一种全自动五金装配生产线的制作方法
1.本发明属于加工技术领域,具体是一种全自动五金装配生产线。
背景技术:
2.五金件装配就是将两个或以上的零件结合在一起,其中步骤包括铆压、攻丝,以及螺丝固定等,其过程并不复杂但是否繁琐,目前还需要大量人工进行手动操作,生产效率是否低下。
技术实现要素:
3.本发明的目的在于提供一种全自动五金装配生产线,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种全自动五金装配生产线,包括工作平台,以及位于工作平台侧边的储料装置一和储料装置二,所述工作平台上对应安装有运输机构、上料机构、铆压装置和装配机构;
6.所述运输机构上设有若干用于放置零件的治具,并将治具向前推送;
7.所述上料机构用于将储料装置一和储料装置二上的不同零件组合放置在治具中;
8.所述铆压装置设置在运输装置上方,用于将位于治具上的两个不同零件铆压在一起;
9.通过上料机构将经过铆压的两个不同零件输送到装配机构中,再经装配机构对两个零件同时进行攻丝,然后上螺丝锁紧固定形成成品,最后将成品送出,实现全自动化生产。
10.进一步的技术方案,所述装配机构包括安装在工作平台上的电动转盘、储料装置三,以及穿梭于电动转盘与储料装置三之间的夹取装置一,所述电动转盘上设有若干放置位,沿电动转盘周边方向依次设有与放置位对应的攻丝装置和螺丝固定装置。
11.进一步的技术方案,所述攻丝装置包括安装在工作平台上的支架,所述支架上安装有驱动装置,所述驱动装置输出端安装有攻牙丝杆,所述攻牙丝杆连接丝锥,所述丝锥与放置位上下对应。
12.进一步的技术方案,所述攻丝装置还包括用于固定零件的限位结构,所述限位结构包括安装在支架上的推动气缸,所述推动气缸输出端连接有活动块,所述活动块向外延伸,使丝锥可与活动块穿设连接,所述活动块与丝锥对应位置设有用于固定零件的限位部。
13.进一步的技术方案,所述上料机构包括均安装在工作平台上的夹取装置二、推进装置和夹取装置三,所述夹取装置二可穿梭于储料装置一和运输机构之间,将零件运输到治具中,所述推进装置分别与储料装置二和治具对应,将储料装置二中的零件推入治具中,与另一零件进行组合,所述夹取装置三安装在靠近装配机构一侧,将经过铆压的两个不同零件运输到到储料装置三中。
14.进一步的技术方案,还包括储料装置四和夹取装置四,所述夹取装置四安装在工
作平台上,可穿梭与储料装置四与运输机构之间,将储料装置四上的零件运输到治具中,可与储料装置二上的零件进行组合。
15.进一步的技术方案,所述推进装置包括固定块,所述固定块上设有连通的入口、通道一和通道二,所述入口与储料装置二出口连接,所述通道二一端与治具对应,所述通道一和通道二中分别穿设有滑块一和滑块二,所述滑块一和滑块二端部分别连接有推进气缸一和推进气缸二。
16.进一步的技术方案,所述滑块一上设有与零件形状相适应的凹槽,所述通道二截面与零件形状相适应,使通道二与凹槽相对应。
17.进一步的技术方案,所述运输机构一侧还安装有治具循环装置。
18.进一步的技术方案,所述装配机构一侧还安装有下料装置。
19.本发明的有益效果:
20.本发明提供一种全自动五金装配生产线,在生产装配过程中,全程无人员干涉,将原本需要大量人工操作的步骤整合在一起,实现全自动化操作,有效提高生产效率
附图说明
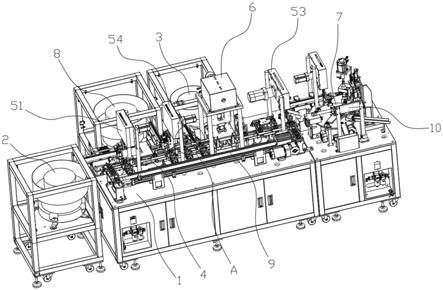
21.图1:本发明的整体结构图。
22.图2:本发明图1的a部放大图。
23.图3:本发明的推进装置结构图。
24.图4:本发明的装配机构结构图。
25.图5:本发明的攻丝装置结构图。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,
27.请参照图1
‑
5,
28.一种全自动五金装配生产线,包括工作平台1,以及位于工作平台1侧边的存放着两个不同类型零件的储料装置一2和储料装置二3,工作平台1上对应安装有运输机构4、上料机构、铆压装置6和装配机构7;
29.其中,上料机构包括安装在工作平台1上的夹取装置二51、推进装置52和夹取装置三53;
30.工作时,夹取装置二51可穿梭于储料装置一2和运输机构4之间,先通过夹取装置二51将储料装置一2中的零件放置到治具41中,然后通过运输机构4推动治具41向前运动,等治具41到达一定位置后,再通过推送装置将储料装置二3中的零件送入治具41中,使两个不同的零件堆叠起来,再通过运输机构4推动治具41移动到铆压装置6下方,通过铆压装置6将位于治具41上的两个零件铆压在一起,进行初次固定,再通过夹取装置三53将进行初次固定后的半成品运输到装配机构7中,再经装配机构7对两个零件同时进行攻丝,然后上螺丝锁紧固定形成成品,最后将成品送出;
