一种碗头挂板的节能型热锻工艺及其处理装置的制作方法
1.本发明涉及碗头挂板生产领域,具体是一种碗头挂板的节能型热锻工艺及其处理装置。
背景技术:
2.碗头挂板作为电网建设中重要的连接金具,主要用于连接悬垂线夹与绝缘子串,与其他配件配合起到连接导线和绝缘的作用,通过对国内各大输电线路的故障分析可知,输电线路的瘫痪主要是由于电力金具存在不同程度的磨损与断裂,因此需要对电力金具进行强度分析以及结构的改进优化。现有的碗头挂板生产中,原料一般为圆料,切割加热后,直接锻造,原料容易滚动,锻造精确度低,锻造时间长,导致生产的碗头挂板强度低,生产时上下料大多人工完成,操作麻烦,锻造好的碗头挂板不易脱模。
技术实现要素:
3.本发明的目的在于提供一种碗头挂板的节能型热锻工艺及其处理装置,对原料进行方向调节,方便锻造,提高效率,锻造成型块,碗头挂板强度高,毛刺,绝缘性能好;上料下料方便,人工操作量少,调节原料的方向,移料方便,锻造精度高,锻造效果好。
4.本发明的目的可以通过以下技术方案实现:
5.一种碗头挂板的处理装置,处理装置包括工作架,所述工作架上设有调节件,工作架上设有可移动的上料件,工作架上固定设有锻造件。
6.所述工作台上设有对称分布的竖杆,竖杆上设有开口槽,竖杆的一侧设有安装孔,开口槽内设有弧形块。
7.所述调节件包括空心柱体,空心柱体上固定设有对称分布的转轴。
8.所述锻造件包括固定杆,固定杆的一端设底板,底板上设有顶杆。
9.进一步的,所述工作架包括工作台,工作台上设有固定块,固定块上设有弧形槽,弧形槽内设有输送带,工作台上固定设有安装板,安装板的一侧转动设有丝杠,安装板的一侧设有导杆。
10.所述工作台上设有安装块,安装块上转动设有齿轮,工作台上设有贯穿孔和滑槽,滑槽与贯穿孔配合,工作台上设有模具,模具上设有锻造槽,锻造槽内设有圆孔。
11.所述工作台上设有贯穿槽,贯穿槽内固定设有对称分布的支撑杆,安装孔与开口槽连通,安装孔与螺栓配合,竖杆的一侧转动设有第一锥齿轮。
12.进一步的,所述空心柱体与弧形槽同轴心,空心柱体上固定设有对称分布的转轴,转轴上设有配合槽,一个转轴的一侧设有第二锥齿轮,空心柱体内滑动设有推板,推板的一侧设有t形块,空心柱体的一侧设有通槽,t形块的一侧设有对称分布的通孔。
13.进一步的,所述通孔与支撑杆配合,配合块与弧形块配合,第一锥齿轮与第二锥齿轮配合。
14.进一步的,所述上料件包括滑块,滑块的一侧设有螺纹孔和滑动孔,滑块上转动设
有圆盘,圆盘的一侧转动设有推杆,推杆的一端转动设有升降块,滑块的一侧设有导向架,导向架上滑动设有导向杆。
15.所述升降块的一侧设有第一液压杆,第一液压杆的输出端紧固设有第一夹块,升降块上转动设有l形杆,l形杆的另一端设有第二夹块。
16.进一步的,所述螺纹孔与丝杠配合,滑动孔与导杆配合。
17.进一步的,所述锻造件包括固定杆,顶杆与圆孔配合,固定杆的一侧设有固定设有卡合块,固定杆上滑动设有滑杆,滑杆的一端设有固定板,固定杆的一侧设有连接板,连接板的一侧设有圆块,圆块的一侧设有直杆,固定杆的一侧设有齿条。
18.所述固定板的一端固定设有第一安装件与第二安装件,固定板的一侧设有直槽,第一安装件的一侧转动设有转动杆,第二安装件上固定设有第二液压杆,转动杆上设有限位块,第二液压杆的输出端设有压板,转动杆的一侧设有十字块,十字块上设有阵列分布的固定孔。
19.进一步的,所述直杆与直槽配合,齿条与齿轮配合,卡合块与滑槽配合。
20.一种处理装置生产碗头挂板的节能型热锻工艺,其特征在于,所述热锻工艺包括以下步骤:
21.s1、切料加热
