喷油器全自动焊接电极片机系统的制作方法
1.本发明涉及电极片机技术领域,具体为喷油器全自动焊接电极片机系统。
背景技术:
2.电极片种类繁多,包括按摩电极片,理疗电极片,导电电极片,自粘式电极片,粘胶电极片,无纺布电极片,心电电极片,医用电极片,硅胶电极片,发热电极片,丰胸电极片,治疗仪连接线等等。电极片按照不同的标准可以分为不同的电极片,例如:自粘电极片,如果按照材质可分为1.pet自粘电极片2硅胶自粘电极片,3硅胶自粘电极片4,其他纽扣自粘电极片;硅胶电极片则可以按照用途分为吸水电极片,发热电极片,导电电极片等等。除了电极片之后,与之相关的还有电极线及其相关的理疗产品。发热电极片采用导电片、绝缘片、和加热装置以及与外界连接的电线,并在绝缘片和导电片之间安装有温度传感器,温度传感器两端通过电线与端子相连;发热电极片具有温度控制功能,且内侧有散热网纹,能充分散发局部热量,使用更方便,舒适和安全。
3.目前线圈与电极片组装完成后,还要进行焊接、导通测试,且需要多名员工进行配合才能满足生产,很难达到高效益。
4.基于此,本发明设计了喷油器全自动焊接电极片机系统,以解决上述问题。
技术实现要素:
5.本发明的目的在于提供喷油器全自动焊接电极片机系统,以解决上述背景技术中提出的目前线圈与电极片组装完成后,还要进行焊接、导通测试,且需要多名员工进行配合才能满足生产,很难达到高效益的问题。
6.为实现上述目的,本发明提供如下技术方案:喷油器全自动焊接电极片机系统,包括联动模组、上下模组、横移机构、下料联动模组、导通测试机构、uw焊接机构、第一上电极片和第二上电极片,所述联动模组连接第一上电极片、第二上电极片、uw焊接机构和导通测试机构,所述下料联动模组设置在所述导通测试机构的一侧,所述上下模组安装在所述横移机构上,所述下料联动模组下方设置有入口和出口。
7.作为本发明的进一步方案,所述上下模组包括第一电机和光电感应,所述第一电机底部连接第一减速机作为本发明的进一步方案,所述横移机构包括第二电机和夹爪工装,所述第二电机底部连接第二减速机。
8.作为本发明的进一步方案,所述第一上电极片和第二上电极片包括第三电机,所述第三电机连接横移,所述横移上设有夹爪。
9.作为本发明的进一步方案,所述联动模组包括第一联动电机和第二联动电机,所述第一联动电机和第二联动电机驱动第一联动机构和第二联动机构。
10.作为本发明的进一步方案,导通测试机构包括探针,所述探针下方设置有角度调
节机构。
11.作为本发明的进一步方案,所述uw焊接机构包括调节装置,所述调节装置上设置有uv设备。
12.与现有技术相比,本发明的有益效果为:(1)本发明涉及喷油器全自动焊接电极片机系统,提供了一种全自动上线圈、电极片、焊接、导通检测,作用是在将线圈与电极片组装在一起,组装完成后进行焊接,并导通测试,合格品,由下料机构放到吸塑盒内,不良品则放到不良品盒内,该设备实现全自动无人化生产。
13.(2)本发明在之前都由工人操作生产效率低满足不了产能需求,成本投入大,使用本发明后全自动生产无需工人现场跟进操作,效率大幅提高成本也有着极大的降低。
附图说明
14.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
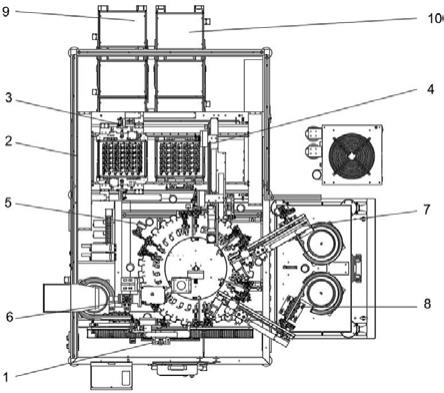
15.图1是根据该发明的喷油器全自动焊接电极片机系统的整体结构示意图;图2是根据该发明的喷油器全自动焊接电极片机系统的上下模组机构示意图;图3是根据该发明的喷油器全自动焊接电极片机系统的横移机构示意图;图4是根据该发明的喷油器全自动焊接电极片机系统的第一上电极片和第二上电极片机构示意图;图5是根据该发明的喷油器全自动焊接电极片机系统的联动模组机构示意图;图6是根据该发明的喷油器全自动焊接电极片机系统的导通测试机构示意图;图7是根据该发明的喷油器全自动焊接电极片机系统的uw焊接机构图示意图。
