一种单面针织机上盘切块与上盘座加工工艺的制作方法
1.本发明涉及针织机领域,特别是一种单面针织机上盘切块与上盘座加工工艺。
背景技术:
2.单面针织机上盘在调试或生产时,经常要绕圆心调整上盘位置来改变上下编织三角对位,上盘绕圆心调整时要靠顶紧装置来保证圆度不跑、上下编织机构同圆,所以单面针织机各配件的精度尤为重要。上盘座与上盘切块的装配用于定位上盘三角,且上盘三角能否精确工作,不跑偏,需要上盘座与上盘切块的高精度装配,其圆度和平度均需达到要求才能确保上盘三角精确无误的工作。
技术实现要素:
3.针对现有技术中存在的不足之处,本发明提供一种单面针织机上盘切块与上盘座加工工艺,采用如下技术方案:包括
4.步骤1:车床加工出一圆环,由该圆环均匀等分切割出上盘切块,车床加工出上盘切块与上盘底座的要求尺寸;
5.步骤2:以上盘切块的内圆高度线为基准,加工上盘切块的正面水平平面;
6.步骤3:以上盘座下方内圆高度线为基准,加工上盘座的正面水平平面;
7.步骤4:将上盘切块套入上盘座;
8.步骤5:加工上盘切块和上盘座的定位销孔;
9.步骤6:将上盘切块与上盘座同时翻面,以上盘座下方内圆高度线为基准,加工上盘座反面水平平面与上盘切块反面水平平面;
10.步骤7:在上盘座下方内圆位置,加工一个凹槽,所述凹槽的高度线平行于上盘座下方内圆高度线;
11.步骤8:以所述凹槽高度线为基准,修整上盘切块反面水平平面和上盘座反面水平平面。
12.进一步地,所述步骤1还包括在上盘切块反面水平平面预留0.2mm。
13.进一步地,所述步骤2还包括加工沉头孔和螺纹孔。
14.进一步地,所述步骤3还包括加工上盘座的螺纹孔。
15.进一步地,所述步骤4还包括校正上盘切块内圆后,螺丝贯穿上盘切块的沉头孔与螺纹孔,并与上盘座的螺纹孔连接,使上盘切块与上盘座紧固装配。
16.进一步地,所述步骤6还包括在上盘切块反面水平平面加工等分槽,在上盘座反面水平平面上加工螺纹孔。
17.进一步地,所述步骤7中,其凹槽的深度为1cm,其圆度小于0.01mm。
18.进一步地,所述步骤8中,其上盘切块反面水平平面的平行度和上盘座反面水平平面的平行度均小于0.01mm。
19.与现有技术相比,本发明具有的有益效果为:
20.1.该上盘三角支撑装置包括上盘座和上盘切块,上盘切块为弧状,由一圆环均匀等分切割所得,其由圆环均匀等分切割所得,分割数量适中,达到与上盘座精密装配的目的,分割数量太多,则造成不必要的加工工作,分割数量太少或不分割,则达不到与上盘座精密装配的目的。
21.2.上盘切块和上盘座的水平平面的平行度均小于0.01mm以及上盘座下方内圆凹槽的圆度小于0.01mm,其在保证上盘切块与上盘座精密装配的前提下,同时也保证了该装置的稳固性,确保了上盘三角工作运行时不偏移。
附图说明
22.下面结合附图对本发明进行详细的说明。
23.图1为本发明的实施例上盘切块俯视图;
24.图2为本发明的实施例上盘座俯视图;
25.图3为本发明的实施例步骤1上盘切块和上盘座的结构示意图;
26.图4为本发明的实施例步骤2上盘切块的结构示意图;
27.图5为本发明的实施例步骤3上盘座的结构示意图;
28.图6为本发明的实施例步骤4上盘切块和上盘座的结构示意图;
29.图7为本发明的实施例步骤6上盘切块和上盘座的结构示意图;
30.图8为本发明的实施例上盘切块仰视图;
31.图9为本发明的实施例步骤7上盘切块和上盘座的结构示意图。
32.上盘座
‑
1,上盘切块
‑
2,上盘切块的内圆高度线
‑
3,上盘切块的正面水平平面
‑