22.将原料放置在剪切机上,将原料切断形成适合加工的大小,加热器预热至1000
‑
1500℃,再将原料送入加热器进行加热,加热10
‑
20min,使原料升温至800
‑
1000℃。
23.s2、上料
24.将加热好的原料调节角度后,再夹持固定,移动至锻造模具中,然后将锻造模具移动至锻造处。
25.s3、一次锻造
26.使用锻造锤对原料进行锻造,锻造锤施加50
‑
70mn的压力,锻造10
‑
15min,制得碗头挂板毛坯,将碗头挂板毛坯转到成型模具中。
27.s4、二次锻造
28.对碗头挂板毛坯进行持续冲压,压力80
‑
100mn,加工10
‑
20min,在毛坯上加工出槽口,制得碗头挂板。
29.s5、冷却处理
30.将碗头挂板放入水槽中进行冷却,取出碗头挂板,对碗头挂板进行毛刺去除。
31.s6、表面绝缘处理
32.将s5处理好的碗头挂板固定在喷涂装置上,向碗头挂板表面喷涂绝缘涂料,自然凝固后,形成厚度为2
‑
5mm的绝缘膜。
33.本发明的有益效果:
34.1、本发明热锻工艺,对原料进行方向调节,方便锻造,提高效率,锻造成型块,碗头挂板强度高,绝缘性能好;
35.2、本发明热锻工艺处理碗头挂板的处理装置,上料下料方便,人工操作量少,调节原料的方向,移料方便,锻造精度高,锻造效果好。
附图说明
36.下面结合附图对本发明作进一步的说明。
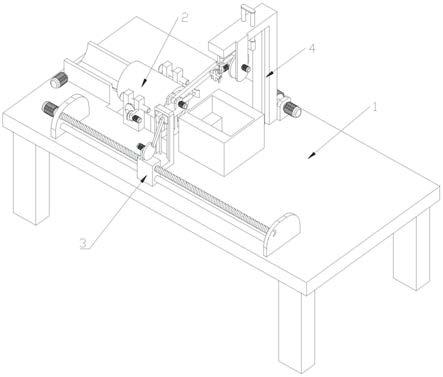
37.图1是本发明处理装置结构示意图;
38.图2是本发明工作架装置结构示意图;
39.图3是本发明图2中a处放大结构示意图;
40.图4是本发明图2中b处放大结构示意图;
41.图5是本发明调节件结构示意图;
42.图6是本发明上料件结构示意图;
43.图7是本发明锻造件结构示意图;
44.图8是本发明锻造件结构示意图;
45.图9是本发明图8中c处放大结构示意图。
具体实施方式
46.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
47.一种碗头挂板的处理装置,如图1所示,处理装置包括工作架1,工作架1上设有调节件2,调节件2用于调节原料上料的角度,工作架1上设有可移动的上料件3,工作架1上固定设有锻造件4。
48.如图2、图3、图4所示,工作架1包括工作台11,工作台11上固定设有固定块12,固定块12上设有弧形槽122,弧形槽122内设有输送带121,工作台11上固定设有安装板13,安装板13的一侧设有丝杠15和导杆14,另一侧设有第一电机16,第一电机16的输出端与丝杠15紧固连接。
49.工作台1上设有安装块18,安装块18上转动设有齿轮181,安装块18的一侧固定设有第二电机182,第二电机182的输出端与齿轮181配合,工作台1上设有贯穿孔17和滑槽171,滑槽171与贯穿孔17配合,工作台1上设有模具19,模具19上设有锻造槽191,锻造槽191内设有圆孔(图中未示出)。
50.工作台1上设有贯穿槽10,贯穿槽10内固定设有对称分布的支撑杆101,工作台11上固定设有对称分布的竖杆102,竖杆102上设有开口槽103,竖杆102的一侧设有安装孔104,安装孔104与开口槽103连通,安装孔104与螺栓配合,开口槽103内设有弧形块105,竖杆102的一侧设有第一锥齿轮106和第三电机107,第三电机107的输出端与第一锥齿轮106紧固连接。
