摩擦焊专用辅助校正工具及其垂直度校正方法与流程
1.本发明涉及摩擦焊技术领域,具体的说,涉及一种摩擦焊专用辅助校正工具及其垂直度校正方法。
背景技术:
2.摩擦焊接工艺生产中,需要在测试板材上测试摩擦焊的设备运行情况和工艺参数对连接强度的影响,在测试板材上进行焊接时,要求测试板材的焊接平面和摩擦焊钳底模的轴线垂直,角度偏差在3
°
以内,对测试板材的垂直度要求较高。目前的操作方法是将测试板材放置在摩擦焊钳底模上进行焊接,但是,测试板材直接放置在摩擦焊钳底模上,无固定托架,会造成摩擦元件连接不稳定,而且需要操作人员用手拿着测试板材操作摩擦焊,在操作过程中,测试板材容易发生晃动,使测试板材的位置不稳定,不能保持测试板材的垂直度。焊接设备为压力设备,焊接过程中,还会高速旋转,存在安全隐患。测试板材面积有限,焊接过程中无距离标记,容易造成材料的浪费,增加成本。
3.发明专利内容
4.本发明的目的在于克服上述现有技术存在的问题,而提供一种摩擦焊专用辅助校正工具,根据摩擦焊焊钳支撑座设计辅助校正工具,对测试板材与摩擦焊钳底模间的垂直度进行校正。
5.本发明解决技术问题采用如下技术方案:
6.一种摩擦焊专用辅助校正工具,包括校正平台、紧固座和校正尺;所述校正平台具有顶部和底部,所述校正平台设置有从顶部贯通到底部的第一通孔,所述第一通孔的尺寸大于摩擦焊钳底模的直径;所述紧固座具有第一端和第二端,所述第一端和校正平台的底部连接,所述紧固座设置有从第一端贯通到第二端,并与第一通孔对齐的第二通孔,所述第二通孔的直径为底模托架直径的1.01~1.25倍;所述校正尺可拆卸连接在校正平台的顶部,所述校正尺具有第三端和第四端,所述第三端放置在第一通孔上方。
7.进一步的,所述工具还包括紧固杆,所述紧固杆包括连接部和柄部,所述连接部包括螺纹部和非螺纹部;所述校正平台设置有与螺纹部相适配的第一螺纹孔,所述校正尺设置有从第三端贯通到第四端的第三通孔,所述紧固杆穿过第三通孔,与校正平台螺纹连接,所述非螺纹部容纳于第三通孔内;所述柄部的尺寸大于第三通孔的尺寸,所述连接部的长度不大于第一螺纹孔和第三通孔的深度之和。
8.进一步的,所述紧固杆的数量为两个,所述第一螺纹孔和第三通孔的数量相应的分别为两个。
9.进一步的,所述第三端在第一通孔相应位置处的横截面尺寸小于第一通孔的尺寸。
10.进一步的,所述紧固座的第一端设置有两个第二螺纹孔,所述校正平台设置有与第二螺纹孔相应的两个相向设置的圆弧形沉头通孔。
11.进一步的,所述紧固座的内壁设置有从第一端向第二端延伸的凹槽,用于容纳固
定底模的底模顶丝。
12.进一步的,所述紧固座还包括紧固座顶丝,所述紧固座设置有相应的贯通紧固座侧壁的顶丝孔。
13.进一步的,所述紧固座还包括圆环状弹性垫片,所述紧固座的第一端设置有从第一端向第二端方向延伸的凸台,所述垫片套在凸台的外壁上,所述凸台的直径大于两个第二螺纹孔之间的距离。
14.进一步的,所述垫片为聚四氟乙烯垫片。
15.进一步的,所述校正平台的侧面设置有两个与紧固杆的螺纹部相应的第三螺纹孔,所述第三螺纹孔为盲孔,其螺纹深度不小于螺纹部的长度。
16.进一步的,所述校正平台的顶部设置有定位刻线,所述定位刻线的坐标原点位于第一通孔的中心;所述定位刻线包括距离刻线和角度刻线。
17.进一步的,所述校正平台为铝合金,底部设置有中心对称的阶梯状避障减重槽。
18.进一步的,一种摩擦焊垂直度校正方法,使用所述校正工具进行校正,校正步骤包括:
