用于校准具有至少一个实心壁的金属型材坯料的方法与流程
1.本发明涉及一种用于校准具有至少一个实心壁的金属型材坯料的方法。此外,本发明涉及一种按照根据本发明的方法制造的型材、特别是空腔型材。最后,本发明又涉及一种用于通过根据本发明的方法校准根据本发明的型材坯料的挤压模具。
背景技术:
2.现今在汽车制造和机动车制造中对于多种应用使用由铝合金或钢合金构成的型材、特别是也空腔型材作为用于必须彼此接合的底板和壁的材料。在此可以例如更多地提供用于接收电池或类似装置的内部空间。内部空间在此通过盖和密封件流体密封地封闭。由任意一种或多种型材构成的底板和壁也例如通过摩擦搅拌焊接或冷压接而流体密封地彼此接合。
3.由于容器的多个平方米的大尺寸在制造型材时对所述应用提出的挑战是,由挤压成型过程或挤出过程或者在钢材料的情况中也由滚压成型过程引起的型材制造公差、特别是壁厚度、外尺寸和诸如此类是相对大的,从而使单个部件彼此耦合或者所述单个部件接合变得困难。由此特别是在构造为空腔型材的框架型材的情况通过接合区域的非常耗时的并且成本耗费的切削加工来减小或补偿大的公差。在此型材的需要的加工余量也引起更大的总重量,因为壁厚度必须选择为大于用于使用强度所需的壁厚度。这不仅在经济方面而且在环保方面是成问题的。替换地也公知的是,型材特别是在接合之前在夹紧装置中相对彼此取向并且将接合位置定向并且然后由此被接合。然而在此的缺点在于带来高的固有应力,所述高的固有应力可能不利地影响如此制造的部件、例如电池容器的坚固性和碰撞特性。
4.通常也必须将公差补偿元件布置在所述彼此待接合的型材上,以便使尺寸不精确地接合的型材例如与内横向壁或内纵向壁连接。
5.由ep 1 285 705a2例如公知了一种空腔型材,其中,通过使芯杆穿过来扩展空腔,由此划定空腔型材的面的界限并且因此以简单的方式校准所述空腔型材。原则上以这种扩展方法能够非常好地校准空腔型材。然而仪器技术的和方法技术的耗费是相对大的并且复杂的,因为用于扩展空腔型材的芯杆必须非常准确地与空腔型材的相应的空腔相匹配。在此可以考虑,芯杆不仅在扩展开始时相应地与空腔型材的空腔结合而且必须确保,在校准结束时实现空腔型材的准确的并且已校准的形状。
6.在de 10 2014 004 183a1中描述了一种类似的方法。在此,空腔型材借助于内部高压成型来校准。
技术实现要素:
7.因此本发明的任务,提供一种用于校准具有至少一个实心壁的金属型材坯料的方法,其中,不必产生用于校准的成本和方法上费事的模具,其中,不仅板状的型材坯料而且空腔型材坯料可以被校准。此外,本发明的任务在于,提供相应的型材和相应的模具。
8.关于所述方法,该任务通过一种具有优选设计方案的所有方法步骤的、用于校准具有至少一个实心壁的金属型材坯料的方法来解决。所述方法的有利的设计方案从可选技术方案中得出。关于型材,该任务通过一种具有优选技术方案的所有特征的型材来解决。关于模具,该任务通过具有优选技术方案的所有特征的、用于校准型材坯料的挤压模具来解决。
9.根据本发明的用于校准具有至少一个实心壁的挤出成型的金属型材坯料的方法的特征在于以下方法步骤:
10.a)提供金属型材坯料1;101;201,所述型材坯料具有带有纵向延伸、横向延伸和高度延伸的至少一个(特别是板状的)元件3;103;203,
11.b)将型材坯料1;101;201的元件的至少一个端部区域放入到打开的挤压模具5;105;205的型腔4;104;204中,
12.c)将挤压模具5;105;205这样闭合,以使得挤压模具5;105;205的面6,7;106,107;206,207在垂直于型材坯料1;101;201的纵向延伸的主闭合方向上移动,直到该面贴靠在待校准的型材坯料1;101;201的元件3;103;203的至少一个端部区域的一对以一定间距彼此对置的面8,9;108,109;208,209上,
13.d)将挤压模具5;105;205在主方向上继续闭合,其中,通过挤压(kompression)进行在型材坯料1;101;201的元件3;103;203的至少一个端部区域中的变形和型材坯料1;101;201的板状元件的弯曲,
14.e)将挤压模具5;105;205在垂直于主方向和型材坯料1;101;201的纵向延伸的副方向上闭合,直到挤压模具的面10,11;110,111;210,211自身贴靠在待校准的型材坯料1;101;201的元件3;103;203的至少一个端部区域的面12,13;112,113;212,213上,
15.h)将挤压模具5;105;205在副方向上继续闭合,其中,通过挤压产生的、型材坯料1;101;201在主方向或副方向上的塑性变形在减小或消除在步骤d)中产生的弯曲的情况下进行,
16.g)打开挤压模具5;105;205,
17.h)取出现在已校准成最终型材的型材坯料1;101;201。
18.在此补充说明,各个方法步骤a)至h)的时间顺序虽然是本发明的特别有利的设计方案。但是本发明不局限于此。确切地说例如也可能的是,根据本发明方法步骤c)和e)或者d)和f)也可以同时进行。
19.通过根据本发明的方法以简单的方式能实现,将不同的挤出成型的金属型材坯料特别是在其端部区域中校准,以便补偿连接公差并且实现最终校准的型材与另外的构件接合。
