一种热轧卷取助卷辊皱痕的识别和监控方法与流程
1.本发明属于轧钢技术领域,具体涉及一种热轧卷取助卷辊皱痕的识别和监控方法。
背景技术:
2.参照图1,热轧工艺流程大致有加热、粗轧、精轧、卷取等工序。首先根据轧制计划,将板坯依照顺序装入步进式加热炉1。板坯被加热到工艺规定的目标温度以后,被运输至粗轧机组2。粗轧机组将200-250mm的板坯轧制为30-60mm的中间坯后,通过最佳化剪切系统3的测量进入精轧机组。先经过四连杆式飞剪4切除其头尾不规则部分,然后进入除鳞箱5进行除鳞,再经过f1至f7机架组成的精轧连轧机6轧制成1.2-12.7mm厚度的成品带钢。带钢出f7机架后经过层流冷却设备7,将其温度冷却至规定的温度,最后被送入卷取机8卷取成钢卷。
3.参照图2-1,所示的为现有技术中的卷取机内钢卷内圈成形过程示意图,图中a为卷取侧导板;b为活门;c为夹送辊后引导板;1为1#助卷辊;2为2#助卷辊;3为3#助卷辊;d为带钢头部穿过了1#助卷辊;e为带钢头部穿过了2#助卷辊;f为带钢头部穿过3#助卷辊前;g为带钢头部穿过了3#助卷辊。
4.参照图2-2,第1圈时,带钢头部进入1#助卷辊区域时,1#助卷辊1抬起h1(见图中的31),头部过1#助卷辊1后,1#助卷辊1压下;第2圈时,带钢头部进入1#助卷辊区域时,1#助卷辊1抬起h2(见图中的32),头部过1#助卷辊1后,1#助卷辊1压下;第n圈时,带钢头部进入1#助卷辊区域时,1#助卷辊1抬起hn(见图中的3n),头部过1#助卷辊1后,1#助卷辊1压下。2#助卷辊和3#助卷辊动作类似于1#助卷辊。
5.实际应用中,1#、2#、3#助卷辊与卷筒是一套共同作用系统,带钢在助卷辊和卷筒的上下表摩擦力的共同作用下,紧紧缠绕在卷筒之上。受设备磨损不均、位置波动、压紧力不足、来料带钢头部跑偏等因素的影响,带钢和卷筒之间存在间隙,卷层紧密度差,卷筒和带钢之间的摩擦力变小,卷筒负载下降,卷筒电流迅速下降而卷筒速度快速升高;助卷辊压下接触带钢时,助卷辊通过摩擦力迫使带钢往前运送,可能发生堆积在某个助卷辊前,助卷辊与带钢接触阻力相对增大,提高了带钢通过单个助卷辊的难度,也就是常见的堵钢问题。出现堵钢后,后面的带钢往前挤压带钢,随着时间的增加,挤压量逐渐增大,助卷辊的转动阻力增大,为达到设定速度其电机电流逐渐增大,达到一定程度后,即挤阻力超过抵抗阻力后,就会推着受挤压而变形带钢通过助卷辊。
6.目前带钢内圈助卷辊皱痕只能靠开卷检测时人工检验,存在以下缺点:
7.1、检测度低:皱痕难以发现,皱痕时间不可判断;
8.2、可靠性差:很容易发生误判断,导致误封锁或漏检。
9.3、潜在风险大:皱痕不被发现再次轧制极易发生断带问题。
10.申请号为:201610450519.9的发明申请,公开了“一种热轧带钢折叠缺陷的在线判定方法”,其在带钢经过夹送辊时,确定所述夹送辊中的上夹送辊和下夹送辊的实际缝隙;
然后判断所述实际缝隙是否大于设定缝隙;并且判断所述上夹送辊的对带钢的夹紧力是否大于设定夹紧力;若所述实际缝隙大于所述设定缝隙,且所述上夹送辊的对带钢的夹紧力大于设定夹紧力,则表明所述带钢出现了折叠缺陷,然后记录下带钢发生折叠的位置。
11.申请号为:201410014360.7的发明申请,公开了“一种热轧带钢带头带尾的自动监控方法”,包括如下步骤:步骤s11,启动除磷箱的入口夹送辊和出口夹送辊的辊缝和转速的实时测量功能;步骤s12,判断入口夹送辊的辊缝和转速是否满足第一报警条件,如果满足第一报警条件,则执行步骤s14,否则,执行步骤s13;步骤s13,判断出口夹送辊的辊缝和转速是否满足第二报警条件,如果满足第二报警条件,则执行步骤s14,否则,执行步骤s12;步骤s14,输出报警信息,并停止进钢。