19.a、将紧固座与校正平台的底部连接,将校正尺放置在校正平台的顶部,第三端放置在第一通孔上方,使校正尺的第三端平面与校正平台的顶部平面紧密贴合;
20.b、将紧固座套入底模托架;
21.c、对紧固座进行上下调整,直至校正尺与底模上表面完全贴合后,固定紧固座,使校正平台完成垂直方向的紧固;
22.d、拆下校正尺,将测试板材放置在校正平台上,使焊接点位于十字激光标尺标定的焊接位置,进行摩擦焊焊接;
23.e、移动测试板材,完成多个焊接点的加工。
24.本发明的摩擦焊专用辅助校正工具及其拆装方法的有益效果在于:
25.1、校正平台和校正尺配合使用,紧固杆将校正尺固定到校正平台顶部,校正尺校正摩擦焊钳底模与校正平台水平方向一致,实现垂直度的快速校正。
26.2、测试板材放置在校正平台上进行焊接,不用操作人员手持,不仅可以稳定支撑测试板材,而且可以避免发生危险,提升安全等级。
27.3、在校正平台顶部设置定位刻线和圆弧形连接孔,可以实现焊接点距离、角度无工具快速精准调节,有效的辅助规划测试板材的焊接走向,使焊接点有序排列,在有限的焊接区域内,最大程度的节约耗材,降低成本。
28.4、在校正平台侧面设置收纳螺纹孔,校正平台和摩擦焊钳底模垂直度校正完成后,将紧固杆和校正尺放置到收纳螺纹孔中,可以有效避免校正尺磕碰造成的损坏和意外丢失。
附图说明
29.图1为本发明摩擦焊专用辅助校正工具的一个实施例结构示意图。
30.图1a为本发明摩擦焊专用辅助校正工具一个实施例结构示意图的剖视图。
31.图2a为本发明的校正平台顶部结构示意图。
32.图2b为本发明的校正平台底部结构示意图。
33.图3为本发明的紧固座结构示意图。
34.图4为本发明的校正尺结构示意图。
35.图5为本发明的紧固杆结构示意图。
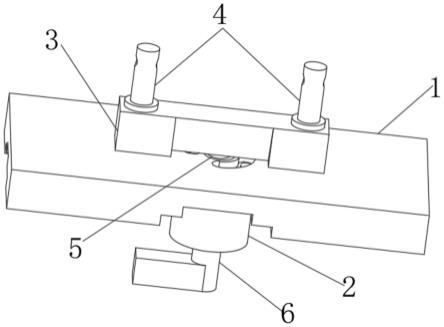
36.图6为本发明的平板型测试板材焊接结构示意图的剖视图。
37.图7为本发明摩擦焊专用辅助校正工具另一个实施例结构示意图。
38.图8为本发明的非平板型测试板材焊接结构示意图的剖视图。
39.图中:(1)校正平台;(101)第一通孔;(102)第一螺纹孔;(103)沉头通孔;(104)第三螺纹孔;(105)避障减重槽;(106)距离刻线;(107)角度刻线;(2)紧固座;(201)第二通孔;(202)第二螺纹孔;(203)凹槽;(204)顶丝孔;(205)垫片;(206)凸台;(3)校正尺;(301)第三通孔;(4)紧固杆;(401)柄部;(402)螺纹部;(403)非螺纹部;(404)杠杆孔;(405)法兰片;(5)底模;(6)底模托架;(7)测试板材。
具体实施方式
40.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
41.在本发明的描述中,需要理解的是,术语“第一”、“第二”、“第三”、“第四”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
42.本发明提供了一种摩擦焊专用辅助校正工具,用于支撑测试板材7并校正测试板材7的垂直度,使测试板材7的焊接平面和摩擦焊钳底模5的轴线垂直。如图1-图4所示,所述校正工具包括校正平台1、紧固座2和校正尺3。所述校正平台1具有顶部和底部,所述校正平台1设置有从顶部贯通到底部的第一通孔101,所述第一通孔101的尺寸大于摩擦焊钳底模5的直径,使底模5可以穿过第一通孔101。所述底模5为圆柱形,优选的,所述第一通孔101为圆孔,使第一通孔101和底模5的形状相应,使底模5更容易穿过第一通孔101。