一种高强度风力发电齿轮锻件的锻造工艺的制作方法
本发明涉及齿轮锻件,具体为一种高强度风力发电齿轮锻件的锻造工艺。
背景技术:
1、齿轮锻件轮缘上有齿能连续啮合传递运动和动力的机械元件;19世纪末,展成切齿法的原理及利用此原理切齿的专用机床与刀具的相继出现,随着生产的发展,齿轮运转的平稳性受到重视;主要应用于矿山机械、石油化工、汽车制造等领域;目前齿轮锻件的锻造工序繁杂,效率低,制成的齿轮强度、韧性、延展性、耐磨性、硬度和精度都比较差,降低了齿轮的使用寿命,还有在生产过程中用到的加热炉,装料和取料比较麻烦和费力,不值得广泛推广应用。
技术实现思路
1、本发明的目的在于提供一种高强度风力发电齿轮锻件的锻造工艺,以解决上述背景技术中提出的问题。
2、本发明的目的可以通过以下技术方案实现:
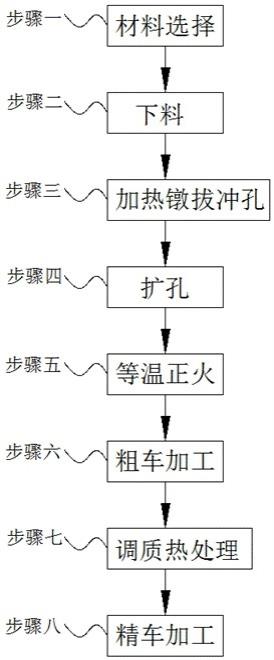
3、一种高强度风力发电齿轮锻件的锻造工艺,包括如下步骤;
4、步骤一,材料选择,选用合金钢锭为原料,合金钢锭中的元素百分比:碳0.60~0.68%,铬1.0~1.2%,钼0.3~0.4%,钨0.75~0.85%,钒0.9~1.0%,镍1.2~1.4%,余量为铁,保证钢的强度、抗腐蚀性、韧性、延展性、耐磨性和硬度;
5、步骤二,下料,将步骤一得到的合金钢锭根据图纸和工艺重量进行锯床切割;
6、步骤三,加热镦拔,把切割后的合金钢锭放入加热炉中,加热炉的温度控制在1230-1250℃,加热时间为2-4h,立即取出,利用电液锤进行镦粗,镦粗完成后再进行拔长,再次放入加热炉中加热,加热温度为1230-1250℃,加热时间为1.5-3h,再对坯料进行镦粗和拔长,第三次放入加热炉中加热,加热温度为1230-1250℃,加热时间为1-2h,对坯料进行镦粗和滚圆,用冲头进行冲孔;
7、步骤四,扩孔,将步骤三中冲孔后的圆环形坯料,放入加热炉中加热,加热温度为1230-1250℃,加热时间为1-2h,然后利用数控2500型轴径向扩孔机进行扩孔,扩孔到齿轮锻件尺寸;
8、步骤五,等温正火,把齿轮锻件放入正火炉内,进行等温正火处理,把齿轮锻件放到料架上,先进行加热,加热温度为860-880℃,进行奥氏体保温时长为4-6h,采用热电偶测温控制,然后进行快速风冷,使温度冷却至620-680℃,再等温处理,等温处理的温度为690-710℃,时间为3-5h,最后使齿轮锻件空冷至室温;
9、步骤六,粗车加工,先用数控机床,粗加工齿轮尺寸,并留3-5mm的余量;
10、步骤七,调质热处理,放入台车式电阻炉中,加热到840-860℃保温3-5h,出炉入水基淬火液中淬火,回火炉中进行高温回火温度为560-610℃,加热时间为4-6h,再进行空冷,使齿轮锻件硬度达到290~340hbw;
11、步骤八,精车加工,精加工齿轮,将尺寸加工到图纸规定尺寸,成品完成入库。
12、作为本发明进一步的方案:所述步骤三中的加热炉是本厂自制,型号为rt3-2800-13。
13、作为本发明进一步的方案:所述步骤三中采用的电液锤为10t电液锤。
14、作为本发明进一步的方案:所述步骤三中墩拔次数为3次,每次镦拔锻造比在1.5-2.2之间。