12.申请号为:201610067542.x的发明申请,公开了“一种热轧卷取机的尾部叠板识别监控方法”,包括带钢、上夹送辊、下夹送辊和卷筒,对夹送辊的夹送辊辊缝hgap和夹送辊电机电流的综合波动情况进行监控,设置当夹送辊辊缝hgap阈值大于1.4倍以上,夹送辊电机电流阈值大于1.9倍以上,且持续时间大于0ms时,则判定发生叠板现象,此时监控系统报警,将尾部叠板钢卷自动封锁。操作人员对该钢卷尾部做重点检查,并将叠板部分进行切除。
技术实现要素:
13.为解决以上问题,本发明提供了一种热轧卷取助卷辊皱痕的识别和监控方法,其技术方案具体如下:
14.一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
15.基于皱痕产生的原因维度与结果维度建立自原因至结果的判断链,据此判断链建立皱痕的识别与监控。
16.根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
17.所述的原因维度由建立的对卷筒速度与电流及各自持续时间的监控构成。
18.根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
19.所述的结果维度由建立的对助卷辊速度与电流及各自持续时间的监控构成。
20.根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
21.当基于原因维度的皱痕判定与基于结果维度的皱痕判定同时成立时,则判定为皱痕发生。
22.根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
23.对卷筒速度与电流及各自持续时间的监控自带钢头部穿过夹送辊时刻开始、至助卷辊打开到极限位置时刻结束。
24.根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
25.对助卷辊速度与电流及各自持续时间的监控自带钢头部穿过夹送辊时刻开始、至助卷辊打开到极限位置时刻结束。
26.根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于包括如下步骤:
27.s1:以带钢头部穿过夹送辊为触发对卷筒速度及电流进行监控的触发信号;据此触发信号进入对卷筒速度与电流的监控;当监控到卷筒速度超过设定阈值时,进入步骤s2,
否则继续监控直至该监控周期结束;当监控到卷筒电流低于设定阈值时,进入步骤s2,否则继续监控直至该监控周期结束;
28.s2:对超过设定阈值的卷筒速度进行持续时间的监控,当持续时间超过设定阈值时,进入步骤s3,否则继续监控直至监控周期结束;对低于设定阈值的卷筒电流进行持续时间的监控,当持续时间超过设定阈值时,进入步骤s3,否则继续监控直至监控周期结束;
29.s3:当卷筒速度超过设定阈值的持续时间与卷筒电流低于设定阈值的持续时间均超过各自的设定持续时间阈值时,则判定为基于原因维度的皱痕成立。
30.根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于包括如下步骤:
31.ss1:以带钢头部穿过夹送辊为触发对助卷辊速度及电流进行监控的触发信号;据此触发信号进入对助卷辊速度与电流的监控;当监控到助卷辊速度低于设定阈值时,进入步骤ss2,否则继续监控直至该监控周期结束;当监控到助卷辊电流超过设定阈值时,进入步骤ss2,否则继续监控直至该监控周期结束;