16.附图中,各标号所代表的部件列表如下:1、联动模组;101、第一联动电机;102、第二联动电机;103、第一联动机构、104、第二联动机构;2、上下模组;201、第一减速机;202、第一电机;203、光电感应;3、横移机构;301、第二电机;302、第二减速机;303、夹爪工装;4、下料联动模组;5、导通测试机构;501、探针;502角度调节机构;6、uw焊接机构;601、调节装置;602、uv设备;7、第一上电极片;8、第二上电极片;701、第三电机;702、横移;703、夹爪;9、入口;10、出口。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
18.在本发明的描述中,需要说明的是,术语“顶部”、“底部”、“一侧”、“另一侧”、“前面”、“后面”、“中间部位”、“内部”、“顶端”、“底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装
置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性;此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
19.如图1-7所示,本发明提供了喷油器全自动焊接电极片机系统,其中,图1是根据该发明的喷油器全自动焊接电极片机系统的整体示意图,从图1中可看出,喷油器全自动焊接电极片机系统,包括联动模组1、上下模组2、横移机构3、下料联动模组4、导通测试机构5、uw焊接机构6、第一上电极片7和第二上电极片8,所述联动模组1连接第一上电极片7、第二上电极片8、uw焊接机构6和导通测试机构5,所述下料联动模组4设置在所述导通测试机构5的一侧,所述上下模组2安装在所述横移机构3上,所述下料联动模组4下方设置有入口9和出口10。
20.图2是根据该发明的喷油器全自动焊接电极片机系统的上下模组机构示意图,从图2中可看出,所述上下模组2包括第一电机202和光电感应203,所述第一电机202底部连接第一减速机201。
21.图3是根据该发明的喷油器全自动焊接电极片机系统的横移机构示意图,从图3中可看出,所述横移机构3包括第二电机301和夹爪工装303,所述第二电机301底部连接第二减速机302。
22.图4是根据该发明的喷油器全自动焊接电极片机系统的第一上电极片和第二上电极片机构示意图,从图4中可看出,所述第一上电极片7和第二上电极片8包括第三电机701,所述第三电机701连接横移702,所述横移702上设有夹爪703。
23.图5是根据该发明的喷油器全自动焊接电极片机系统的联动模组机构示意图,从图5中可看出,所述联动模组1包括第一联动电机101和第二联动电机102,所述第一联动电机101和第二联动电机102驱动第一联动机构103和第二联动机构104。
24.图6是根据该发明的喷油器全自动焊接电极片机系统的导通测试机构示意图,从图6中可看出,导通测试机构5包括探针501,所述探针501下方设置有角度调节机构502。
25.图7是根据该发明的喷油器全自动焊接电极片机系统的uw焊接机构图示意图,从图7中可看出,所述uw焊接机构6包括调节装置601,所述调节装置601上设置有uv设备602。
26.在实际应用中,1.人工把空胶框放到皮带线上,上下模组2把胶框提至放料位置处,横移机构3带动放料,满料的胶框则由横移机构3放到另一提升机构的上,接着放到出料输送线上。
27.2.线圈由人工把线圈和电极片放到振动盘内,通过振盘把线圈和电极片流到错料工位进行错料。
28.3.第一上电极片夹取错料后的第一电极片放到转盘上。
29.4.第二上电极片夹取错料后的第二电极片放到转盘上。
30.5.联动模组1夹取线圈放到转盘上,同时侧面斜顶把线圈顶入电极片内。
31.6.uw焊接机构6对线圈和电极片进行焊接。
32.7.导通测试机构5对产品进行检测。
33.8.合格产品,下料联动模组4放至翻转机构处翻转,然后夹取放至吸塑盒内,不合格品则放至不良品盒内。
34.本发明涉及喷油器全自动焊接电极片机系统,提供了一种全自动上线圈、电极片、焊接、导通检测,作用是在将线圈与电极片组装在一起,组装完成后进行焊接,并导通测试,合格品,由下料机构放到吸塑盒内,不良品则放到不良品盒内,该设备实现全自动无人化生产。本发明在之前都由工人操作生产效率低满足不了产能需求,成本投入大,使用本发明后全自动生产无需工人现场跟进操作,效率大幅提高成本也有着极大的降低。
35.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1