一种三工位自动头库的制作方法
1.本发明涉及一种机床配件,具体是一种三工位自动头库。
背景技术:
2.生产制造自动化程度越来越高,加工中心得到了大量推广,其中龙门加工中心作为高效 加工大型零件的加工母机,市场保有量非常可观。龙门机床要成为多功能加工中心,附件头 的选配必不可少。随着客户对自动化的需求增加,自动换头头库结构应运而生,其中两工位 旋转头库和两工位平推头库的应用非常成功,其优势在于:1)可实现无人状态下的两个工位 (即1个自动头工位+1个立式罩工位)的自动换头动作;2)不占用机床工作台面和加工空间; 3)相对逻辑简单,制造及维修成本较低。由于机床加工零件的愈加复杂,在同一台机床上加 工不同零件会用到多个自动头,这就需要多工位自动头库,其中三工位自动头库的需求最为 频繁,然而实际上现有技术中还没有能够满足自动换头要求的三工位自动头库。
技术实现要素:
3.本发明所要解决的技术问题是,针对现有技术的不足,提供一种三工位自动头库,可实 现三个不同的附件头在无人状态下的三个工位的自动换头动作,其结构不受限于机床床身和 工作台,直接设置在机床床身的一侧,完全不占用工作台台面及机床立柱之间的空间。
4.本发明解决上述技术问题所采用的技术方案为:一种三工位自动头库,包括头库底座组 件和头库支架组件,所述的头库底座组件包括底板、x向线轨、x向油缸、y向线轨、第一 y向油缸和第二y向油缸,所述的x向线轨和x向油缸分别平行于机床x轴方向设置,所 述的y向线轨、第一y向油缸和第二y向油缸分别平行于机床y轴方向设置,所述的x向 线轨、x向油缸和y向线轨分别设置在所述的底板的正面,所述的第一y向油缸和第二y向 油缸分别设置在所述的底板的背面,所述的头库支架组件包括第一头库支架、第二头库支架 和第三头库支架,所述的第一头库支架和所述的第二头库支架分别可滑动地安装在所述的y 向线轨上,所述的第一头库支架与所述的第一y向油缸的活塞杆连接,所述的第二头库支架 与所述的第二y向油缸的活塞杆连接,所述的第三头库支架可滑动地安装在所述的x向线轨 上,所述的第三头库支架与所述的x向油缸的活塞杆连接,所述的第一头库支架、第二头库 支架和第三头库支架分别用于安装立式罩、第一自动头和第二自动头,安装调试后,该三工 位自动头库设置在机床床身的一侧。
5.本发明三工位自动头库巧妙地通过不同维度上的交叉变化,将三个工位集合在同一自动 头库中,配合机床已有的控制系统,可实现立式罩、第一自动头和第二自动头这三个不同的 附件头在无人状态下的三个工位的自动换头动作。本发明三工位自动头库的三个工位分别通 过三个独立的油缸实现运动,三个油缸各自有伸缩功能,可实现三个附件头在待机点和换头 点之间的位置转换,进而实现三个附件头在同一个换头点上的自动换头,
且三个独立的油缸 的相对逻辑简单,制造以及维修成本较低。此外,本发明三工位自动头库的结构不受限于机 床床身和工作台,直接设置在机床床身的一侧,完全不占用工作台台面及机床立柱之间的空 间。
6.作为优选,所述的第一y向油缸的缸体的两端分别固定有第一连接架,所述的第二y向 油缸的缸体的两端分别固定有第二连接架,所述的第一y向油缸和所述的第二y向油缸分别 通过所述的第一连接架和所述的第二连接架连接设置在所述的底板的背面,且所述的第二y 向油缸位于所述的第一y向油缸的上方。
7.作为优选,所述的第一头库支架的高度大于所述的第二头库支架的高度,所述的第一头 库支架内设有开口朝向所述的第二头库支架的空腔,所述的空腔用于容纳所述的第二头库支 架,从而可使三工位自动头库的整体结构更紧凑,并保证三个工位的换头动作互不影响。
8.作为优选,所述的第一头库支架的底部设置有第一安装位和三组第二安装位,所述的第 二头库支架的底部设置有第三安装位和两组第四安装位,所述的第三头库支架的底部设置有 第五安装位和三组第六安装位,所述的第一y向油缸的活塞杆固定于所述的第一安装位,所 述的第二y向油缸的活塞杆固定于所述的第三安装位,所述的x向油缸的活塞杆固定于所述 的第五安装位,所述的y向线轨上固定有前后设置的三组第一滑块和两组第二滑块,所述的 x向线轨上固定有三组第三滑块,所述的三组第一滑块分别固定于所述的三组第二安装位, 所述的两组第二滑块分别固定于所述的两组第四安装位,所述的三组第三滑块分别固定于所 述的三组第六安装位。
