评论。精彩留言会获得点赞!