一种眼镜酒杯焊接装置及其加工方法与流程
1.本发明涉及一种眼镜酒杯自动焊接设备技术领域,更具体地说,它涉及一种眼镜酒杯焊接装置及其加工方法。
背景技术:
2.眼镜是由镜片和镜架组合起来的,用来改善视力、保护眼睛或作装饰用途的用品。
3.眼镜的样式也多种多样,金属框结构的眼镜需要焊接酒杯并与托叶进行配合的,酒杯包括了杯体和焊丝两个部分进行焊接。
4.目前,市场上的对于杯体和焊丝是通过人工进行焊接的,但是这样的生产方式,不仅生产效率低下,而且良品率较差,不利于企业的长期发展,同时,传统的焊接方式也是通过高频电流的方式进行焊接,这样的焊接方式不适用于较小的物件上,从而导致焊接的精度较差,实用性较差,不利于企业的发展。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的在于提供一种自动化程度高,结构简单,实用性强以及生产效率高并能确保较高良品率的眼镜酒杯焊接装置。
6.为实现上述目的,本发明提供了如下技术方案:一种眼镜酒杯焊接装置,包括机架,所述机架上设有旋转盘、设置于转盘上且用于夹持的夹具、沿转盘周侧依次设置的杯体上料工位,用于将杯体进行上料;助焊工位,用于对杯体上助焊剂;焊丝上料工位,用于对焊丝进行上料;焊丝取料工位,用于夹取焊丝并运送至杯体处,并于杯体贴合;激光焊接工位,设置于转盘上方且用于将焊丝焊接于杯体上;焊条输出工位,用于输出焊条至杯体焊接一侧;检测工位,用于检测杯体和焊丝焊接是否合格;下料工位,用于将合格品和不合格品进行分仓下料。
7.本发明进一步设置为:所述杯体上料工位包括第一振动上料盘、与第一振动上料盘连接的第一出料通道、设置于机架上的第一安装架、设置于机架上的第二安装架、设置于第二安装架上的上料通道、设置于第一安装架上且用于将杯体从第一出料通道的出料口移至上料通道的取料机械臂、设置于取料机械臂上的取料机械手、用于驱动取料机械臂往复于第一出料通道和上料通道的第一电机以及设置于取料机械臂上且用于调节杯体方向的调节装置。
8.本发明进一步设置为:所述调节装置包括设置于取料机械臂上且用于驱动取料机械手旋转的第一旋转电机、设置于第一出料通道的出料口处且用于检测杯体孔位朝向的第一检测器以及与第一检测器电性连接且用于驱动第一旋转电机旋转调节孔位的第一控制器。
9.本发明进一步设置为:所述杯体上料工位还包括设置于上料通道上的第一推料机构,该第一推料机构包括设置于上料通道出料端一侧的第一滑道、设置于第一滑道内的第一推杆以及用于驱动第一推杆将杯体由第一滑道推至夹具夹料口处的第一推料气缸。
10.本发明进一步设置为:所述助焊工位包括设置于机架上的第三安装架、设置于第三安装架上的助焊剂储存桶、设置于第三安装架上的上料臂、设置于第三安装架上且由助焊剂储存桶升至夹具同一高度并往复运动的升降气缸以及设置于第三安装架上且用于驱动上料臂横向伸缩与杯体焊接一侧面抵触的第一伸缩气缸。
11.本发明进一步设置为:所述焊丝上料工位包括第二振动上料盘、与第二振动上料盘连通的第二出料通道以及设置于第二出料通道出料端一侧的第二推料机构,所述第二推料机构包括设置于第二出料通道出料端一侧的第二滑道、设置于第二滑道内的第二推杆以及用于驱动第二推杆将焊丝由第二滑道推至第二滑道出口端的第二推料气缸。
12.本发明进一步设置为:所述焊丝取料工位包括第四安装架、设置于第四安装架上的取料夹臂、用于驱动取料夹臂夹料、释放的夹料气缸、设置于机架上且用于驱动第四安装架轴向往复运动的轴向移动气缸以及用于驱动取料夹臂伸至焊丝焊接位置且复位的第二伸缩气缸。
13.本发明进一步设置为:所述激光焊接工位包括设置于机架上的第五安装架以及设置于第五安装架上且设置于杯体和焊丝焊接位置上方的激光焊接机,所述焊条输出工位包括设置于机架上的第六安装架、设置于机架上的焊条储料滚筒、设置于第六安装架的输出滚轮、设置于第六安装架上且用于驱动输出滚轮旋转的第二旋转电机、设置于第六安装架上的导向臂以及设置于机架上且用于驱动第五安装架伸、缩往复运动的第三伸缩气缸,所述焊条储料滚筒和输出滚轮之间设有若干导向滚轮。