所述紧固座2具有第一端和第二端,所述第一端和校正平台1的底部连接,所述紧固座2设置有从第一端贯通到第二端,并与第一通孔101对齐的第二通孔201,所述第二通孔201优选的为圆形,所述第二通孔201的直径略大于底模托架6的直径,优选的为底模托架6直径的1.01~1.25倍,使紧固座2可以在托架的轴线方向上下移动,移动过程中不会发生倾斜。第一通孔101和第二通孔201对齐,可以使第一通孔101和第二通孔201的中心线对齐,也可以使第一通孔101和第二通孔201部分对齐,只要能使摩擦焊钳底模5能穿过第二通孔201后再穿过第一通孔101即可。所述校正尺3可拆卸连接在校正平台1的顶部,所述校正尺3具有第三端和第四端,所述第三端放置在第一通孔101上方,使第三端覆盖在底模5上,可以压住底模5。优选的,所述第三端在第一通孔101相应位置处的横截面尺寸小于第一通孔101的尺寸,使第三端到第四端的侧面为斜面,第三端只能部分覆盖第一通孔101,操作人员可以观察到第一通孔101处的状态。
43.结合图1a和图5,所述工具还包括紧固杆4,所述紧固杆4包括连接部和柄部401,所述连接部包括螺纹部402和非螺纹部403;所述校正平台1设置有与螺纹部402相适配的第一螺纹孔102,所述校正尺3设置有从第三端贯通到第四端的第三通孔301,所述非螺纹部403和柄部401为圆杆,第三通孔301优选的也为相应的圆孔,所述紧固杆4穿过第三通孔301,与
校正平台1螺纹连接,所述非螺纹部403容纳于第三通孔301内。所述柄部401的尺寸大于第三通孔301的尺寸,所述连接部的长度不大于第一螺纹孔102和第三通孔301的深度之和,使柄部401可以压在校正尺3的表面,将校正尺3紧固在校正平台1上。操作人员可以握住柄部401,将紧固杆4拧入校正平台1,为了便于握持,可以在柄部401滚花,增加握持的舒适度并可以防滑。也可以在柄部401设置杠杆孔404,将杠杆插入杠杆孔404,旋转杠杆,将紧固杆4拧入校正平台1。所述紧固杆4的数量为两个,所述第一螺纹孔102和第三通孔301的数量相应的分别为两个。用杠杆拧紧或者拧松紧固杆4时,可以将杠杆同时插入两个杠杆孔404中,同时拧紧或拧松两个紧固杆4,实现紧固杆4的快速安装和拆卸。在非螺纹部403和柄部401之间可以增加法兰片405,所述法兰片405的直径大于柄部401的直径,法兰片405将校正尺3压紧时,可以增加紧固杆4和校正尺3的接触面积,保证校正尺3的垂直度。
44.如图3所示,所述紧固座2的第一端设置有两个第二螺纹孔202,如图2a和2b所示,所述校正平台1设置有与第二螺纹孔202相应的沉头通孔103,使用沉头螺栓将校正平台1固定在紧固座2上,可以保证校正平台1顶部的平整度。所示沉头通孔103为两个相向设置的圆弧形孔,圆弧的圆心角为90
°
,可以在90
°
范围内旋转校正平台1。
45.摩擦焊钳底模5插入底模托架6中,通过侧向设置的底模顶丝固定在底模托架6上,底模顶丝端部凸出在底模托架6外,所述紧固座2的内壁设置有从第一端向第二端延伸的凹槽203,所述凹槽203可以为矩形凹槽,也可以为圆弧形凹槽等。在将紧固座2套入底模托架6时,使底模顶丝和凹槽203的位置相对应,底模顶丝可以容纳于凹槽203中,不影响紧固座2沿着底模托架6的轴线上下移动。
46.所述紧固座2还包括紧固座顶丝,所述紧固座2设置有相应的贯通紧固座2侧壁的顶丝孔204,紧固座2套入底模托架6后,将紧固座顶丝拧入顶丝孔204,顶在底模托架6上,即可迅速将紧固座2固定在底模托架6上,完成校正平台1垂直方向的紧固。