32.ss2:对低于设定阈值的助卷辊速度进行持续时间的监控,当持续时间超过设定阈值时,进入步骤ss3,否则继续监控直至监控周期结束;对超过设定阈值的助卷辊电流进行持续时间的监控,当持续时间超过设定阈值时,进入步骤ss3,否则继续监控直至监控周期结束;
33.ss3:当助卷辊速度低于设定阈值的持续时间与助卷辊电流超过设定阈值的持续时间均超过各自的设定持续时间阈值时,则判定为基于结果维度的皱痕成立。
34.根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
35.卷筒速度的设定阈值为工艺设定速度值的1.045倍。
36.根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
37.卷筒电流的设定阈值为工艺额定电流值的0.75倍。
38.根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
39.所述卷筒速度超过设定阈值的设定持续时间阈值与卷筒电流低于设定阈值的设定持续时间阈值均根据区间[10-10000]ms确定;当各自的持续时间落在该区间时,则判定为各自的持续时间超过了设定持续时间阈值。
[0040]
根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
[0041]
所述助卷辊速度的设定阈值为工艺设定速度值的0.5倍。
[0042]
根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
[0043]
所述助卷辊电流的设定阈值为工艺设定电流的1.5倍。
[0044]
根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
[0045]
所述助卷辊速度低于设定阈值的设定持续时间阈值与助卷辊电流超过设定阈值的设定持续时间阈值均根据区间[10-10000]ms确定;当各自的持续时间落在该区间时,则判定为各自的持续时间超过了设定持续时间阈值。
[0046]
根据本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,其特征在于:
[0047]
当任一持续时间超过设定阈值区间上限10000ms时,则判定为异常生产,从而终止该周期下的皱痕判定。
[0048]
本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,从皱痕产生的原因与结果
两个维度分别寻找判定的依据,并根据寻找出的判定依据建立基于这些判定依据同时成立的判断链,据此建立的皱痕识别与监控准确率高,且无需添加同维度层的其他因素,使得判别高效与可靠;根据此监控是判别方法,计算机系统可方便地对皱痕进行判断,并对皱痕时间进行实时计算,并输出报警信息,报警信息传递到质量判定系统和自动封锁,提示质量判定人员该钢卷内圈有助卷辊皱痕封锁,须安排钢卷内圈打开进行重点确认;降低了人员劳动强度。
附图说明
[0049]
图1为本发明背景技术中的生产线布置图;
[0050]
图2-1为本发明现有技术中的钢卷内圈成形过程示意图;
[0051]
图2-2为本发明现有技术中的助卷辊踏步示意图;
[0052]
图3为本发明实施例中的助卷辊皱痕示意图;
[0053]
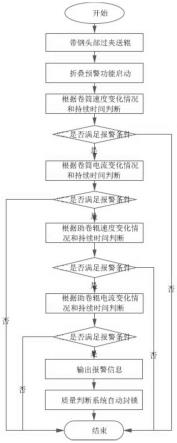
图4为本发明实施例中的皱痕监控与判别流程示意图;
[0054]
图5为本发明实施例中的皱痕报警下的卷筒电流示意图;
[0055]
图6为本发明实施例中的皱痕报警下的助卷辊电流示意图;