51.如图5所示,调节件2包括空心柱体21,空心柱体21与弧形槽122同轴心,空心柱体21上固定设有对称分布的转轴22,转轴22与开口槽103配合转动,转轴22上设有配合槽23,一个转轴22的一侧设有第二锥齿轮24,空心柱体21内滑动设有推板25,推板25的一侧设有t形块26,空心柱体21的一侧设有通槽27,t形块26可以在通槽27内移动,t形块26的一侧设有对称分布的通孔28。
52.通孔28与支撑杆101配合,配合块23与弧形块105配合,第一锥齿轮106与第二锥齿
轮24配合。
53.如图6所示,上料件3包括滑块31,滑块31的一侧设有螺纹孔32和滑动孔33,滑块31上设有圆盘34和第四电机310,第四电机310与圆盘34的圆心处紧固连接,圆盘34的一侧转动设有推杆35,推杆35的一端转动设有升降块36,滑块31的一侧设有导向架35,导向架35上设有导向杆351,导向杆351与升降块36滑动配合。
54.升降块36的一侧设有第一液压杆37,第一液压杆37的输出端紧固设有第一夹块38,升降块36上设有l形杆39和第五电机360,第五电机360的输出端与l形杆39的一端紧固连接,l形杆39的另一端设有第二夹块391。
55.螺纹孔32与丝杠15配合,滑动孔33与导杆14配合。
56.如图7、图8、图9所示,锻造件4包括固定杆41,固定杆41的一端设底板42,底板42上设有顶杆43,顶杆43与圆孔配合,固定杆41的一侧设有固定设有卡合块44,固定杆41上滑动设有滑杆45,滑杆45的一端设有固定板48,固定杆41的一侧设有连接板46,连接板46的一侧设有圆块47,圆块47的一侧设有直杆471,固定杆41的一侧设有齿条411。
57.固定板48的一端固定设有第一安装件481与第二安装件486,固定板48的一侧设有直槽482,第一安装件481的一侧设有转动杆484,另一侧设有第六电机483,第六电机483的输出端与转动杆484紧固连接,第二安装件486上固定设有第二液压杆487,转动杆484上设有限位块485,第二液压杆487的输出端设有压板488,转动杆484的一侧设有十字块49,十字块49上设有阵列分布的固定孔491,固定孔491内安装不同型号的锻造锤头,转动转动杆484更换不同锻造锤头进行锻造,压板488与限位块485贴合,固定转动杆484。
58.直杆471与直槽482配合,齿条411与齿轮181配合,卡合块44与滑槽171配合,使固定杆41可以上下移动。
59.使用时,将加热好的原料通过输送带121水平运到空心柱体21内,然后转动调节件2,将原料调节至竖直状态,同时t形杆26将原料推出,上料件3上的第二夹块391与原料贴合,第一液压杆37伸长使第一夹块38与第二夹块391配合固定原料,然后上料件3将原料移动至锻造槽191内,转动圆块47,将原料锻造成碗头挂板,热锻完成后,向上移动固定杆41,顶杆43将碗头挂板推出锻造槽191,完成下料。
60.一种处理装置生产碗头挂板的节能型热锻工艺,热锻工艺包括以下步骤:
61.s1、切料加热
62.将原料放置在剪切机上,将原料切断形成适合加工的大小,加热器预热至1000
‑
1500℃,再将原料送入加热器进行加热,加热10
‑
20min,使原料升温至800
‑
1000℃。
63.s2、上料
64.将加热好的原料调节角度后,再夹持固定,移动至锻造模具中,然后将锻造模具移动至锻造处。
65.s3、一次锻造
66.使用锻造锤对原料进行锻造,锻造锤施加50
‑
70mn的压力,锻造10
‑
15min,制得碗头挂板毛坯,将碗头挂板毛坯转到成型模具中。
67.s4、二次锻造
68.对碗头挂板毛坯进行持续冲压,压力80
‑
100mn,加工10
‑