20.型材坯料在此具有(然而特别是不一定板状的)带有纵向延伸、横向延伸和高度延伸的至少一个元件。通过元件不仅在主方向上而且在副方向上的塑性变形而相应地校准该元件,其中,这也会导致板状的元件在纵向方向上延展,然而所述延展可以在制造型材坯料时已经被考虑。在此重要的是,元件在主方向和副方向上被补偿并且塑性变形,其中,所述元件在副方向上同时经受弯曲。所述弯曲通过最终补偿或塑性变形又被消除。在型材坯料相应于前述实施方案被校准成最终型材之后,挤压模具被打开并且将型材从挤压模具取出。
21.原则上在本发明中有利的是,可以制造具有最小重量的型材坯料,因为为了校准根本不需要切削加工步骤。
22.根据本发明的有利的第一设计方案设置,使用由挤出成型的铝合金构成的型材坯料。这种材料在车辆制造中由于轻的重量和随之而来的在机动车运行期间的高能优点而表明是有利的。
23.为了在将型材坯料在挤压模具内部塑性变形或校准期间不发生在型材坯料上和在挤压模具上的磨损或者使所述磨损最小化,根据本发明的一个特别有利的设计方案设置,在挤压模具的在挤压或塑性变形期间接触的接触面和型材坯料之间施加润滑剂。因此由摩擦引起的磨损被避免或者基本上最小化。在此不仅在校准之前被施加到型材坯料上的单独的润滑剂而且施加在型材模具的接触面上的涂层可以被使用作为润滑剂。
24.根据本发明的一个另外的有利的设计方案设置,在至少一个板状的元件塑性变形期间进行过校准,所述过校准补偿元件的弹性回弹。因此,相应的型材坯料固有的、在塑性变形时通过弹性回复变形导致的回弹的材料特性被考虑,从而校准可以非常准确地进行。因此能够相应地校准型材坯料,从而在接着与另外的构件接合时仅仅产生非常小的补偿公差。
25.根据本发明的一个另外的构思设置,使用扁平的或板状的型材坯料作为型材坯料,所述扁平的或板状的型材坯料特别是具有对置的面的至少两个不同的面区段,所述至少两个不同的面区段定义不同的壁厚度。所述型材坯料可以根据本发明的方法以简单的方式在主方向和副方向上或在横向方向和高度方向上塑性变形,其中,会产生前述的回弹。在考虑回弹的情况下可以非常准确地校准所述型材坯料,从而实现与另外的构件的简单的后续的并且配合准确的接合。这样制造的型材可以例如用作用于机动车的保险杠系统的法兰板。
26.根据本发明的一个另外的构思设置,使用具有至少一个空腔的空腔型材作为型材坯料。所述型材坯料的至少一个空腔在此包含(然而特别是不一定板状的)多个元件,所述多个元件根据前述方法塑性变形,由此实现校准型材坯料的整个至少一个空腔并且从而实现校准型材坯料本身。因此能够以简单的方式非常准确地校准型材坯料的空腔或所述型材坯料,而不需要耗费的并且复杂的用于扩展空腔的模具或者不必使用用于校准的切削方法。有利地,在此使用浮动的芯杆作为在至少一个空腔内部的模具,空腔的各个板状的元件的壁在校准或补偿时贴靠在所述芯杆上。所述浮动的芯杆在此非常准确地工作,因为所述芯杆基本上复现或预给定空腔在其内部的已校准的形状。
27.特别有利的是,使用具有带有多角形的、特别是四角形的型材横截面的至少一个空腔的型材坯料。这种型材多样地使用在机动车制造中,并且所述型材的另外的加工集成到制造机动车时的多个过程中。
28.在使用至少一个空腔的型材坯料时表明有利的是,使用具有(特别是实心的或者也空心的)特别是呈浮动的芯杆的形式的至少一个内模具的挤压模具作为挤压模具,所述挤压模具在挤压之前插入型材坯料的至少一个空腔的端部区域中优选地至少50mm。因此实现,相应地校准空腔的设置用于后续与另外的构件接合的端部区域。对于空腔的另外的区域的校准为了接合是不需要的并且因此可以不发生。因此不仅在经济方面而且在环保方面提供特别有利的方法,因为仅仅在空腔的为此所需的区域中进行校准并且也不需要为此的
复杂的模具。
29.此外表明更有意义的是,空腔型材坯料的端部区域的不仅高度而且宽度在校准期间或在塑性变形期间减小至少0.2%、特别是0.3%和5%之间。在此特别有利的是,型材坯料能够以相应的公差以简单的方式制造并且能够以校准方法调整到用于后续与另外的构件接合所需的程度。在此在制造型材坯料时也能够以简单的方式一起考虑作为材料特性的回弹,从而实现非常准确地制造型材坯料并且非常准确地校准所述型材坯料。在此特别有利的是,在校准期间保持空腔的壁厚度。由此,空腔的壁厚度不仅在型材坯料中而且在已校准的型材中是相同的。
30.此外保护一种型材,所述型材由至少一个型材坯料产生,所述型材坯料扁平地或板状地构造。在此也可能的是,多个型材坯料组装或拼接并且接着根据本发明被校准。例如在此仅仅参考焊接的铝带材料,所述铝带材料在分离成型材坯料或型材裁切料之后根据本发明被校准。
31.此外然而也保护一种空腔型材,其至少一个打开的端部区域,其中,空腔型材具有在其整个纵向延展部的至少一部分上延伸的至少一个空腔。
32.最后也应该保护一种用于根据前述方法中任一种方法校准前述型材坯料的挤压模具。
附图说明
33.本发明的另外的目的、优点、特征和应用可能性借助于附图由实施例的下述说明得出。在此,所有描述的和/或绘图示出的特征也与其在优选技术方案中的组合或者优选技术方案的回引关系无关地自身或者以任意有意义的组合实现本发明的主题。
34.附图示出:
35.图1:用于制造根据本发明校准的型材的第一型材坯料的实施例,
36.图2:根据本发明用于校准根据图1的型材坯料的挤压模具的第一实施例,
37.图3至5:根据本发明的用于在根据图2的挤压模具中校准根据图1的型材坯料的方法的各个方法步骤的视图,
38.图6:用于制造根据本发明校准的型材的型材坯料的第二实施例,
39.图7:根据本发明的用于校准根据图6的型材坯料的挤压模具的实施例,
40.图8至10:根据本发明的用于通过根据图7的挤压模具校准根据图6的型材坯料的方法的各个方法步骤,
41.图11:用于制造根据本发明校准的型材的型材坯料的第三实施例,
42.图12:根据本发明用于将型材坯料校准成根据图11的型材的模具的实施例,
43.图12至17:分别以细节图视图示出用于通过根据图11的挤压模具将型材坯料校准成根据图10的型材的各个方法步骤。
具体实施方式
44.在图1中示出板状的元件3,所述元件作为型材坯料101由铝合金构成并且以挤出成型方法制造以及基本上由实心壁2构成。型材坯料1的板状的元件3在此具有纵向延伸、高度延伸和横向延伸。在此,型材坯料1长方形地构造并且具有面8,9和12,13,所述面在其纵
向延展中沿着型材坯料1的长方形的、板状的元件3的纵向延伸而延伸。在此,型材坯料101也可以在横截面上具有不同壁厚度的至少两个面区段,这能够通过挤出成型也特别容易地以相对大的厚度跃变并且也以最紧凑的空间或以小的横截面宽度实现。
45.在图2中现在示出根据本发明的挤压模具5,所述挤压模具具有用于放入型材坯料1的型腔4并且具有下压模14、上压模15以及左压模16和右压模17。压模14至17在此具有面6,7以及10,11,所述面在下述的校准方法中与构造为板状的元件3或实心的壁2的型材坯料1的面9,8和12,13接触。
46.在图3中示出根据本发明的方法的方法步骤,根据所述方法将根据图1的型材坯料1放入到根据图2的挤压模具5的型腔4中。在此,上压模15的面7以及挤压模具5的下压模14的面6贴靠在型材坯料1的面9或8上。左压模16的面10以及右压模17的面11在此还未与构造为板状的元件3的型材坯料1的面12或13接触。确切地说,在这些面之间还存在间隙。
47.在现在图4中所示的方法步骤中,挤压模具5的上压模15和下压模14现在已经朝向彼此移动,其中,构造为板状的元件3或实心的壁2的型材坯料1在其高度方向上已经变形并且也经受在左压模或右压模16,17的壁10和11以及型材坯料的壁12,13之间的自由空间内弯曲。
48.在一个另外的方法步骤,现在挤压模具5的左压模16和右压模17这样朝向彼此移动,以使得型材坯料1现在在其横向延伸上在消除之前产生的弯曲的情况下塑性变形。
49.现在布置在挤压模具5中的型材坯料1在根据图5的视图中被过校准。所述过校准在打开挤压模具5并且取出被过校准的型材坯料1之后通过材料固有的回弹来补偿,所述回弹在挤压和塑性变形时产生,从而型材坯料1最终被校准成期望的型材。现在这样最终已校准的型材可以现在被输送到其另外的加工装置。
50.在图6中现在示出用于制造根据本发明的型材的型材坯料101的第二实施例。型材坯料101在此构造为具有上下叠置地布置的空腔120和121的两腔空心型材,所述空腔通过分隔壁122彼此分隔开。型材坯料101的两腔空心型材在此具有下面108以及上面109和左面112以及右面113。这些面108,109,112和113在此分别属于构造为实心的壁102的平坦的元件103。
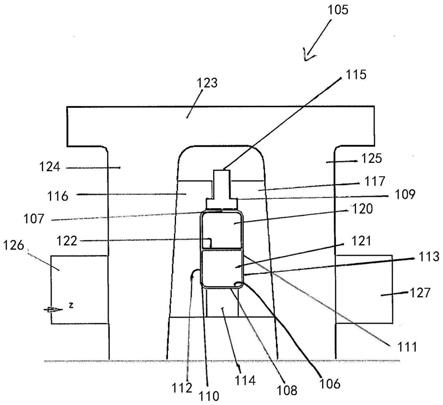
51.在图7中现在示出根据本发明的挤压模具105,通过所述挤压模具可以校准根据图6的构造为两腔空心型材的型材坯料1。在此,除了设置用于空腔120和121的浮动的芯杆以外示出所有元件。一方面,这是下压模114、上压模115以及左压模116和右压模117。上压模115和下压模114能够例如通过在此未示出的液压装置朝向彼此移动。左压模116和右压模117在此略微楔形地构造,由此驱动元件123可以与同样楔形地构造的腿124和125一起在支撑在支撑元件126和127的情况下朝向彼此移动。根据图6的型材坯料101为了校准被放入到布置在压模114至117之间的型腔104中。压模114至117在此又具有面106,107,110和111,所述面在校准时与型材坯料101的面108,109以及112和113接触。
52.在图8中现在示出放入到挤压模具105的型腔104中的型材坯料101。挤压模具105在这个视图中还在其打开位态中,其中,前述的浮动的芯杆118和119已经被放入到空腔120和121中。所述浮动的芯杆118和119构造为实心的内模具并且具有外轮廓,所述外轮廓相应于最终由已校准的型材坯料101制造的型材的待校准的空腔120和121的内轮廓。型材坯料101的面108在此已经与下压模114的面110接触。在型材坯料101的另外的面112,113和109
之间还存在与压模115,116和117的面110,111和107的间隙。