[0056]
图7为本发明实施例中的皱痕报警下的助卷辊速度示意图;
[0057]
图8为本发明实施例中的皱痕报警下的卷筒速度示意图。
具体实施方式
[0058]
下面,根据说明书附图和具体实施方式对本发明的一种热轧卷取助卷辊皱痕的识别和监控方法作进一步具体说明。
[0059]
参见图4的一种热轧卷取助卷辊皱痕的识别和监控方法,
[0060]
基于皱痕产生的原因维度与结果维度建立自原因至结果的判断链,据此判断链建立皱痕的识别与监控。
[0061]
其中,
[0062]
所述的原因维度由建立的对卷筒速度与电流及各自持续时间的监控构成。
[0063]
其中,
[0064]
所述的结果维度由建立的对助卷辊速度与电流及各自持续时间的监控构成。
[0065]
其中,
[0066]
当基于原因维度的皱痕判定与基于结果维度的皱痕判定同时成立时,则判定为皱痕发生。
[0067]
其中,
[0068]
对卷筒速度与电流及各自持续时间的监控自带钢头部穿过夹送辊时刻开始、至助卷辊打开到极限位置时刻结束;包括如下步骤:
[0069]
s1:以带钢头部穿过夹送辊为触发对卷筒速度及电流进行监控的触发信号;据此触发信号进入对卷筒速度与电流的监控;当监控到卷筒速度超过设定阈值时,进入步骤s2,否则继续监控直至该监控周期结束;当监控到卷筒电流低于设定阈值时,进入步骤s2,否则继续监控直至该监控周期结束;
[0070]
s2:对超过设定阈值的卷筒速度进行持续时间的监控,当持续时间超过设定阈值
时,进入步骤s3,否则继续监控直至监控周期结束;对低于设定阈值的卷筒电流进行持续时间的监控,当持续时间超过设定阈值时,进入步骤s3,否则继续监控直至监控周期结束;
[0071]
s3:当卷筒速度超过设定阈值的持续时间与卷筒电流低于设定阈值的持续时间均超过各自的设定持续时间阈值时,则判定为基于原因维度的皱痕成立。
[0072]
其中,
[0073]
对助卷辊速度与电流及各自持续时间的监控自带钢头部穿过夹送辊时刻开始、至助卷辊打开到极限位置时刻结束;包括如下步骤:
[0074]
ss1:以带钢头部穿过夹送辊为触发对助卷辊速度及电流进行监控的触发信号;据此触发信号进入对助卷辊速度与电流的监控;当监控到助卷辊速度低于设定阈值时,进入步骤ss2,否则继续监控直至该监控周期结束;当监控到助卷辊电流超过设定阈值时,进入步骤ss2,否则继续监控直至该监控周期结束;
[0075]
ss2:对低于设定阈值的助卷辊速度进行持续时间的监控,当持续时间超过设定阈值时,进入步骤ss3,否则继续监控直至监控周期结束;对超过设定阈值的助卷辊电流进行持续时间的监控,当持续时间超过设定阈值时,进入步骤ss3,否则继续监控直至监控周期结束;
[0076]
ss3:当助卷辊速度低于设定阈值的持续时间与助卷辊电流超过设定阈值的持续时间均超过各自的设定持续时间阈值时,则判定为基于结果维度的皱痕成立。
[0077]
其中,
[0078]
卷筒速度的设定阈值为工艺设定速度值的1.045倍。
[0079]
其中,
[0080]
卷筒电流的设定阈值为工艺额定电流值0.75倍。
[0081]
其中,
[0082]
所述卷筒速度超过设定阈值的设定持续时间阈值与卷筒电流低于设定阈值的设定持续时间阈值均根据区间[10-10000]ms确定;当各自的持续时间落在该区间时,则判定为各自的持续时间超过了设定持续时间阈值。
[0083]
其中,
[0084]
所述助卷辊速度的设定阈值为工艺设定速度值的0.5倍。
[0085]
其中,
[0086]
所述助卷辊电流的设定阈值为工艺设定电流的1.5倍。
[0087]
其中,