31.另外,上料机构中的推进装置52具体包括固定块521,设置在固定块521上相互连通的入口522、通道一523和通道二,而入口522与储料装置二3出口连接,通道二一端与治具
41对应,工作时,储料装置二3中的零件从入口522进入通道一523,然后通过推进气缸一526使滑块一524沿通道一523向通道二方向滑动,直到将零件推到通道一523与通道二相交处,然后通过推进气缸二527使滑块二525沿通道二滑动,最终零件推进治具41中,与另一零件进行组合;
32.推进装置52还有另一种方式,滑块一524上设有与零件形状相适应的凹槽528,通道二截面与零件形状相适应,使通道二与凹槽528相对应,在推送时,使零件位置更加精准,易于进入治具41中,工作原理:滑块一524上的凹槽528与入口522处对应,零件从入口522进入凹槽528中,然后通过推进气缸一526使滑块一524沿通道一523向通道二方向滑动,直到凹槽528与通道二位置对应,即零件进入通道二中,最后通过推进气缸二527使滑块二525沿通道二滑动,最终零件推进治具41中,与另一零件进行组合;
33.综上所述,在生产装配过程中,全程无人员干涉,将原本需要大量人工操作的步骤整合在一起,实现全自动化操作,有效提高生产效率。
34.本发明实施例中,装配机构7包括安装在工作平台1上的电动转盘71、储料装置三72、夹取装置一73、攻丝装置75和螺丝固定装置76;
35.通过夹取装置三53将进行初次固定后的半成品运输到储料装置三72中;而夹取装置一73穿梭于电动转盘71与储料装置三72之间,通过夹取装置一73将半成品运输到电动转盘71中的放置位74中,在电动转盘71的带动下,将半成品先后输送到攻丝装置75和螺丝固定装置76进行加工,通过攻丝装置75对半成品,也就是对两个不同的零件进行攻丝,再通过螺丝固定装置76在攻丝的位置打入螺丝,将两个零件进一步的固定;
36.完成固定后,通过下料装置10将成品从放置位74中取出,而放置位74在电动转盘71的带动下进入循环;而下料装置10可以是任意结构,例如:下料装置10包括安装在电动转盘71一侧的夹取装置五,以及倾斜向下的滑道,当电动转盘71运动到一定位置后,通过夹取装置五将成品从治具41中取出,然后将成品放置到滑道中,使成品沿滑道滑落到生产线之外的放置空间中。
37.本发明实施例中,攻丝装置75通过支架751安装在电动转盘71一侧,在支架751从上往下依次安装有驱动装置752、攻牙丝杆753、丝锥754,以及用于固定半成品的限位结构755,其中攻牙丝杆753的丝距与丝锥754的丝距相同,而丝锥754可与放置位74对应;
38.工作时,通过推动气缸7551使活动块7552往放置位74方向运动,最终活动块7552上的限位部7553将位于放置位74上的半成品夹住,其中限位部7553可以是间隔设置在活动块7552上的两个固定块521,使半成品位于两块固定块521之间,即可将半成品固定,然后驱动装置752带动攻牙丝杆753动作,通过攻牙丝杆753使丝锥754转动,并向半成品方向靠近,最终丝锥754穿设过活动块7552,在半成品上形成螺纹;
39.完成后,驱动装置752和攻牙丝杆753配合下,使丝锥754与半成品脱离,然后推动气缸7551带动活动块7552上升,使限位部7553与半成品脱离,最后在电动转盘71的带动下,使经过攻牙的半成品运输到与螺丝固定装置76对应的位置进行下一步操作。
40.本发明实施例中,还包括存储有另一零件的储料装置四8,以及安装在工作平台1上,可穿梭与储料装置四8与运输机构4之间夹取装置四54,其中储料装置一2中的零件可与储料装置二3中的零件装配,而储料装置四8中的零件也可以与储料装置二3中的零件装配,但储料装置一2中的零件与储料装置四8中的零件不能同时使用,也就是说本发明所述的全
自动五金装配生产线可以分开或同时生产装配两种不同规格的五金件,扩展了本发明的使用功能;
41.当同时生产两种不同规格的五金件时,通过夹取装置二51和夹取装置四54分别储料装置一2中的零件和储料装置四8中的零件,间隔放置在运输机构4上的治具41中,无论使用储料装置一2中的零件,还是储料装置四8中的零件具体实施方式与上述实施过程相同,此处不再赘述。
42.本发明实施例中,运输机构4呈“冖”形状,其向外延伸的一侧安装有治具循环装置9,进一步提升自动化水平,而治具41循环装置9可以为任意结构,例如:包括运输带,在运输带上安装有拨动装置,通过拨动装置将位于运输机构4上的治具41拨到运输带中,然后通过运输带将治具41运输到另一端,并进入运输机构4形成循环。
43.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
44.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1