14.本发明进一步设置为:所述检测工位包括设置于机架上的第六安装架以及设置于第六安装架上的第二检测器,所述下料工位包括设置于机架上的合格品下料仓和不合格品下料仓、设置于机架上且分别设置于合格品下料仓和不合格品下料仓两侧的第七安装架、设置于第七安装架上的下料臂以及用于驱动下料臂往下料仓一侧移动且往复运动的两第四伸缩气缸,所述第二检测器电性连接有第二控制器,第二控制器与两第四伸缩气缸电性连接,所述第二检测器被配置为检测到合格品时,驱动合格品下料仓一侧的第四伸缩气缸动作,反之,驱动不合格品下料仓一侧的第四驱动气缸动作。
15.通过采用上述技术方案,有益效果,1、通过振动上料盘对杯体进行上料
→
对杯体的焊接处进行助焊剂的添加
→
通过振动上料盘的焊丝的上料
→
将焊条置于焊丝和杯体之间
→
通过焊丝取料工位对焊丝进行取料并与杯体贴合
→
再通过激光焊接机对焊丝和杯体的贴合处进行焊接
→
检测杯体和焊丝焊接是否合格
→
对合格品和不合格品进行分仓下料
→
完成,采用上述步骤,自动化程度高,减小了人工焊接的成本,以及提高了焊接的精度;2、通过上述流程进行焊接焊丝和杯体,则实现了自动焊接,并改变了传统高频电流焊接的方式,采用激光焊接的方式,形成了对焊丝和杯体的焊接,自动化程度高,而且成品率高达98%以上,生产效率高,生产速度在20-25个/min,极大的提高了生产效率,实用性强,结构简单;3、配合添加的助焊剂则实现了良好的焊接效果,提高了焊丝和杯体之间连接的牢固程度,稳定性强,结构简单,最后在通过检测工位的焊接合格程度进行检测,再通过下料工位进行分仓下料,实现了良好的焊接效果,确保了良品率。
16.一种适用于上述眼镜酒杯焊接装置的加工方法,包括如下步骤,s1、预备:第一振动盘对杯体进行上料,杯体在第一振动盘的作用下通过出料通道出料,取料机械手吸取杯
体,出料通道的出料口处设置的第一检测器对杯体的位置进行检测,若干孔位的朝向有误,则通过第一控制器驱动第一旋转电机对取料机械手进行旋转,再通过第一电机将杯体放置在上料通道上;s2、上料:杯体在第一推料气缸的驱动下,通过第一推杆将杯体推至夹具的夹口内,旋转盘旋转将夹具旋转至下一工位;s3、上助焊剂:上料臂在升降气缸和第一伸缩气缸的作用下,将助焊剂储料桶内的助焊剂添加至杯体上,旋转盘旋转将夹具旋转至下一工位;s4、焊丝上料工位:第二振动盘对焊丝进行上料,焊丝在第二振动盘的作用下通过第二上料通道上料,焊丝在第二推料气缸的作用下通过第二推杆推至取料夹,进入下一加工步骤;s5、焊接:取料夹臂夹料后通过轴向移动气缸以及第二伸缩气缸,移动至杯体的焊接面一侧,焊条在输出滚轮和第三伸缩气缸的作用下,移至杯体和焊丝之间,并通过激光焊接机对杯体和焊丝进行焊接,进入下一加工步骤;s6、成品检测:通过第二检测器对成品率进行检测,并将检测结构传输至第二控制器,进入下一步骤;s7、下料:第二控制器针对第二检测器的检测结构,驱动与合格品下料仓或不合格品下料仓的对应第四伸缩气缸下料,得到成品,并回收不合格品;s8、重复步骤s1-步骤s7。
17.通过采用上述技术方案,有益效果,通过预备
→
上料
→
上助焊剂
→
焊丝上料工位
→
焊接
→
成品检测
→
下料,实现了对眼镜酒杯的自动化焊接,无需人工焊接,焊接精度高,并极大的提高了生产效率,成品率高达98%以上,以及达到20-25个/min的生产速度,实用性强,便于推广。
附图说明
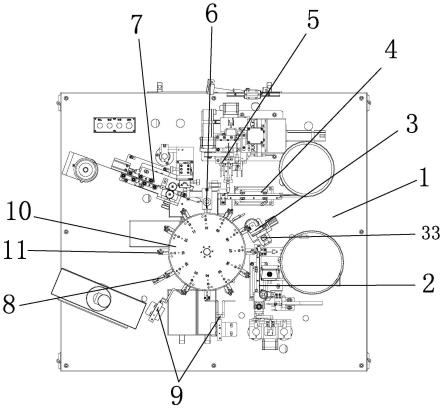
18.图1为本发明一种眼镜酒杯焊接装置及其加工方法实施例的俯视图。