4,上盘座下方内圆高度线
‑
5,上盘座的正面水平平面
‑
6,定位销孔
‑
7,上盘座反面水平平面
‑
8,上盘切块反面水平平面
‑
9,等分槽
‑
10,凹槽
‑
11。
具体实施方式
33.现结合附图详细描述根据本发明的实施例。
34.作为本发明的第一方面,提供一种单面针织机上盘切块与上盘座加工工艺。
35.根据本发明的实施例的一种单面针织机上盘切块与上盘座加工工艺,其通过精车加工出上盘座(1)与上盘切块(2),如图1与图2所示,图1中上盘座(1)为圆环状,图2中上盘切块(2)为弧块状,两者均为精车加工完成状态,若干个上盘切块(2)装配于上盘座(1) 形成完整的支撑工件,用于支撑上盘三角,保证上盘三角工作时稳定不偏移。
36.工艺步骤包括:
37.上盘切块2的正面水平平面即俯视图的水平平面,反面水平平面则为仰视图的水平平面,同理,上盘座1的正面水平平面即俯视图的水平平面,反面水平平面则为仰视图的水平平面。
38.步骤1:车床加工出一圆环,由该圆环均匀等分切割出上盘切块(2),车床加工出上盘切块(2)与上盘座(1)的要求尺寸,如图3所示,图3中上盘座(1)为图1中b
‑
b截面,上盘切块(2)为图2中a
‑
a截面,步骤1中在上盘切块反面水平平面(9)预留0.2mm,其主要为了后续步骤中用于精修。
39.步骤2:以上盘切块的内圆高度线(3)为基准,精车加工上盘切块的正面水平平面
(4),并从上盘切块的正面水平平面(4)上加工沉头孔和螺纹孔,如图4所示,并修整上盘切块(2) 边缘的切割槽。
40.步骤3:以上盘座下方内圆高度线(5)为基准,精车加工上盘座的正面水平平面(6),并从上盘座的正面水平平面(6)加工螺纹孔。如图5所示。
41.步骤4:将上盘切块(2)套入上盘座(1),校正上盘切块(2)内圆后,螺丝贯穿上盘切块(2)的沉头孔与螺纹孔,并与上盘座(1)的螺纹孔连接,使上盘切块(2)与上盘座(1) 紧固装配,如图6所示。
42.步骤5:加工上盘切块(2)和上盘座(1)的定位销孔(7),如图1和图2所示,上盘切块(2)和上盘座(1)装配完成后,加工两者的定位销孔(7),由定位销用以定位,参考图1和图2。
43.步骤6:将上盘切块(2)与上盘座(1)同时翻面,以上盘座下方内圆高度线(5)为基准,加工上盘座反面水平平面(8)与上盘切块反面水平平面(9),并在上盘切块反面水平平面(9)加工等分槽,在上盘座反面水平平面(8)上加工螺纹孔,如图7和图8所示。
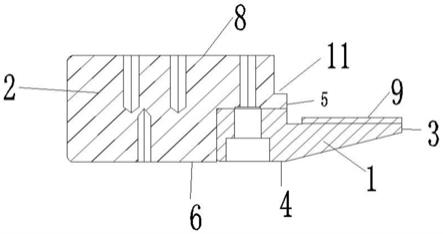
44.步骤7:在上盘座(1)下方内圆位置,加工一个深度为1cm,圆度小于0.01mm的凹槽(11),因上盘座(1)为圆环状,所以凹槽(11)则形成一个基础圆,基础圆的高度线平行于上盘座下方内圆高度线(5),如图9所示。
45.步骤8:以步骤7中基础圆的高度线为基准,修整上盘切块反面水平平面(9)和上盘座反面水平平面(8),使其两者的平行度均小于0.01mm。
46.作为本发明的第二方面,提供一种单面针织机上盘三角支撑装置,其由上述单面针织机上盘切块与上盘座加工工艺加工所得,该单面针织机上盘三角支撑装置包括上盘切块2和上盘座1,上盘切块2为弧块状,其由圆环均匀等分切割所得,上盘座1均匀装配有20个上盘切块1。
47.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
48.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1