47.校正平台1与紧固座2采用柔性连接,如图3所示,所述紧固座2还包括圆环状弹性垫片205,所述紧固座2的第一端设置有从第一端向第二端方向延伸的凸台206,所述垫片205套在凸台206的外壁上,与凸台206外壁过盈配合,使垫片205与凸台206紧密贴合。垫片205的厚度略大于凸台206的高度,垫片205厚度约为凸台206高度的1.05~1.25倍,优选的,垫片205厚度为凸台206高度的1.1倍。所述凸台206的直径大于两个第二螺纹孔202之间的距离,使两个第二螺纹孔202位于凸台206上,使垫片205不影响校正平台1和紧固座2的连接。所述垫片205为聚四氟乙烯,当使用沉头螺栓将校正平台1固定在紧固座2上时,垫片205高度可以自动调整,可以减少校正平台1和紧固座2的间隙误差,消除测试板材7平面与校正平台1平面贴合不良带来的测试板材7垂直度的影响。
48.如图2b所示,所述校正平台1的侧面设置有两个与紧固杆4的螺纹部402相应的第三螺纹孔104,用于收纳校正尺3和紧固杆4。当校正尺3使用后,可以用两个紧固杆4将校正尺3固定在校正平台1的侧面,所述第三螺纹孔104为盲孔,其螺纹深度不小于螺纹部402的长度,当校正尺3固定在校正平台1侧面时,可以使校正尺3的第三端与校正平台1贴合,有效避免校正尺3磕碰造成的损坏和意外丢失。
49.所示校正平台1采用t6061高强度铝合金,并在底部使用三轴加工中心加工出中心对称阶梯状避障减重槽105,中心对称阶梯状避障减重槽105不但可以满足使用强度要求,还可以有效减轻工具的质量,避免与焊钳干涉,使安装调整工作更加方便。较轻的质量对摩
擦焊静臂不会产生任何微观形变影响,使用测试板材7进行测试时可以最真实客观地反应生产状态,使测试数据精准,对摩擦焊的调校提供有效的数据支持。
50.本发明还提供了一种使用所述校正工具进行摩擦焊垂直度校正的方法,其校正步骤包括:
51.a、将紧固座2与校正平台1的底部连接,将校正尺3放置在校正平台1的顶部,第三端放置在第一通孔101上方,使用紧固杆4将校正尺3固定在校正平台1上,使校正尺3的第三端平面与校正平台1的顶部平面紧密贴合;
52.b、将紧固座2套入底模托架6;
53.c、对紧固座2进行上下调整,直至校正尺3与底模5上表面完全贴合后,固定紧固座2,使校正平台1完成垂直方向的紧固;
54.d、拆下校正尺3,将测试板材7放置在校正平台1上,使焊接点位于十字激光标尺标定的焊接位置,进行摩擦焊焊接;
55.e、移动测试板材7,完成多个焊接点的加工。
56.实施例1
57.所述校正工具适用于平板型测试板材7的垂直度校正,如图1a所示,先进行垂直度校正:
58.将紧固座2套入底模托架6,套入过程中需要使紧固座2内壁凹槽203与底模顶丝位置相一致。对紧固座2进行上下调整,可以进行手动调整,通过校正尺3的两侧的斜面观察到第一通孔101处的状态,观察紧固座2的安装位置,或者将紧固座2套在底模托架6后,使紧固座2自动下滑,直至底模5上表面与校正尺3紧密贴合后,拧紧紧固座顶丝,将紧固座2固定在底模托架6上。校正尺3与校正平台1紧密贴合,底模5上表面与校正尺3紧密贴合,则校正平台1的顶部平面、校正尺3的第三端平面和底模5上表面三者均位于与底模5的轴线垂直的同一接触平面上。
59.如图6所示,再将测试板材7直接放置在校正平台1上进行焊接:
60.当校正平台1和摩擦焊钳底模5垂直度校正完成后,可以拆下校正尺3和紧固杆4,将紧固杆4和校正尺3放回到平台侧面的第三螺纹孔104进行收纳。
