一种FH36高强度钢超厚板的焊接工艺的制作方法
一种fh36高强度钢超厚板的焊接工艺
技术领域
1.本发明涉及超高强钢焊接技术领域,特别涉及一种fh36高强度钢超厚板的焊接工艺。
背景技术:
2.在工程船舶、海洋平台等系统中重要受力区域采用了大厚度fh级高强度钢设计。fh36作为一种高强度船体结构用钢,在低温下冲击韧性指标高,具有高强度、高韧性、抗冲击的特点。使用fh36高强度钢的优点在于:可以减轻船体的重量、减低建造难度、增加船体应力水平、提高船体的建造质量。然而fh36钢材对焊接热输入及焊缝金属成分的控制难度大,特别是超厚板焊接,由于焊接道数多,焊接时间长,焊接过程中焊接热输入大,应力结构复杂。故高强度钢的焊接程序、定位焊要求以及焊缝的处理等一直是船舶建造焊接过程中需要关住的重点问题。
技术实现要素:
3.本发明所要解决的技术问题是提供一种fh36高强度钢超厚板的焊接工艺,针对超大厚度fh36高强度船体结构用钢的焊接,能够有效的减小焊接形变和焊接应力,提高焊接效率。
4.本发明的技术方案是这样实现的:一种fh36高强度钢超厚板的焊接工艺,包括以下步骤:
5.步骤1,在fh36高强度超厚板的焊接处加工双v型焊接坡口,其中焊接坡口的相应参数分别为:坡口角度为30-40
°
,钝边为0-2mm,根部的间隙为5-10mm;加工好后先对双面焊接坡口及其两侧表面进行打磨,再对双v型坡口面及坡口周围20-30mm范围内氧化层及杂质进行清理;
6.步骤2,采用药芯焊丝电弧焊方式在坡口正面实施定位焊;定位焊完成后,清理定位焊表面焊渣,并检查定位焊缝表面,确保表面无焊接缺陷;
7.步骤3,采用药芯焊丝电弧焊的方式进行打底焊道焊接,其中焊接参数为:焊接电流160-170a,焊接电压24-25v,焊接速度8-10cm/min;焊接材料选取满足aws a5.29焊材标准中e81t-k2c型号规定要求的药芯焊丝,所采用的药芯焊丝直径规格为1.2mm。
8.步骤4,完成打焊道焊接后,选取满足aws a5.29焊材标准中e81t-k2c型号规定要求的药芯焊丝作为焊接材料,采用药芯焊丝电弧焊的方式和异位双面双弧焊接的方式进行填充和盖面的多层多道焊接且双面电弧的间距为50-75mm;其中,所采用的药芯焊丝直径规格为1.2mm,焊接过程中各焊道的焊接参数为:
9.填充焊道焊接时,焊接电流180-200a,焊接电压25-26v,焊接速度20-30cm/min;
10.盖面焊道焊接时,焊接电流200-240a,焊接电压25-27v,焊接速度20-30cm/min。
11.进一步的,步骤2中,定位焊缝的厚度为5-8mm,定位焊缝的长度为50-60mm,焊缝的间距为250-350mm;焊接电流为160-170a,焊接电压为24-25v,焊接速度为8-10cm/min。定位
焊接的焊接材料选取满足aws a5.29焊材标准中e81t-k2c型号规定要求的药芯焊丝,且该药芯焊丝的直径规格为1.2mm。
12.进一步的,步骤3中,施焊前将感应线圈盘绕在板材表面,打开感应加热设备后采用感应加热技术对焊缝两侧进行预热,预热温度控制在105-115
°
。
13.进一步的,步骤3及步骤4中,焊接过程中道间温度保持在150-230℃之间,每道焊缝焊接结束后进行严格的清渣工作。
14.进一步的,步骤4中,多层多道焊接过程中,前后层焊道接头错开的距离保持在20mm以上。
15.进一步的,步骤4中,在焊接结束后,采用保温棉包裹板材进行缓冷。
16.进一步的,步骤4中,在焊接结束后,切除焊缝两端的引弧板和熄弧板。
17.进一步的,步骤1中,加工双v型焊接坡口时,可采用火焰切割方式、等离子切割方式或机械切削方式。
18.进一步的,fh36高强度钢超厚板的厚度为40-160mm。
19.与现有技术相比,本发明具有以下优点:本发明通过严格进行焊接前准备工作、控制坡口参数、选择合适的焊接材料、选择合适的焊接工艺参数控制焊接热输入量以及严格的焊后处理,以确保fh36高强度钢超厚板焊接接头的力学性能能够满足标准规格的验收要求,使fh36高强度超厚板在保证力学性能的前提下,形变量小,焊接生产效率提高。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
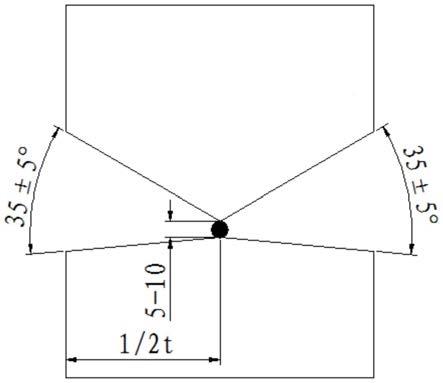
21.图1为fh36高强度钢超厚板的焊接坡口结构示意图;