9.作为优选,所述的第一头库支架的底部设置有第一安装位和三组第二安装位,所述的第 二头库支架的底部设置有第三安装位和两组第四安装位,所述的第三头库支架的底部设置有 第五安装位和三组第六安装位,所述的第一y向油缸的活塞杆固定于所述的第一安装位,所 述的第二y向油缸的活塞杆固定于所述的第三安装位,所述的x向油缸的活塞杆固定于所述 的第五安装位,所述的y向线轨上固定有三组第一滑块和两组第二滑块,所述的x向线轨上 固定有三组第三滑块,所述的三组第一滑块分别固定于所述的三组第二安装位,所述的两组 第二滑块分别固定于所述的两组第四安装位,所述的三组第三滑块分别固定于所述的三组第 六安装位。
10.作为优选,所述的第一头库支架、第二头库支架和第三头库支架的顶端分别安装有若干 插销和若干调整螺栓,立式罩、第一自动头和第二自动头的底部分别开设有与所述的若干插 销相适配的插销孔,所述的若干插销用于定位立式罩、第一自动头或第二自动头,所述的若 干调整螺栓用于调节立式罩、第一自动头或第二自动头的高度。分别通过若干插销和若干调 整螺栓实现立式罩、第一自动头和第二自动头在第一头库支架、第二头库支架和第三头库支 架上的安置,结构简单,方便自动换头动作的进行。
11.作为优选,所述的第三头库支架上设置有若干配重块,以达到平衡x轴方向重量的作用, 确保安全。
12.作为优选,所述的底板的正面安装有x向拖链、第一y向拖链、x向行程限位块和y向 行程限位块,所述的x向拖链与所述的第三头库支架相连,所述的第一y向拖链与所述的第 一头库支架相连,所述的第一头库支架与所述的第二头库支架之间连接设置有第二y向拖链, 所述的x向行程限位块用于限制所述的第三头库支架的x向行程,所述的y向行程限位
块 用于限制所述的第二头库支架的y向行程。
13.作为优选,所述的底板包括l形钢板,所述的l形钢板的底部焊接有若干方钢管作为若 干支腿。以钢板和方钢管作为原料,在保证强度的同时可降低成本。
14.作为优选,每根所述的支腿的下端安装有地脚灌浆组件,安装调试后,若干地脚灌浆组 件通过水泥固定于机床地基,以确保三工位自动头库安装的稳定性。
15.与现有技术相比,本发明具有如下优点:本发明三工位自动头库巧妙地通过不同维度上 的交叉变化,将三个工位集合在同一自动头库中,配合机床已有的控制系统,可实现立式罩、 第一自动头和第二自动头这三个不同的附件头在无人状态下的三个工位的自动换头动作。本 发明三工位自动头库的三个工位分别通过三个独立的油缸实现运动,三个油缸各自有伸缩功 能,可实现三个附件头在待机点和换头点之间的位置转换,进而实现三个附件头在同一个换 头点上的自动换头,且三个独立的油缸的相对逻辑简单,制造以及维修成本较低。此外,本 发明三工位自动头库的结构不受限于机床床身和工作台,直接设置在机床床身的一侧,完全 不占用工作台台面及机床立柱之间的空间。
附图说明
16.图1为实施例中三工位自动头库的外观图(此时第二头库支架位于第一头库支架内侧);
17.图2为实施例中三工位自动头库安装附件头后的外观图(此时第二头库支架位于第一头 库支架内侧);
18.图3为实施例中三工位自动头库安装附件头后的外观图(此时第二头库支架自第一头库 支架内侧滑出);
19.图4为实施例中头库底座组件的俯视图;
20.图5为实施例中头库底座组件的背面视图;
21.图6为实施例中第一头库支架的外观图;
22.图7为实施例中第二头库支架的外观图;
23.图8为实施例中第三头库支架的外观图;
24.图9为实施例中三工位自动头库安装后效果图(此时第二头库支架位于第一头库支架内 侧);
25.图10为实施例中三工位自动头库安装后效果俯视图(此时第二头库支架自第一头库支架 内侧滑出)。
具体实施方式
26.以下结合附图实施例对本发明作进一步详细描述。
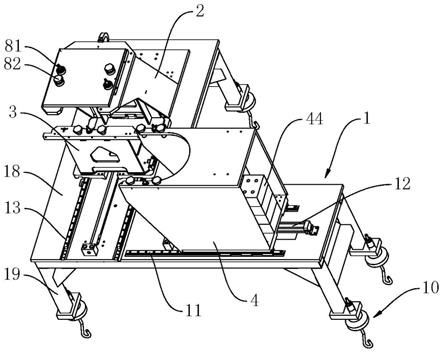