[0088]
所述助卷辊速度低于设定阈值的设定持续时间阈值与助卷辊电流超过设定阈值的设定持续时间阈值均根据区间[10-10000]ms确定;当各自的持续时间落在该区间时,则判定为各自的持续时间超过了设定持续时间阈值。
[0089]
其中,
[0090]
当任一持续时间超过设定阈值区间上限10000ms时,则判定为异常生产,从而终止该周期下的皱痕判定。
[0091]
工作过程、原理及实施例
[0092]
1、助卷辊皱痕分析
[0093]
首先要对带钢位置进行判断,即要满足带钢头部穿过卷取夹送辊且卷取机助卷辊
打开到极限位置结束,利用电气跟踪信号来实现。
[0094]
其次对卷筒速度和电流进行判断,带钢皱痕产生前,卷筒与带钢接触面积变小摩擦力变小,卷筒速度上升,而传动控制系统会降低卷筒电流来应对卷筒速度的升速,这两点是带钢卷层松动的体现,与正常带钢头部内圈卷层成形卷紧表象存在本质差异;
[0095]
再次对助卷辊速度突变进行判断,带钢皱痕通过助卷辊时助卷辊速度会因助卷辊实际阻力增大而大幅降低,形成堵转现象;助卷辊旋转阻力增大后,传动系统收到阻力大信号后,会增大电流来保证助卷辊速度快速提升,达到预设定水平。这两点与正常带钢头部内圈卷层成形时正常现象存在本质差异,综合卷筒和助卷辊的状态特性可以对是否皱痕进行判断。
[0096]
然后,要对皱痕时间进行判断,正常情况下,带钢进入卷筒和夹送辊之间区域时会形成短期的冲击力和阻力,而当出现皱痕缺陷时,助卷辊速度突降和电流骤升的时间大幅拉长,可以通过有效时间进行区分判断正常情况与皱痕情况的差异。
[0097]
2、助卷辊皱痕的监控方法
[0098]
控制原理
[0099]
卷筒是带钢钢卷成形的主要设备,电机电流控制原则为恒定速度原则,即卷筒速度值按照过程机计算机系统传输过来的带钢速度实际值进行设定,当卷层之间松动时,卷筒受到的摩擦力下降,卷筒速度上升,卷筒电机会通过减小电流的方式来保持设定速度值的稳定。
[0100]
助卷辊电机电流控制原则为恒定速度原则,即助卷辊速度值按照过程机计算机系统传输过来的带钢速度实际值进行设定,当助卷辊遇到阻力时,助卷辊电机会通过增加电流的方式来保持设定速度值的稳定。
[0101]
卷筒和助卷辊之间的辊缝根据带钢厚度进行设定,设定原则为:
[0102]
辊缝hgap=带钢成品厚度hstrip+αpg
[0103]
αpg按板厚、板宽、钢种进行分类,存入数模计算机静态表中。
[0104]
正常情况下,为保证助卷辊和卷筒起到夹持传送和卷取成形的功能,卷筒和助卷辊对带钢保持适当摩擦力,卷筒和助卷辊电机电流各自维持在一定范围。若发送带钢打滑后,相对平衡状态被打破,卷筒速度上升电流下降,而助卷辊此时的状态从辅助卷取变为阻碍卷取,松动的带钢卷层通过助卷辊变得困难。若发生带钢皱痕,则助卷辊阻力、电机电流瞬间发生明显变化。
[0105]
参照图3,图中所示的21-带钢,25、26、27-助卷辊;24-反向阻力;26-卷筒;29-皱痕;带钢21正常生产时,卷筒和助卷辊之间辊缝比较稳定;若带钢因冷却、浪形、通板不畅等原因卷筒打滑而产生皱痕29,助卷辊阻力也瞬间增大,助卷辊速度瞬间下降,低于正常设定的下限值;同时助卷辊转动方向上受到反向阻力24,助卷辊电流瞬间增大,超出正常设定的上限值。
[0106]
当然,卷筒速度、电流,助卷辊阻力、电流可以反映皱痕现象,但是当卷筒或助卷辊电机设备本体出现异常时,会造成电流瞬间超出正常值,或者当卷筒或助卷辊电机异常时,速度会低于正常设定的下限值。因此考虑将两个因素相结合可以系统地防止误判风险。
[0107]
所以,对卷筒和助卷辊的速度、电机电流的综合波动情况进行监控,就可以实现皱痕现象的自动识别。