22.图2为fh36高强度钢超厚板的焊接前感应加热示意图;
23.图3为fh36高强度钢超厚板的异位双面焊接俯视图;
24.图4为fh36高强度钢超厚板的异位双面焊接正视图。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.参见图1至图4,本发明实施方式公开了一种fh36高强度钢超厚板的焊接工艺,具体应用于厚度为40-160mm的fh36高强度钢超厚板,尤其是120mm的fh36高强度钢超厚板,具体包括以下步骤:
27.步骤1,如图1所示,在fh36高强度超厚板的焊接处加工双v型焊接坡口,其中焊接坡口的相应参数分别为:坡口角度为30-40
°
,钝边为0-2mm,根部的间隙为5-10mm;加工好后先对双面焊接坡口及其两侧表面进行打磨,再对双v型坡口面及坡口周围20-30mm范围内氧
化层及杂质进行清理;
28.其中,双v型焊接坡口面及双v型焊接坡口面周围20-30mm范围内的氧化层及杂质,包括铁锈、水分、油污或其他杂质等,其中,水分、油污等杂质可以采用火焰烘烤去除,氧化层、铁锈等杂质可以采用机械打磨方式清理,有利于防止在焊接过程中,双v型焊接坡口附近的杂质进入焊缝中,进而容易产生裂纹、气孔,夹渣等焊接缺陷。
29.其中,坡口的角度、钝边、根部间隙各参数的设置对焊缝成形具有重要影响作用,若坡口角度小于30
°
,使焊接电弧对坡口根部的熔透能力受到限制,导致焊缝容易形成未焊头焊接缺陷;若坡口角度大于40
°
,使坡口横街面积过大,则出现焊接材料填充量不足现象而导致焊缝表面形成凹陷。若根部间隙小于5mm,容易引发烧穿现象;若根部间隙大于10mm,焊接电弧作用力难以熔透坡口根部,也容易形成未焊透焊接缺陷。
30.步骤2,采用药芯焊丝电弧焊方式在坡口正面实施定位焊;选用直径为1.2mm的药芯焊丝作为定位焊接的焊接材料,并且药芯焊丝满足aws a5.29焊材标准中e81t-k2c型号的规定要求,其中定位焊缝的厚度为5-8mm,定位焊缝的长度为50-60mm,焊缝的间距为250-350mm;焊接电流为160-170a,焊接电压为24-25v,焊接速度为8-10cm/min;定位焊完成后,清理定位焊表面焊渣,并检查定位焊缝表面,确保表面无焊接缺陷;
31.其中,在进行定位焊缝的焊接时,根据焊接材料匹配原则,焊接材料需要满足钢板强度要求。同时焊丝要具备较好的抗裂性,避免形成裂纹,而经过实践表明,当所采用的药芯焊丝满足满足aws a5.29焊材标准中e81t-k2c型号的规定要求时,可满足焊接材料匹配原则要求,同时确保焊丝具有较好的抗裂性。
32.具体的,步骤2中,所采用的焊丝为天泰twe-81k2的药芯焊丝,直径规格为1.2mm;当然,本发明所采用的焊接材料不限于天泰twe-81k2的药芯焊丝,可根据需求具体选择,只要焊接材料满足aws a5.29焊材标准中e81t-k2c型号的规定要求即可。
33.优选的,由于焊接过程有焊接形变,如果定位焊缝过短则无法提供足够的拘束力作用,导致定位焊缝容易开裂;而定位焊缝过长,则影响钢板装配效率。同样的,焊缝间距过长,同样提供不来足够的焊接应力;而焊接间距过短时,定位焊增加,同样影响钢板装配效率。经实践表明:当定位焊缝长为50-60mm且焊缝间距为250-350mm时效果较好,提供了足够的拘束力作用,使定位焊缝不容易开裂。
34.优选的,定位焊缝厚度控制在5-8mm,可确保装配的可靠性,同时有利于焊缝成形,若定位焊缝厚度小于5mm,则定位焊缝也提供不了足够的拘束力作用而容易出现开裂现象;若定位焊缝厚度大于8mm,则定位焊缝容易影响到焊接电弧的熔透能力,焊接后定位焊缝位置容易出现未焊透焊接缺陷,影响焊缝成形质量。
35.进一步的,步骤2中,定位焊结束后通过药芯焊丝电弧焊的方式在双v型焊接坡口的两端分别焊接引弧板和熄弧板;其中,引弧板、熄弧板与焊接板材的材质、厚度、坡口尺寸相同。
36.其中,引弧板、熄弧板的作用是将起弧点和收弧点引出正式焊缝,因为起弧点和收弧点焊接参数是不稳定的,容易形成焊接弧坑以及其他缺陷;因此,采用引弧板、熄弧板焊接,焊后切除掉可以避免起弧点和收弧点焊接缺陷的危害。
37.步骤3,选取满足aws a5.29焊材标准中e81t-k2c型号规定要求且直径规格为1.2mm的药芯焊丝作为焊接材料,再采用药芯焊丝电弧焊进行打底焊道焊接,其中焊接参数