15、作为本发明进一步的方案:所述步骤四中,扩孔使用数控2500型轴径向扩孔机。
16、作为本发明进一步的方案:所述步骤六中,粗加工齿轮尺寸留3-5mm的余量。
17、作为本发明进一步的方案:所述步骤七中,调质热处理硬度达到290~340hbw。
18、作为本发明进一步的方案:所述步骤八中,精车加工齿轮时,并留0.2-0.3mm的余量。
19、本发明的有益效果:本发明在原料合金钢锭加了铬、钨、钼、钒和镍,有效的提高了齿轮的强度、抗腐蚀性、韧性、延展性、耐磨性和硬度,还通过等温正火处理工艺,提高了加工效率,提高了齿轮的化学性能和物理性能,再通过粗车加工和精车加工,提高了齿轮的精度和合格率;在制造过程中用到的加热炉能有效的降低了原料的烧损率,设置的移动组件和箱门组件,结构简单,操作方便,便于箱门往上打开,减小了箱门打开所占的空间位置,也便于放置板的移动,方便放料和取料,值得广泛推广应用。
技术特征:
1.一种高强度风力发电齿轮锻件的锻造工艺,其特征在于,包括如下步骤;
2.根据权利要求1所述的一种高强度风力发电齿轮锻件的锻造工艺,其特征在于,所述步骤三中的加热炉是本厂自制,型号为rt3-2800-13。
3.根据权利要求1所述的一种高强度风力发电齿轮锻件的锻造工艺,其特征在于,所述步骤三中采用的电液锤为10t电液锤。
4.根据权利要求1所述的一种高强度风力发电齿轮锻件的锻造工艺,其特征在于,所述步骤三中墩拔次数为3次,每次镦拔锻造比在1.5-2.2之间。
5.根据权利要求1所述的一种高强度风力发电齿轮锻件的锻造工艺,其特征在于,所述步骤四中,扩孔使用数控2500型轴径向扩孔机。
6.根据权利要求1所述的一种高强度风力发电齿轮锻件的锻造工艺,其特征在于,所述步骤六中,粗加工齿轮尺寸留3-5mm的余量。
7.根据权利要求1所述的一种高强度风力发电齿轮锻件的锻造工艺,其特征在于,所述步骤七中,调质热处理硬度达到290~340hbw。
8.根据权利要求1所述的一种高强度风力发电齿轮锻件的锻造工艺,其特征在于,所述精车加工齿轮时,并留0.2-0.3mm的余量。
技术总结
本发明公开了一种高强度风力发电齿轮锻件的锻造工艺,步骤一,材料选择,齿轮材料选用碳0.60~0.68%,铬1.0~1.2%,钼0.3~0.4%,钨0.75~0.85%,钒0.9~1.0%,镍1.2~1.4%,余量为铁的合金钢钢锭;步骤二,下料,将钢锭根据图纸和工艺重量进行锯床切割;步骤三,加热镦拔,把坯料分3次加热镦拔并冲孔,所用加热炉是本厂自制,型号为RT3‑2800‑13;步骤四,扩孔,将冲孔后的坯料重新加热后,在数控2500型轴径向扩孔机进行扩孔到齿轮锻件尺寸;步骤五,等温正火,把齿轮锻件放入正火炉内进行等温正火处理;步骤六,粗车加工,并相对成品留3‑5mm的余量;步骤七,调质热处理,使齿轮锻件硬度达到290~340HBW;步骤八,精车加工,并相对成品留0.2‑0.3mm的余量。
技术研发人员:闫来平,徐文博,王勇
受保护的技术使用者:溧阳市金昆锻压有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!