53.如同现在在图9中示出的那样,上压模115朝向挤压模具105的下压模114移动。在此,上压模115的面107现在贴靠在材坯料101的面109上并且在压模115和114朝向彼此继续移动时进行对型材坯料101的具有面112和113的壁的挤压,其中,该壁不仅变形而且经受弯曲。所述挤压在此这样进行,以使得浮动的芯杆118和119现在碰到型材坯料101的具有面106和107的壁上并且贴靠在那里,而型材坯料101继续塑性变形。
54.在图10中现在示出压紧过程或挤压过程的具有对型材坯料101的过校准的最后的方法步骤。在此,左压模116和右压模117现在通过驱动元件123及其腿124和125与配合元件126和127一起这样朝向彼此移动,压模116和117的壁110和111与型材坯料109的壁112和113之间的间隙又消失并且在此型材坯料继续在消除之前产生的弯曲的情况下塑性变形并且在此被过校准。所述过校准在从型腔104取出型材坯料101之后在打开挤压模具105之后通过材料固有的回弹特性被消除,从而产生最终已校准的型材。还补充说明的是,在校准型材坯料101时所述型材坯料的壁厚度不发生改变。型材坯料的壁的厚度相应于已校准的型材的壁厚度的厚度。现在由此已校准的型材可以然后被输送到所述型材的另外的应用装置。
55.图11现在示出型材坯料的第三实施例,该型材坯料应该通过根据本发明的方法被校准。图11的型材坯料201是多腔型材,所述多腔型材非常复杂地构造有六个不同的空腔220,221,228,229,230,231。各个空腔在此通过分隔壁221,232,233,234,235彼此分隔开。型材坯料201的多腔空心型材在此具有下面208以及上面209和左面212以及右面213。这些面208,209,212和213在此分别属于构造为实心的壁202的平坦的元件203。通过常用的内高压方法的校准由于复杂的模具构型而困难地实现。然而通过根据本发明的校准方法可以实现简单的校准。
56.校准图11的型材坯料201的挤压模具205基本上在图12中示出,其中,型材坯料201已经被放入到挤压模具205的型腔204中。
57.挤压模具205的结构基本上相应于图7至10的挤压模具105的结构,其中,仅仅上压模215以及左压模和右压模216和217与型材坯料201或压模215的几何结构相匹配。对于在此使用的型材坯料201的六个空腔220,221,228,229,230,231使用六个不同的、浮动的芯杆218,219,236,237,238和239,所述芯杆在校准期间被放入到所述空腔220,221,228,229,230,231中。放入到挤压模具205中的型材坯料201的细节图在图13中示出。
58.如同现在图14和图15中示出的那样,上压模215朝向挤压模具205的下压模214移动。在此,现在上压模215的面207贴靠在型材坯料201的面209上并且在压模215和214朝向彼此继续移动时进行对型材坯料201的具有面212和213的壁挤压,其中,所述壁不仅塑性变形而且经受弯曲。所述挤压在此这样进行,以使得浮动的芯杆218,219,236,237,238和239现在碰到型材坯料201的具有面208和209的壁并且贴靠在那里,而型材坯料201继续塑性变形。
59.在图16和17中现在示出压紧过程或挤压过程的具有对型材坯料201的过校准的最后的方法步骤。在此,左压模216和右压模217现在通过驱动元件223及其腿224和225以及配合元件226和227这样朝向彼此移动,以使得压模116和117的壁210和211与型材坯料209的壁212和213之间的间隙又消失并且在此型材坯料201在消除之前产生的弯曲的情况下继续
塑性变形并且在此被过校准。所述过校准在从型腔204取出型材坯料201之后在打开挤压模具205之后通过材料固有的回弹特性被消除,从而产生最终已校准的型材。还补充说明的是,在校准型材坯料201时所述型材坯料的壁厚度不发生改变。型材坯料的壁的厚度相应于已校准的型材的壁厚度的厚度。现在由此已校准的型材可以然后被输送到所述型材的另外的应用装置。
60.附图标记列表
61.1型材坯料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14压模
62.2壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15压模
63.3元件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16压模
64.4型腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
17压模
65.5挤压模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101型材坯料
66.6面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
102壁
67.7面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
103元件
68.8面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
104型腔
69.9面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
105挤压模具
70.10面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
106面
71.11面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
107面
72.12面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
108面
73.13面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
109面
74.110面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
213面
75.111面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
214压模
76.112面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
215压模
77.113面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
216压模
78.114压模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
217压模
79.115压模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
218芯杆
80.116压模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
219芯杆
81.117压模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
220空腔
82.118芯杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
221空腔
83.119芯杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
222分隔壁
84.120空腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
223驱动元件
85.121空腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
224腿
86.122分隔壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
225腿
87.123驱动元件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
226配合元件
88.124腿
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
227配合元件
89.125腿
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
228空腔
90.126支撑元件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
229空腔
91.127支撑元件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
230空腔
92.201型材坯料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
231空腔
93.202壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
232分隔壁
94.203元件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
233分隔壁
95.204型腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
234分隔壁
96.205挤压模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
235分隔壁
97.206面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
236芯杆
98.207面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
237芯杆
99.208面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
238芯杆
100.209面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
239芯杆。
101.210面
102.211面
103.212面
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1