[0108]
从实际情况分析,卷筒速度是设定速度的1.045倍以上,卷筒电流实际值低于额定电流值的0.75倍以下时,卷筒处于打滑状态,带钢卷层之间松动严重,容易在某一个或多个助卷辊辊处挤压形成皱痕,皱痕部分进入助卷辊时,助卷辊电机电流值会达到1.9倍以上,助卷辊实际速度值会达到原设定值的0.5倍以下。因此可通过卷筒和助卷辊的速度以及电机电流情况来判断是否发生皱痕现象。注意此处的各自持续时间,若超过10ms,即判定为持续时间超过了阈值(处于10-10000区间的任意值皆可作为判定有效值),而低于10ms的情形皆认为是系统正常运行,大于10000ms的则认为是系统本身的异常生产。根据实际经验,若发生皱痕,且未被检出,则用户使用皱痕卷开卷时,会造成100%断带的严重影响,所以当皱痕时通过速度和电机电流超过可以承受的门槛值进行报警显示,并通过计算机控制系统进行自动封锁拦截。
[0109]
判断逻辑
[0110]
以下条件同时发生即判断为发生皱痕。具体门槛值可根据不同产线的设备和工艺特点进行设定。
[0111][0112][0113]
1)判断为皱痕后,计算机系统进行报警显示,并自动上传至质量判定系统,由系统进行自动封锁,操作进行后续处理。
[0114]
2)参照图4,带钢头部过夹送辊后,助卷辊皱痕判断程序启动,检测卷筒速度上升
到1.045倍设定速度以上,电流下降到0.75倍额定电流值以下,再核验助卷辊电流和速度,助卷辊电流超设定值1.5倍以上,持续时间超10ms,速度低于设定值0.5m/s以下后,认为出现助卷辊皱痕缺陷,系统信息上传并自动封锁拦截。
[0115]
采用的以上技术方案:
[0116]
1.降低人员劳动强度:有报警画面突出显示,操作只需重点观察报警信息;
[0117]
2.可靠性高:通过计算机监控和控制,加以人工辅助监控,可避免误判、漏判和干预不及时;
[0118]
3.降低风险:带钢尾部皱痕可被有效检出,系统自动控制,降低用户断带的风险和事故扩大化。
[0119]
根据本发明在宝山钢铁股份有限公司热轧厂1580产线上实施的方案,具体参数如下:
[0120][0121]
轧制某卷带钢时尾部发生皱痕,监控报警拦截过程如是:
[0122]
参照图5-图8,钢卷内圈踏步阶段带钢成品厚度为2.52mm,该块带钢头部进入卷筒和助卷辊之间后,卷筒速度快速上升到105%设定速度,卷筒电流下降到49%(额定电流),内圈松卷,其后助卷辊电机电流瞬间升至46.67a以上(设定值29.16a的1.6倍);助卷辊速度下降至1m/s,低于下限值(设定值12m/s的0.08倍),且持续时间超过150ms,现场一级计算机
控制系统中的跳出报警提示。
[0123]
带钢尾部发现皱痕问题后,一级计算机控制系统将问题传送给质量控制判断系统,根据约定,将尾部皱痕钢卷自动封锁。安排操作人员开卷检查,发现对应区域存在皱痕缺陷,将皱痕部分进行切除处理。
[0124]
本发明的一种热轧卷取助卷辊皱痕的识别和监控方法,从皱痕产生的原因与结果两个维度分别寻找判定的依据,并根据寻找出的判定依据建立基于这些判定依据同时成立的判断链,据此建立的皱痕识别与监控准确率高,且无需添加同维度层的其他因素,使得判别高效与可靠;根据此监控是判别方法,计算机系统可方便地对皱痕进行判断,并对皱痕时间进行实时计算,并输出报警信息,报警信息传递到质量判定系统和自动封锁,提示质量判定人员该钢卷内圈有助卷辊皱痕封锁,须安排钢卷内圈打开进行重点确认;降低了人员劳动强度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1