61.然后将测试板材7放置在校正平台1上,测试板材7为平板型,当测试板材7放置在校正平台1上时,其焊接平面和校正平台1的顶部平面平行,校正平台1的顶部平面与摩擦焊钳底模5的轴线垂直,则测试板材7的焊接平面与底模5的轴线垂直。
62.带十字激光发生器的焊枪安装在底模5上方不干涉操作的位置,将十字激光照射在底模5上,使十字激光的焦点位于底模5的中心点,精准定位焊接位置,使焊接点位于十字激光的焦点标定的位置。
63.如图2a所示,所述校正平台1的顶部设置有定位刻线,所述定位刻线的坐标原点位于第一通孔101的中心,使坐标原点位于十字激光的焦点。所述定位刻线包括距离刻线106和角度刻线107,距离刻线106表示刻线处与十字激光焦点的距离,优选的,距离刻线106的间距为1cm,角度刻线107表示刻线处与十字激光水平线的夹角,优选的,角度刻线107的分度为15
°
。
64.将测试板材7放置在校正平台1上时,使测试板材7边缘与校正平台1上的距离刻线106平行或垂直,焊接点通过十字激光焦点确认,根据距离刻线106,可以迅速调整焊接点的
位置,手动移动测试板材7完成多个焊接点的加工,使各个焊接点沿着与十字激光水平线平行或者垂直的直线上。当焊接点所在直线与十字激光的水平线具有夹角时,可以通过旋转校正平台1,调整焊接点所在直线与十字激光水平线的角度。根据焊接点的位置,调整紧固座2的第二螺纹孔202和校正平台1的圆弧形沉头孔的相对位置,使校正平台1旋转,测试板材7随着校正平台1旋转,根据角度刻线107,可以迅速调整焊接点所在直线与十字激光水平线的角度。在校正平台1顶部设置定位刻线和圆弧形连接孔,可以实现焊接点距离、角度无工具快速精准调节,有效的辅助规划测试板材7的焊接走向,使焊接点有序排列,在有限的焊接区域内,最大程度的节约耗材,降低成本。
65.测试板材7放置在校正平台1上进行焊接,不用操作人员手持,不仅可以稳定测试板材7,而且加工前操作人员移出焊接加工区域,可以避免发生危险,提升安全等级。
66.实施例2
67.所述校正工具还可以适用于非平板型测试板材7,如v型、l型、z型等测试板材7的垂直度校正,如图7所示,先进行垂直度校正:
68.与第一实施例不同的是,调整校正尺3与校正平台1紧密贴合,底模5上表面与校正尺3紧密贴合,实现校正平台1的顶部平面、校正尺3的第三端平面和底模5上表面三者均位于与底模5的轴线垂直的同一接触平面上后,再拧松紧固杆4和紧固座顶丝,使校正尺3上升,校正平台1下降,使底模5高出校正平台1的顶部平面,底模5与校正平台1两平面之间的距离等于测试板材7垂直向的距离减去测试板材7的厚度。优选的,所述第一通孔101的直径大于底模托架6的直径,使底模托架6可以容纳于第一通孔101内,根据测试板材7垂直向的距离,使校正平台1的下降高度可以自由调节。再拧紧紧固杆4和紧固座顶丝,使校正尺3的第三端平面和底模5上表面紧密贴合,位于与底模5的轴线垂直的同一接触平面上,该接触平面与校正平台1的顶部平面平行,完成校正平台1和摩擦焊钳底模5垂直度的校正。
69.如图8所示,再将测试板材7放置在校正平台1上进行焊接:
70.以z型为例,拆下校正尺3和紧固杆4后,将需要焊接的平面放置在底模5上,与焊接平面平行的另一面放置在校正平台1上,底模5和校正平台1同时对测试板材7进行支撑,移动测试板材7或者旋转校正平台1可实现多个焊接点的加工。
71.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1