27.实施例的三工位自动头库,如图1~图5所示,包括头库底座组件和头库支架组件,头库 底座组件包括底板1、x向线轨11、x向油缸12、y向线轨13、第一y向油缸14和第二y 向油缸15,x向线轨11和x向油缸12分别平行于机床x轴方向设置,y向线轨13、第一 y向油缸14和第二y向油缸15分别平行于机床y轴方向设置,x向线轨11、x向油缸12 和y向线轨13分别设置在底板1的正面,第一y向油缸14和第二y向油缸15分别设置在 底板1的背面,头库支架组件包括第一头库支架2、第二头库支架3和第三头库支架4,第一 头库支架2和第二头库支
架3分别可滑动地安装在y向线轨13上,第一头库支架2与第一y 向油缸14的活塞杆连接,第二头库支架3与第二y向油缸15的活塞杆连接,第三头库支架 4可滑动地安装在x向线轨11上,第三头库支架4与x向油缸12的活塞杆连接,第一头库 支架2、第二头库支架3和第三头库支架4分别用于安装立式罩5、第一自动头6和第二自动 头7,安装调试后,该三工位自动头库设置在机床床身8的一侧。
28.本实施例中,第一y向油缸14的缸体的两端分别固定有第一连接架16,第二y向油缸15的缸体的两端分别固定有第二连接架17,第一y向油缸14和第二y向油缸15分别通过 第一连接架16和第二连接架17连接设置在底板1的背面,且第二y向油缸15位于第一y 向油缸14的上方。
29.本实施例中,第一头库支架2的高度大于第二头库支架3的高度,第一头库支架2内设 有开口朝向第二头库支架3的空腔20,空腔20用于容纳第二头库支架3;如图6所示,第一 头库支架2的底部设置有第一安装位21和三组第二安装位22;如图7所示,第二头库支架3 的底部设置有第三安装位31和两组第四安装位32;如图8所示,第三头库支架4的底部设 置有第五安装位41和三组第六安装位42;第一y向油缸14的活塞杆固定于第一安装位21, 第二y向油缸15的活塞杆固定于第三安装位31,x向油缸12的活塞杆固定于第五安装位 41,y向线轨13上固定有前后设置的三组第一滑块23和两组第二滑块33,x向线轨11上 固定有三组第三滑块43,三组第一滑块23分别固定于三组第二安装位22,两组第二滑块33 分别固定于两组第四安装位32,三组第三滑块43分别固定于三组第六安装位42。
30.本实施例中,第一头库支架2、第二头库支架3和第三头库支架4的顶端分别安装有若 干插销81和若干调整螺栓82,立式罩5、第一自动头6和第二自动头7的底部分别开设有与 若干插销81相适配的插销孔(图中未示出),若干插销81用于定位立式罩5、第一自动头6 或第二自动头7,若干调整螺栓82用于调节立式罩5、第一自动头6或第二自动头7的高度; 第三头库支架4上设置有若干配重块44。
31.本实施例中,底板1的正面安装有x向拖链91、第一y向拖链92、x向行程限位块93 和y向行程限位块94,x向拖链91与第三头库支架4相连,第一y向拖链92与第一头库 支架2相连,第一头库支架2与第二头库支架3之间连接设置有第二y向拖链95,x向行程 限位块93用于限制第三头库支架4的x向行程,y向行程限位块94用于限制第二头库支架 3的y向行程。
32.本实施例中,底板1包括l形钢板18,l形钢板18的底部焊接有若干方钢管作为若干 支腿19。每根支腿19的下端安装有地脚灌浆组件10,安装调试后,若干地脚灌浆组10通过 水泥固定于机床地基。本实施例中三工位自动头库安装后效果图见图9。
33.本实施例中,第一自动头6和第二自动头7分别为直角头和延伸直角头。表1为本实施 例中x向油缸12、第一y向油缸14和第二y向油缸15的动作时序表,表2为本实施例中 立式罩5、直角头和延伸直角头的动作时序表。如表1所示,3个油缸共有x01、x02、y11、 y12、y21、y22这六个动作。通过表2中六个动作的组合,实现了立式罩5、直角头和延伸 直角头这三个附件头在待机点和换头点之间的位置转换。本实施例中三工位自动头库安装后 效果俯视图见图10。图10中第一头库支架2对应的位置即为立式罩5的待机点,第三头库 支架4对应的位置即为第二自动头7的待机点,第二头库支架3对应的位置即为换头点。
34.表1
[0035][0036]
表2
[0037]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1