一种复杂焊接件的车用工装的制作方法
1.本发明涉及一种夹具,具体涉及一种形状复杂焊接件的车用工装,应用于焊接件的外圆车削。
背景技术:
2.复杂焊接件需要加工外圆时,因工件形状复杂,直接上车床车削无法装夹,传统技术是在镗床上镗外圆。工件要求外圆粗糙度1.6。传统加工方法是通过使用v形块、压板将工件装夹在工作台上,按照划线找正后,再镗外圆。该方法采用镗刀镗外圆,镗刀转速不宜过快,导致进刀量小,加工时间长,效率较低,且形成的刀纹较大,粗糙度达不到工件要求的1.6,导致工件不合格。
技术实现要素:
3.本发明的目的是设计一种复杂焊接件的车用工装,制作一套使形状复杂焊接工件能在车床上加工的车用夹具,解决形状复杂焊接工件外圆加工效率低下且粗糙度不合格的问题,满足生产、加工要求。
4.本发明的技术方案是:过渡盘正面设有用于支撑复杂焊接件的支撑组件、用于压紧复杂焊接件的压紧组件、配重组件;所述复杂焊接件包括主圆柱段、过渡圆柱段、辅圆柱段;所述主圆柱段为台阶形结构,包括位于前端的粗圆柱段、位于后端的细圆柱段,粗圆柱段后端外圆有一圈法兰盘,法兰盘与细圆柱段外圆之间有一圈加强筋,主圆柱段下端连接辅圆柱段,主圆柱段的轴线与过渡盘的轴线重合,主圆柱段的轴线与辅圆柱段的轴线之间夹角为a,a=3
‑7°
,过渡圆柱段的轴线与辅圆柱段的轴线之间夹角为a1,a1=80
‑
90
°
。
5.所述支撑组件包括与复杂焊接件的法兰盘盘缘相对应的主支撑件、与复杂焊接件的细圆柱段相对应的辅助活动支撑件,所述主支撑件有与法兰盘盘缘相适配的大定位槽,辅助活动支撑件上设有与细圆柱段相对应的小定位槽;所述压紧组件包括用于压紧加强筋的压紧组件一,用于压紧辅圆柱段的压紧组件二。
6.所述辅助活动支撑件包括定位板组、螺杆,螺杆端部有球形活动节,定位板组上面为小定位槽,定位板组下部设有与球形活动节相适配的调节环状槽,球形活动节与调节环状槽为间隙配合。球头和环状槽有间隙v形可通过球头节在1
‑
3度内摆动。
7.所述定位板组包括定位板、固定板,定位板经螺栓与固定板连接,此处连接为紧连接,定位板上设有半球形槽,固定板上设有与半球形槽相对应的槽口孔,所述槽口孔包括球颈孔、连于球颈孔的圆柱孔,半球形槽与槽口孔对接后形成一完整的调节环状槽。
8.所述球形活动节为3/4球,包括位于上部的半球部、连于半球部下部的球颈部,半球部与半球形槽相适配,球颈部与球颈孔相适配,圆柱孔与球颈部下部的螺杆部相适配。
9.所述压紧组件一包括锁紧螺杆一、压板一、位于压板一头部下面的支撑螺杆一、位
于压板一尾部的下面的调整螺杆,压板一经锁紧螺母装于锁紧螺杆上端,锁紧螺杆一位于支撑螺杆一、调整螺杆之间;压紧组件一工作时,支撑螺杆一上端与工件的加强筋下表面相抵,压板一头部压于工件的加强筋上表面,调整螺杆上端抵于压板一尾部。
10.所述主支撑件由前立板、后立板、连于前/后立板之间的底板组成;大定位槽位于前立板上部;底板前部设有与压紧组件一相适配的装配孔组,各装配孔组包括三个螺纹孔,三个螺纹孔分别为与调整螺杆相配合的装配孔一、与锁紧螺杆一相配合的装配孔二、与支撑螺杆一相配合的装配孔三;底板后部设有与辅助活动支撑件配合的安装孔;压紧组件一为两个,底板前部左右对称设有两组装配孔组。
11.所述大定位槽、小定位槽均为v型;大定位槽处上对称设有左定位块、右定位块,左定位块、右定位块均包括与大定位槽槽壁相贴合的定位部、弯折部,弯折部与前立板相贴合,弯折部经螺栓一固定于前立板上。
12.所述配重组件包括配重块、配重螺栓;配重块为一圆柱的圆柱截切体,配重块的圆柱截切体以平行于圆柱轴线的矩形截切形成;过渡盘设有多个用于调整配重块位置的调整孔,配重螺栓尾端装于调整孔处;配重块上方装有与法兰盘背面相抵的定位块。
13.所述配重组件与主支撑件相对设置,配重块的设置使加工复杂焊接件时更安全且便于加工。