19.图2为本发明一种眼镜酒杯焊接装置及其加工方法实施例杯体上料工位和助焊工位的立体结构示意图1。
20.图3为本发明一种眼镜酒杯焊接装置及其加工方法实施例杯体上料工位和助焊工位的立体结构示意图2。
21.图4为本发明一种眼镜酒杯焊接装置及其加工方法实施例焊丝上料工位和焊丝取料工位的立体结构示意图。
22.图5为本发明一种眼镜酒杯焊接装置及其加工方法实施例激光焊接工位和焊条输出工位的立体结构示意图。
23.图6为本发明一种眼镜酒杯焊接装置及其加工方法实施例检测工位和下料工位的立体结构示意图。
24.图中附图标记,1、机架;10、旋转盘;11、夹具;2、杯体上料工位;20、第一振动上料盘;21、第一出料通道;22、第一安装架;23、第二安装架;24、上料通道;25、取料机械臂;26、取料机械手;27、第一电机;260、第一旋转电机;240、第一滑道;241、第一推杆;242、第一推料气缸;3、助焊工位;30、第三安装架;31、助焊剂储存桶;32、上料臂;33、升降气缸;34、第一
伸缩气缸;4、焊丝上料工位;40、第二振动上料盘;41、第二出料通道;42、第二滑道;43、第二推杆;44、第二推料气缸;5、焊丝取料工位;50、第四安装架;51、取料夹臂;52、夹料气缸;53、轴向移动气缸;54、第二伸缩气缸;6、激光焊接工位;60、第五安装架;61、激光焊接机;7、焊条输出工位;70、第六安装架;71、焊条储料滚筒;72、输出滚轮;73、第二旋转电机;74、导向臂;75、第三伸缩气缸;76、导向滚轮;8、检测工位;80、第七安装架;81、第二检测器;9、下料工位,90、合格品下料仓;91、不合格品下料仓;92、第八安装架;93、下料臂;94、第四伸缩气缸。
具体实施方式
25.参照图1至图6对本发明一种眼镜酒杯焊接装置及其加工方法实施例做进一步说明。
26.为了易于说明,实施例中使用了诸如“上”、“下”、“左”、“右”等空间相对术语,用于说明图中示出的一个元件或特征相对于另一个元件或特征的关系。应该理解的是,除了图中示出的方位之外,空间术语意在于包括装置在使用或操作中的不同方位。例如,如果图中的装置被倒置,被叙述为位于其他元件或特征“下”的元件将定位在其他元件或特征“上”。因此,示例性术语“下”可以包含上和下方位两者。装置可以以其他方式定位(旋转90度或位于其他方位),这里所用的空间相对说明可相应地解释。
27.而且,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个与另一个具有相同名称的部件区分开来,而不一定要求或者暗示这些部件之间存在任何这种实际的关系或者顺序。
28.一种眼镜酒杯焊接装置,包括机架1,机架1上设有旋转盘10、设置于转盘上且用于夹持的夹具11、沿转盘周侧依次设置的杯体上料工位2,用于将杯体进行上料;助焊工位3,用于对杯体上助焊剂;焊丝上料工位4,用于对焊丝进行上料;焊丝取料工位5,用于夹取焊丝并运送至杯体处,并于杯体贴合;激光焊接工位6,设置于转盘上方且用于将焊丝焊接于杯体上;焊条输出工位7,用于输出焊条至杯体焊接一侧;检测工位8,用于检测杯体和焊丝焊接是否合格;下料工位,用于将合格品和不合格品进行分仓下料,通过振动上料盘对杯体进行上料
→
对杯体的焊接处进行助焊剂的添加
→
通过振动上料盘的焊丝的上料
→
将焊条置于焊丝和杯体之间
→
通过焊丝取料工位5对焊丝进行取料并与杯体贴合
→
再通过激光焊接机61对焊丝和杯体的贴合处进行焊接
→
检测杯体和焊丝焊接是否合格
→
对合格品和不合格品进行分仓下料
→