为:焊接电流160-170a,焊接电压24-25v,焊接速度8-10cm/min;
38.本发明实施方式中,所选用直径为1.2mm的药芯焊丝满足aws a5.29焊材标准中e81t-k2c型号的规定要求进行打底焊道的焊接,以提高打底焊道的抗裂性,其中匹配焊接电流为160-170a,焊接电压为24-25v,焊接速度为8-10cm/min,能够在双v型焊接坡口进行药芯焊丝电弧焊工艺,使打底焊道成形良好,力学性能优越。
39.进一步的,步骤3中,如图2所示,打底焊道焊接前将感应线圈盘绕在板材结构件表面,打开感应加热设备后采用感应加热技术对焊缝区域进行预热,预热温度控制在105-115℃之间。
40.其中,焊前预热可降低焊接应力;预热可减小焊接区与焊件整体温度之间温差值,温差值越小,焊接区与焊件结构间温度不均匀性也越小,一方面降低了焊接应力,另一方面降低了焊接应变速率,有利于避免焊接裂纹;预热还可降低焊接结构的拘束度,随着预热温度的提高,裂纹率下降。经实践表明:当预热温度为105-115℃时效果较好,提供了足够的拘束力作用,降低了焊接裂纹率。
41.步骤4,如图3或图4所示,完成打焊道焊接后,选取满足aws a5.29焊材标准中e81t-k2c型号规定要求的药芯焊丝作为焊接材料,采用药芯焊丝电弧焊的方式和异位双面双弧焊接的方式进行填充和盖面的多层焊接且双面电弧的间距为50-75mm;其中,所用焊丝直径为1.2mm,焊接过程中各焊道的焊接参数为:
42.填充焊道焊接时,焊接电流180-200a,焊接电压25-26v,焊接速度20-30cm/min;
43.盖面焊道焊接时,焊接电流200-240a,焊接电压25-27v,焊接速度20-30cm/min;
44.焊接过程中,前后层焊道接头错开的距离保持在20mm以上。
45.其中,打底焊道之后的填充和盖面焊道采用异位双面双弧焊接方法进行多道焊实施,如图3或图4所示,焊接过程中焊工1和焊工2的异位距离为50-75mm,对板材的两面进行药芯焊丝电弧焊,提高焊接效率;多道焊时,下一层焊道接头与前一层焊道接头错开至少20mm,这样焊接出来的焊缝外观整齐均匀,减少裂纹、气孔以及夹渣的产生;焊接过程为小规范焊接,避免多道焊接的焊接热恶化打底焊道性能。其中,填充焊道焊接电流为180-200a,焊接电压为25-26v,焊接速度为20-30cm/min,盖面焊道焊接时,焊接电流200-240a,焊接电压25-27v,焊接速度20-30cm/min,可确保焊接接头的冲击韧性满足船级社规范规定的温度下冲击韧性要求,可避免焊接裂纹的产生,保证接头力学性能。
46.具体的,步骤3及步骤4中,焊接过程中道间温度保持在150-230℃之间,每道焊缝焊接结束后进行清渣,以保证焊接质量。若高于230℃,焊接接头受热严重,会直接影响其力学性能,造成强度降低、韧性降低。而道间温度在150-230℃之间,属于试验记录的温度区间,数据较为准确。
47.具体的,步骤4中,进行填充和盖面焊接时所采用的药芯焊丝为直径1.2mm的天泰twe-81k2的药芯焊丝,所焊接出的填充和盖面焊道成形和力学性能均较好。
48.进一步的,步骤4中,在施焊结束后切除焊缝两端的引弧板和熄弧板,并采用保温棉包裹板材进行缓冷。
49.本发明实施方式中,采用保温棉包裹板材进行缓冷,可降低温差过大产生的焊接内应力;如果冷却速度过快,将导致焊接接头力学性能下降,同时增加气孔的产生率。
50.进一步的,步骤4中,在焊后24h对焊接接头表面进行磁粉检测,确定焊缝表面无缺
陷;并通过超声波检测焊缝内部质量是否合格。
51.本发明实施方式中,磁粉检测结果显示,焊缝表面无缺陷;通过按照gb/t11345-2013《焊缝无损检测超声检测技术、检测等级和评定》标准中检测技术等级b级要求对所有实施例的焊缝进行超声波检测,焊缝质量均能满足gb/t29712-2013《焊缝无损检测超声检测验收等级》标准中2级验收要求。
52.通过本发明方法,可以在厚度为40-160mm的fh36高强度钢超厚板上进行药芯焊丝电弧焊,以实现高效且可控形变量的焊接工艺,避免了工焊接时间过长,焊接热输出过大带来的钢材形变问题以及应力结构复杂的问题。,采用本发明方法,在保证力学性能的前提下,变形量大幅减小,提高了焊接效率,同时能够确保焊接质量以及低温冲击韧性。
53.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1