14.所述压紧组件二包括与辅圆柱段顶部相对应的压板二、与压板二配合装配的锁紧螺杆二、与辅圆柱段底面相对应的支撑螺杆二、支撑螺杆三,锁紧螺杆二、支撑螺杆二、支撑螺杆三均装于过渡盘上。
15.过渡盘背面设有用于连接车床的连接盘,过渡盘、连接盘之设定有定位销;连接盘中部有与车床对接的接口,连接盘的接口周边有一圈连接螺栓与车床主轴连接。
16.要实现将复杂焊接件在车床上加工,难点在于如何将工件装夹在车床上。本发明以工件不加工外圆为定位基准,采用v形面定位,采用工件两处加强三角筋及斜向圆筒作为夹紧点。主支撑件由前立板、后立板、连于前/后立板之间的底板组成形似u形的结构。主支撑件前端是一v形结构,用以定位工件外圆,是工件加工外圆中心在机床旋转中心上;中间是一凹进去的平面,靠近前端两边各有3个螺纹孔,螺纹孔内安装螺杆,用来加紧工件;主支撑件底板的中心线上有一个螺纹孔,上面安装辅助活动支撑件,主支撑件、辅助活动支撑件支撑复杂焊接件的主圆柱段,辅圆柱段则通过压紧组件二压紧复杂焊接件,保证在旋转加工过程中复杂焊接件不发生移动。通过本发明的车用工装的各组件之间的配合可快速找正复杂焊接件:首先,辅助活动支撑件的球形活动节可调节、找正、支承复杂焊接件的主圆柱段;其次,法兰盘通过左定位块、右定位块、定位块进行三个位置的定位;再次,通过调整螺杆、锁紧螺杆一、支撑螺杆一一与加强筋的位置调整;支撑螺杆二、支撑螺杆三与辅圆柱段底面位置的调整来找正工件。
17.通过设计本发明的车用工装,有效解决了该工件加工效率低下的问题,且由于车床转速高,成形面粗糙度好,加工质量得到有效保证,在加工时,只需要第一次进行工件的调节,找正工装位置后,后续不需要进行调整,提高了装夹效率,大大保证了工件的产出速度,保证了生产节奏,解决生产窄口。
附图说明
18.图1是是复杂焊接件的结构示意图;图2是本发明的立体图之一;图3是本发明的立体图之二;图4是本发明的使用状态图;图5是图4的左视图;图6是图4的俯视图(去配重块);图7是本发明的使用状态三维图;图8是是主支撑件的结构示意图;图9是图8的左视图;图10是图8的俯视图;图11是辅助活动支撑件的结构示意图。
具体实施方式
19.图1中,复杂焊接件(简称工件)2包括主圆柱段、过渡圆柱段208、辅圆柱段205;所述主圆柱段为台阶形结构,包括位于前端的粗圆柱段201、位于后端的细圆柱段202,粗圆柱段201后端外圆有一圈法兰盘204,法兰盘204与细圆柱段202外圆之间有一圈加强筋203,主圆柱段下端连接辅圆柱段205,主圆柱段的轴线与过渡盘3的轴线重合,主圆柱段的轴线与辅圆柱段205的轴线之间夹角为a,过渡圆柱段208的轴线与辅圆柱段的轴线之间夹角为a1,复杂焊接件2还有紧固块206、是固定块207。
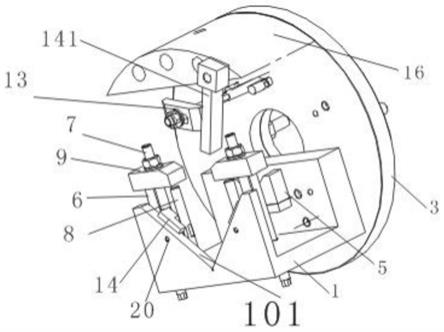
20.图2、3中,主支撑件1与复杂焊接件的法兰盘204盘缘相对应,辅助活动支撑件5与复杂焊接件的细圆柱段202相对应,主支撑件1有与法兰盘204盘缘相适配的大定位槽101,辅助活动支撑件5上设有与细圆柱段202相对应的小定位槽505。压紧组件一90包括锁紧螺杆一7、压板一9、位于压板一9头部下面的支撑螺杆一8、位于压板一9尾部的下面的调整螺杆6,压板一9经锁紧螺母18装于锁紧螺杆7上端,锁紧螺杆一7位于支撑螺杆一8、调整螺杆6之间;压紧组件一90工作时,支撑螺杆一8上端与工件的加强筋203下表面相抵,压板一9头部压于工件的加强筋203上表面,调整螺杆6上端抵于压板一9尾部。压紧组件二130包括与辅圆柱段顶部相对应的压板二13、与压板二13配合装配的锁紧螺杆二11、与辅圆柱段底面相对应的支撑螺杆二10、支撑螺杆三12,锁紧螺杆二11、支撑螺杆二10、支撑螺杆三12均装于过渡盘3上。配重组件包括配重块16、配重螺栓23;配重块16为一圆柱的圆柱截切体,配重块16的圆柱截切体以平行于圆柱轴线的矩形截切形成;过渡盘3设有多个用于调整配重块16位置的调整孔,配重螺栓23尾端装于调整孔处;配重块16上方装有与法兰盘204背面相抵的定位块141。大定位槽101、小定位槽505均为v型;大定位槽101处上对称设有左定位块14、右定位块15,左定位块14、右定位块15均包括与大定位槽101槽壁相贴合的定位部、弯折部,弯折部与前立板104相贴合,弯折部经螺栓一20固定于前立板104上。