完成,采用上述步骤,自动化程度高,减小了人工焊接的成本,以及提高了焊接的精度;本发明进一步设置为,杯体上料工位2包括第一振动上料盘20、与第一振动上料盘20连接的第一出料通道21、设置于机架1上的第一安装架22、设置于机架1上的第二安装架23、设置于第二安装架23上的上料通道24、设置于第一安装架22上且用于将杯体从第一出料通道21的出料口移至上料通道24的取料机械臂25、设置于取料机械臂25上的取料机械手26、用于驱动取料机械臂25往复于第一出料通道21和上料通道24的第一电机27,采用上述结构设置,则通过设置的第一振动上料盘20配合第一出料通道21,通过取料机械臂25对物料进行转移,实现了机械化的上料,而设置于取料机械臂25上且用于调节杯体方向的调节装置,则是可以对杯体的焊接方向进行调节,实现了良好的调节效果,便于后续的焊接操
作,结构简单,实用性强。
29.在本发明实施例中,取料机械手26采用真空吸附的方式进行取料转移,取料机械手26配备了真空发生器以及真空吸盘,取料时通过启动真发生器,对物料进行吸取,并转移至上料通道24,实现了良好的取料转移效果,稳定性强,结构简单。
30.本发明进一步设置为,调节装置包括设置于取料机械臂25上且用于驱动取料机械手26旋转的第一旋转电机260、设置于第一出料通道21的出料口处且用于检测杯体孔位朝向的第一检测器以及与第一检测器电性连接且用于驱动第一旋转电机260旋转调节孔位的第一控制器,采用上述结构设置,通过设置的第一检测器以及第一控制器,则通过第一控制器,对杯体的孔位朝向进行调节,确保后续的焊接效果,实用性强,自动化程度高,提高了焊接的良品率。
31.本发明进一步设置为,杯体上料工位2还包括设置于上料通道24上的第一推料机构,该第一推料机构包括设置于上料通道24出料端一侧的第一滑道240、设置于第一滑道240内的第一推杆241以及用于驱动第一推杆241将杯体由第一滑道240推至夹具11夹料口处的第一推料气缸242,通过推料机构中的第一推杆241配合第一推料气缸242,上料通道24出料端一侧形成推料,则便于对杯体形成转移,形成了输出方向的转移,实用性强,结构简单。
32.本发明进一步设置为,助焊工位3包括设置于机架1上的第三安装架30、设置于第三安装架30上的助焊剂储存桶31、设置于第三安装架30上的上料臂32、设置于第三安装架30上且由助焊剂储存桶31升至夹具11同一高度并往复运动的升降气缸33以及设置于第三安装架30上且用于驱动上料臂32横向伸缩与杯体焊接一侧面抵触的第一伸缩气缸34,采用上述结构设置,通过添加的助焊剂储存桶31,配合上料臂32对杯体和焊丝之间的连接处进行添加助焊剂,则实现了良好的焊接效果,极大的提高了焊接效果,稳定性强,实用性强。
33.本发明进一步设置为,焊丝上料工位4包括第二振动上料盘40、与第二振动上料盘40连通的第二出料通道41以及设置于第二出料通道41出料端一侧的第二推料机构,第二推料机构包括设置于第二出料通道41出料端一侧的第二滑道42、设置于第二滑道42内的第二推杆43以及用于驱动第二推杆43将焊丝由第二滑道42推至第二滑道42出口端的第二推料气缸44,将第二振动上料盘40配合第二出料通道41,对物料形成输送,再通过第二推料机构的第二推杆43配合第二推料气缸44,将焊丝推送至第二滑道42的出料端处,便于进行下一步骤的进行,而且确保了良好工作之间的连续性。
34.本发明进一步设置为,焊丝取料工位5包括第四安装架50、设置于第四安装架50上的取料夹臂51、用于驱动取料夹臂51夹料、释放的夹料气缸52、设置于机架1上且用于驱动第四安装架50轴向往复运动的轴向移动气缸53以及用于驱动取料夹臂51伸至焊丝焊接位置且复位的第二伸缩气缸54,采用上述结构设置,通过取料夹臂51,配合夹料气缸52以及轴向移动气缸53,则对焊丝进行转移,并与杯体进行贴合。
