一种非标螺纹的高效加工装置的制作方法
1.本发明涉及机加工技术领域,更具体的说是涉及一种非标螺纹的高效加工装置。
背景技术:
2.船用空气螺旋桨是军民两用气垫船关键部件,它的主要作用是为气垫船提供有效前进动力,通过变距推杆动态调整螺旋桨桨叶的工作角度从而完成气垫船的变速、巡航、倒车、刹车等不同工况要求。
3.气垫船将是未来水运的发展趋势,无论在军事上还是民事上,都有着广阔的应用前景,其主要应用于军事抢滩、武警消防、水利防汛、执法巡护、勘察测绘、应急救援、交通运输和旅游观光等领域,其市场前景广阔。
4.jl-18是配套气垫船用专用船用空气螺旋桨,组成部件为桨叶、桨毂和桨套。其中桨套是螺旋桨主要组成部件,用于桨叶与桨毂的连接,并能起到桨叶调角的作用。所以为更好的保证气垫船螺旋桨的气动性能,保证气垫船足够的动力提供,必须要保证桨叶和桨套螺纹加工起始点位置的正确及螺纹加工质量。
5.桨套设计图纸中规定了梯形螺纹(tr76
×
10,50
°
)为特型螺纹。传统加工螺纹方法是在普通车床上用成型刀分层渐进车削,由于桨套螺距大,加工刀具及刀柄受力大极易变形。只能采用最低转速小进给量加工方式,工作效率极低且在车削过程中车刀容易产生振动,影响螺纹型面光洁度,同时螺纹头扣完整型面中心线距端面尺寸54
±
0.3需要靠对刀样板保证,对操作者操作技能要求极高,整个螺纹的加工完全凭借操作者的高超技能实现,如果操作者退刀不及时还容易造成安全质量事故,螺纹尾扣不全,越程槽小退刀困难,易产生废品,加工1件零件需用时大约4小时。
6.普通车床加工螺纹存在一定的操作误差,致使螺纹加工一致性差,不能很好的保证桨套与桨叶安装角的一致性。
7.因此,如何提供一种非标螺纹的高效加工装置是本领域技术人员亟需解决的问题。
技术实现要素:
8.有鉴于此,本发明提供了一种非标螺纹的高效加工装置,以至少解决上述背景技术部分所提出的问题之一。
9.为了实现上述方案,本发明采用以下技术方案:
10.一种非标螺纹的高效加工装置,包括固定架体、角度调整机构、铣削机构和驱动机构;所述铣削机构通过角度调整机构与所述固定架体连接,所述驱动机构与所述铣削机构传动连接;
11.所述角度调整机构包括固定板和角度盘,所述角度盘的中心连接有柱销,所述柱销穿入所述固定板中心开设的柱销孔内,所述角度盘与所述固定板形成转动连接,并通过锁紧件进行定位;所述固定板固定安装在所述固定架体上;
12.所述铣削机构包括轴承座支架、轴承座、轴承、旋转主轴、刀杆和铣削刀具,所述旋转主轴通过轴承转动安装在所述轴承座上,所述轴承座固定在所述轴承座支架上,所述轴承座支架与所述角度盘固定连接;所述铣削刀具通过所述刀杆安装在所述旋转主轴上。
13.优选的,在上述一种非标螺纹的高效加工装置中,所述锁紧件为锁紧螺栓,所述角度盘上开设有弧形调节孔,所述固定板上设置有与所述弧形调节孔匹配的通孔,所述锁紧螺栓的螺杆穿过所述弧形调节孔和所述通孔连接有螺母。
14.优选的,在上述一种非标螺纹的高效加工装置中,所述弧形调节孔设置有两个,以所述柱销为原点中心对称,并且每个所述弧形调节孔均配备有锁紧螺栓。
15.优选的,在上述一种非标螺纹的高效加工装置中,所述驱动机构为驱动电机,所述驱动电机安装在所述轴承座支架上,所述驱动电机的电机轴上安装有电机轴皮带轮,所述旋转主轴上安装有主轴皮带轮,所述电机轴皮带轮与所述主轴皮带轮通过皮带传动连接。
16.优选的,在上述一种非标螺纹的高效加工装置中,所述铣削刀具安装有两把。
17.优选的,在上述一种非标螺纹的高效加工装置中,所述角度盘上开设有螺纹孔,所述轴承座支架通过螺钉安装在所述角度盘上。
18.优选的,在上述一种非标螺纹的高效加工装置中,所述柱销的端部穿过所述固定板中心开设的柱销孔,并设置有轴向移动限位件。
19.经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种非标螺纹的高效加工装置,采用该装置加工桨套后,大大提高了桨套加工效率及螺纹加工精度,合格率较高;