20min,在毛坯上加工出槽口,制得碗头挂板。
69.s5、冷却处理
70.将碗头挂板放入水槽中进行冷却,取出碗头挂板,对碗头挂板进行毛刺去除。
71.s6、表面绝缘处理
72.将s5处理好的碗头挂板固定在喷涂装置上,向碗头挂板表面喷涂绝缘涂料,自然凝固后,形成厚度为2
‑
5mm的绝缘膜。
73.列举以下实施例,对本发明一种碗头挂板的节能型热锻工艺作进一步解释:
74.实施例1
75.s1、切料加热
76.将原料放置在剪切机上,将原料切断形成适合加工的大小,加热器预热至1000℃,再将原料送入加热器进行加热,加热10min,使原料升温至800℃。
77.s2、上料
78.将加热好的原料调节角度后,再夹持固定,移动至锻造模具中,然后将锻造模具移动至锻造处。
79.s3、一次锻造
80.使用锻造锤对原料进行锻造,锻造锤施加50mn的压力,锻造10min,制得碗头挂板毛坯,将碗头挂板毛坯转到成型模具中。
81.s4、二次锻造
82.对碗头挂板毛坯进行持续冲压,压力80mn,加工10min,在毛坯上加工出槽口,制得碗头挂板。
83.s5、冷却处理
84.将碗头挂板放入水槽中进行冷却,取出碗头挂板,对碗头挂板进行毛刺去除。
85.s6、表面绝缘处理
86.将s5处理好的碗头挂板固定在喷涂装置上,向碗头挂板表面喷涂绝缘涂料,自然凝固后,形成厚度为2mm的绝缘膜。
87.实施例2
88.s1、切料加热
89.将原料放置在剪切机上,将原料切断形成适合加工的大小,加热器预热至1200℃,再将原料送入加热器进行加热,加热15min,使原料升温至900℃。
90.s2、上料
91.将加热好的原料调节角度后,再夹持固定,移动至锻造模具中,然后将锻造模具移动至锻造处。
92.s3、一次锻造
93.使用锻造锤对原料进行锻造,锻造锤施加60mn的压力,锻造12min,制得碗头挂板毛坯,将碗头挂板毛坯转到成型模具中。
94.s4、二次锻造
95.对碗头挂板毛坯进行持续冲压,压力90mn,加工15min,在毛坯上加工出槽口,制得碗头挂板。
96.s5、冷却处理
97.将碗头挂板放入水槽中进行冷却,取出碗头挂板,对碗头挂板进行毛刺去除。
98.s6、表面绝缘处理
99.将s5处理好的碗头挂板固定在喷涂装置上,向碗头挂板表面喷涂绝缘涂料,自然凝固后,形成厚度为3mm的绝缘膜。
100.实施例3
101.s1、切料加热
102.将原料放置在剪切机上,将原料切断形成适合加工的大小,加热器预热至1500℃,再将原料送入加热器进行加热,加热20min,使原料升温至1000℃。
103.s2、上料
104.将加热好的原料调节角度后,再夹持固定,移动至锻造模具中,然后将锻造模具移动至锻造处。
105.s3、一次锻造
106.使用锻造锤对原料进行锻造,锻造锤施加70mn的压力,锻造15min,制得碗头挂板毛坯,将碗头挂板毛坯转到成型模具中。
107.s4、二次锻造
108.对碗头挂板毛坯进行持续冲压,压力100mn,加工20min,在毛坯上加工出槽口,制得碗头挂板。
109.s5、冷却处理
110.将碗头挂板放入水槽中进行冷却,取出碗头挂板,对碗头挂板进行毛刺去除。
111.s6、表面绝缘处理
112.将s5处理好的碗头挂板固定在喷涂装置上,向碗头挂板表面喷涂绝缘涂料,自然凝固后,形成厚度为5mm的绝缘膜。
113.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
114.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1