35.本发明进一步设置为,激光焊接工位6包括设置于机架1上的第五安装架60以及设置于第五安装架60上且设置于杯体和焊丝焊接位置上方的激光焊接机61,焊条输出工位7包括设置于机架1上的第六安装架70、设置于机架1上的焊条储料滚筒71、设置于第六安装架70的输出滚轮72、设置于第六安装架70上且用于驱动输出滚轮72旋转的第二旋转电机73、设置于第六安装架70上的导向臂74以及设置于机架1上且用于驱动第五安装架60伸、缩
往复运动的第三伸缩气缸75,通过上述流程进行焊接焊丝和杯体,则实现了自动焊接,并改变了传统高频电流焊接的方式,采用激光焊接的方式,形成了对焊丝和杯体的焊接,自动化程度高,而且成品率高达98%以上,生产效率高,生产速度在20-25个/min,极大的提高了生产效率,实用性强,结构简单,并且上述焊条储料滚筒71便于对焊条进行储料,并且通过输出滚轮72配合第二旋转电机73进行输出,并且在焊条储料滚筒71和输出滚轮72之间设有若干导向滚轮76,则增加了焊条输出时的稳定性,实用性强,结构简单。
36.本发明进一步设置为,检测工位8包括设置于机架1上的第七安装架80以及设置于第七安装架80上的第二检测器81,下料工位包括设置于机架1上的合格品下料仓和不合格品下料仓、设置于机架1上且分别设置于合格品下料仓和不合格品下料仓两侧的第八安装架、设置于第八安装架上的下料臂以及用于驱动下料臂往下料仓一侧移动且往复运动的两第四伸缩气缸,第二检测器81电性连接有第二控制器,第二控制器与两第四伸缩气缸电性连接,第二检测器81被配置为检测到合格品时,驱动合格品下料仓一侧的第四伸缩气缸动作,反之,驱动不合格品下料仓一侧的第四驱动气缸动作,最后在通过检测工位8的焊接合格程度进行检测,再通过下料工位进行分仓下料,实现了良好的焊接效果,确保了良品率。
37.一种适用于上述眼镜酒杯焊接装置的加工方法,包括如下步骤,s1、预备:第一振动盘对杯体进行上料,杯体在第一振动盘的作用下通过出料通道出料,取料机械手26吸取杯体,出料通道的出料口处设置的第一检测器对杯体的位置进行检测,若干孔位的朝向有误,则通过第一控制器驱动第一旋转电机260对取料机械手26进行旋转,再通过第一电机27将杯体放置在上料通道24上;s2、上料:杯体在第一推料气缸242的驱动下,通过第一推杆241将杯体推至夹具11的夹口内,旋转盘10旋转将夹具11旋转至下一工位;s3、上助焊剂:上料臂32在升降气缸33和第一伸缩气缸34的作用下,将助焊剂储料桶内的助焊剂添加至杯体上,旋转盘10旋转将夹具11旋转至下一工位;s4、焊丝上料工位4:第二振动盘对焊丝进行上料,焊丝在第二振动盘的作用下通过第二上料通道24上料,焊丝在第二推料气缸44的作用下通过第二推杆43推至取料夹,进入下一加工步骤;s5、焊接:取料夹臂51夹料后通过轴向移动气缸53以及第二伸缩气缸54,移动至杯体的焊接面一侧,焊条在输出滚轮72和第三伸缩气缸75的作用下,移至杯体和焊丝之间,并通过激光焊接机61对杯体和焊丝进行焊接,进入下一加工步骤;s6、成品检测:通过第二检测器81对成品率进行检测,并将检测结构传输至第二控制器,进入下一步骤;s7、下料:第二控制器针对第二检测器81的检测结构,驱动与合格品下料仓或不合格品下料仓的对应第四伸缩气缸下料,得到成品,并回收不合格品;s8、重复步骤s1-步骤s7。
38.通过采用上述技术方案,有益效果,通过预备
→
上料
→
上助焊剂
→
焊丝上料工位4
→
焊接
→
成品检测
→
下料,实现了对眼镜酒杯的自动化焊接,无需人工焊接,焊接精度高,并极大的提高了生产效率,成品率高达98%以上,以及达到20-25个/min的生产速度,实用性强,便于推广。
39.以上所述仅为本发明的较佳实施例,并不用以限制本发明,本领域的技术人员在
本发明技术方案范围内进行通常的变化和替换都应包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1