20.本发明的核心是用材料为yt15硬质合金的螺纹刀具高速铣削螺纹,将螺纹成型刀具装在刀杆中,安装时通过角度调整机构调整好螺纹升角,使旋转主轴的旋转轴线相对于工件轴线倾斜一个螺旋升角β,以高速旋转形成主切削运动,工件每转一转,旋风头沿工件轴线移动一个螺距或导程,切削时旋风头作2200-3000r/min的高速旋转,工件反向作2-3r/min的低速旋转。
21.通过数控车床程序固定导程、切削长度及进刀角向位置,可同时装夹2把螺纹刀,能正好地分配切削载荷,保证刀具的切削效率及其内用度,并提高螺纹表面质量。其定位准确,加工精度高,加工效率大大提升,合格率达100%。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
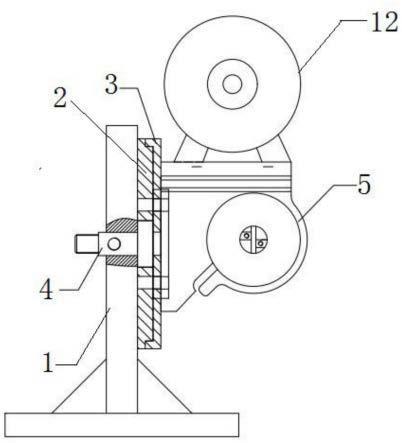
23.图1附图为本发明的结构示意图;
24.图2附图为本发明的主视图;
25.图3附图为角度盘的结构示意图;
26.图4附图为固定板与角度盘的装配示意图;
27.图5附图为旋转主轴与轴承的装配示意图。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.本发明实施例公开了一种非标螺纹的高效加工装置,包括固定架体1、角度调整机构、铣削机构和驱动机构;铣削机构通过角度调整机构与固定架体1连接,驱动机构与铣削机构传动连接;
30.角度调整机构包括固定板2和角度盘3,角度盘3的中心连接有柱销4,柱销4穿入固定板2中心开设的柱销孔内,角度盘3与固定板2形成转动连接,并通过锁紧件进行定位;固定板2固定安装在固定架体1上;
31.铣削机构包括轴承座支架5、轴承座6、轴承7、旋转主轴8、刀杆9和铣削刀具10,旋转主轴8通过轴承7转动安装在轴承座6上,轴承座6固定在轴承座支架5上,轴承座支架5与角度盘3固定连接;铣削刀具10通过刀杆9安装在旋转主轴8上。
32.为了进一步优化上述技术方案,锁紧件为锁紧螺栓,角度盘3上开设有弧形调节孔11,固定板2上设置有与弧形调节孔11匹配的通孔,锁紧螺栓的螺杆穿过弧形调节孔11和通孔连接有螺母。
33.为了进一步优化上述技术方案,弧形调节孔11设置有两个,以柱销4为原点中心对称,并且每个弧形调节孔11均配备有锁紧螺栓。
34.为了进一步优化上述技术方案,驱动机构为驱动电机12,驱动电机12安装在轴承座支架5上,驱动电机12的电机轴上安装有电机轴皮带轮13,旋转主轴8上安装有主轴皮带轮14,电机轴皮带轮13与主轴皮带轮14通过皮带传动连接。
35.为了进一步优化上述技术方案,铣削刀具10安装有两把。
36.为了进一步优化上述技术方案,角度盘3上开设有螺纹孔,轴承座支架5通过螺钉安装在角度盘3上。
37.为了进一步优化上述技术方案,柱销4的端部穿过固定板2中心开设的柱销孔,并设置有轴向移动限位件。
38.工作原理:
39.通过在角度盘3上开设弧形调节孔11来调整螺旋升角,用以确定螺纹进刀角度;角度盘3通过柱销4与固定板2形成转动连接,并通过锁紧件进行定位;整体结构安装与数控车床中托板上。
40.使用本发明加工桨套螺纹时操作过程简便,先确定机床主轴0度角,采用合适的命令进行分度,重复定位精度高。减少采用对刀样板造成的人为误差,安全可靠。同时能大大提高桨套螺纹加工精度,生产效率明显提高。
41.现有的桨套普通加工方法加工1件零件大约需4个小时,现采此装置进行加工1件成件用时大约5~7分钟。经尺寸、形位、探伤等项检测,首件试制及后续生产,其加工质量完全符合图纸要求。
42.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置
而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
43.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1