21.如图4
‑
7所示,在加工连接盘4时,其上锥度孔与机床主轴配制加工,保证连接盘4与机床主轴的装配精度。首先将主支撑件1与过渡盘3用装于螺栓孔三220中的螺栓三22连接紧固,连接完成后在其组件上配制两处定位销孔,并用定位销24定位,保证组件的定位精度;其次将该组件与连接盘4用螺栓二21连接紧固,并在过渡盘3与连接盘4配制两处定位销
孔,用定位销24定位;再将配重块16安装在过渡盘3上,用配重螺栓23连接紧固,过渡盘3上有一系列孔,可按照实际情况安装配重块16,保证旋转平稳;最后将以上组件用连接螺杆17与机床主轴接口25相连接,并用垫圈、螺母27紧固,保证车用工装旋转加工时不发生位移及风险。
22.安装完主体构架并安装至机床主轴后,首先在安装孔51处安装辅助活动支撑件5,如图4所示,该辅助活动支撑件5为活动结构,可进行调整,其上为v形,通过螺杆下端的四方508用扳手调节,球形活动节可将整个结构调整至合适的位置;其次安装左定位块14、右定位块15,用螺栓一20连接紧固;再次按照图纸要求依次装配调整螺杆6、锁紧螺杆一7、支承螺杆一8、支承螺杆二10、锁紧螺杆二11、支承螺杆三12;最后再安装已经划好线的工件2,调整好工件2的位置后,用扳手调整调整螺杆6、支承螺杆一8、支承螺杆二10、支承螺杆三12,使其贴紧工件2,再用序号压板一9、压板二13、垫圈、锁紧螺母18压紧固定,保证工件2紧固不动。
23.全部装配完成后,在机床上打表找正工件2的划线位置,保证与划线位置相差不大于0.5mm,多次调整,并可以修整本体1的v形面及左定位块14、右定位块15的尺寸,配重块16可根据工装实际旋转情况调整配重螺栓23与调整孔的位置,保证工件2的旋转中心与机床主轴中心一致并运行平稳。经过此次调整后,后续无需在进行调整,安装序号2工件并紧固后即可进行加工,加工效率大大提高,加工质量也得到保证。
24.图8、9、10中,主支撑件1由前立板104、后立板103、连于前/后立板之间的底板105组成。大定位槽101位于前立板104上部;底板105前部设有与压紧组件一90相适配的装配孔组,各装配孔组包括三个螺纹孔,三个螺纹孔分别为与调整螺杆6相配合的装配孔一106、与锁紧螺杆一7相配合的装配孔二107、与支撑螺杆一8相配合的装配孔三108。后立板103上设有两定位销孔一102,主支撑件1经装于定位销孔一102处的定位销一与过渡盘3定位。
25.图11中,辅助活动支撑件5包括定位板组、螺杆503,螺杆503端部有球形活动节,定位板组上面为小定位槽505,定位板组下部设有与球形活动节相适配的调节环状槽,球形活动节与调节环状槽为间隙配合。球头和环状槽有间隙vv形可通过球头节在1
‑
3度内摆动。定位板组包括定位板501、固定板502,定位板501经螺栓504与固定板502连接,此处连接为紧连接,定位板501上设有半球形槽,固定板502上设有与半球形槽相对应的槽口孔,槽口孔包括球颈孔、连于球颈孔的圆柱孔,半球形槽与槽口孔对接后形成一完整的调节环状槽。球形活动节为3/4球,包括位于上部的半球部506、连于半球部506下部的球颈部,半球部506与半球形槽相适配,球颈部与球颈孔相适配,圆柱孔与球颈部下部的螺杆部507相适配。螺杆503下端为四方508。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1