用于挤压用铝合金杆的加工工艺的制作方法
1.本发明属于铝合金加工技术领域,尤其涉及用于挤压用铝合金杆的加工工艺。
背景技术:
2.铝合金是工业中应用最广泛的一类有色金属结构材料。在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。
3.目前用于挤压用铝合金杆的加工工艺应用较为广泛。
4.但是,现有的铝合金杆的加工工艺存在着加工工艺粗糙容易导致铝合金杆纯度不高,生产效率低和无法清理加工后的铝合金杆影响表面粗糙度的问题。
5.因此,发明用于挤压用铝合金杆的加工工艺显得非常必要。
技术实现要素:
6.本发明所要解决的技术问题是:提供用于挤压用铝合金杆的加工工艺,其中本发明是通过以下技术方案得以实现的:
7.用于挤压用铝合金杆的加工工艺具体包括以下步骤:
8.步骤一:原料准备,准备铁0.3-0.5%,铜0.2-0.3%,钢0.5-0.8%,硅2.0-3.0%,其余为铝,对铝材进行处理,将铝材原料经过振动网筛进行去除杂质,并且再通过永久磁铁块进行吸附去除铝材原料中的铁质杂质,经过过滤的杂质通过尼龙网袋进行收集,经过过滤后的铝材原料进行收集,准备熔融工序;
9.步骤二:原料混合加工处理,具体操作包括以下步骤:
10.第一步:原料熔融处理,将铁,铜,钢,硅一起倒入熔炼炉中,进行高温熔化,并进行混合搅拌,随后再通过高温勺将溶液表面的杂质以及漂浮物取出,控制熔融温度以及熔融时间,经过熔融的液体可通过管路导出,准备进行混合操作;
11.第二步:熔融液体混合操作,将熔融后的液体通过成型模具进行成型处理操作,成型中,进行降温冷处理,经过成型处理后,取出,制备成铝合金杆铸件,再进行深加工操作;
12.第三步:铝合金杆铸件深加工操作,将成型后的铝合金杆铸件置于机床上进行表面打磨操作,去除毛刺以及碎屑;
13.步骤三:加工成型后铝合金杆处理操作,具体操作包括以下步骤:
14.第一步:铝合金杆处理操作,将经过处理的铝合金杆铸件进行车削,并通过粗糙检测仪进行检测铝合金杆铸件表面粗糙度,随后经过砂纸进行打磨去除铝合金杆铸件表面的颗粒,并进行视检,经过视检后,准确无误即可成型为铝合金杆,即可进行下一道工序;
15.第二步:铝合金杆矫直处理,将经过加工处理的铝合金杆通过矫直机进行矫直,同时再通过测量尺进行测量处理,测量参数准确后,即可进行后续的处理操作;
16.步骤四:铝合金杆加工后视检储存操作,具体操作包括以下步骤:
17.第一步:铝合金杆加工视检,通过人工视检,主要检查铝合金杆表面的光滑度,同
时视检铝合金杆表面是否存在坑洞以及损伤,视检合格后,进行贴标备存;
18.第二步:铝合金杆防混淆处理操作,将经过贴标的铝合金杆通过防混淆贴片进行区分,并通过人工视检,粘贴的方式进行处理操作,也可以通过激光仪进行打标操作,经过防混淆处理操作后,将铝合金杆按照顺序进行堆积储存;
19.步骤五:铝合金杆后处理,使用铝合金杆时,根据需求进行取放,并在取放时避免杆与杆之间的碰撞,同时杆与杆之间通过海绵块进行隔开,杆与杆之间留有通风缝隙,铝合金杆处理加工余料需进行收集;
20.步骤六:铝合金杆库存,铝合金杆库存时,避光防潮,在铝合金杆表面涂刷一层防氧化层,并且每层铝合金杆之间留有取放空隙,运输时,避免晃动撞击,库存时间不超过5年。
21.优选地,在步骤一中,所述的钢材用不锈钢材料。
22.优选地,在步骤二中,所述的第一步中的熔融温度设置为小于等于750℃,所述的熔融时间设置为6-8h。
23.优选地,在步骤二中,所述的第二步中的降温冷处理采取风冷或者水冷方式。
24.优选地,在步骤三中,所述的第一步中的砂纸打磨次数设置为3-5次,并且采用细砂纸。
25.优选地,在步骤三中,所述的第二步中的铝合金杆矫直弯度不超过1-2
°
。
26.优选地,在步骤四中,所述的第二步中的防混淆贴片采用便利贴片。
27.优选地,在步骤五中,所述的通风缝隙设置为3-5cm。
28.优选的,在步骤六中,所述的防氧化层采用树脂层。
29.与现有技术相比,本发明具有如下有益效果:由于本发明的用于挤压用铝合金杆的加工工艺广泛应用于铝合金加工技术领域。本发明工艺成熟,并且生产效率高,而且加工中增加了处理工序,可保证铝合金杆表面的光滑度,并且保证加工的铝合金杆工作强度,经过加工的铝合金杆可适用于各个领域,满足使用需求,保证加工效率的同时,提高批量生产量,保证加工质量,本发明经过层层处理,保证加工质量,提高使用需求量。
附图说明
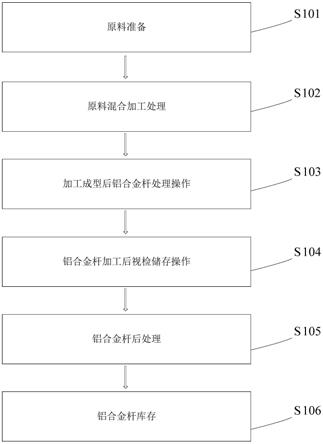
30.图1是用于挤压用铝合金杆的加工工艺流程图。
31.图2是原料混合加工处理流程图。
32.图3是加工成型后铝合金杆处理操作流程图。
33.图4是铝合金杆加工后视检储存操作流程图。
具体实施方式
34.以下结合附图对本发明做进一步描述:
35.如附图1所示,本发明所述的用于挤压用铝合金杆的加工工艺具体包括以下步骤:
36.s101:原料准备,准备铁0.3-0.5%,铜0.2-0.3%,钢0.5-0.8%,硅2.0-3.0%,其余为铝,对铝材进行处理,将铝材原料经过振动网筛进行去除杂质,并且再通过永久磁铁块进行吸附去除铝材原料中的铁质杂质,经过过滤的杂质通过尼龙网袋进行收集,经过过滤后的铝材原料进行收集,准备熔融工序;
37.s102:原料混合加工处理,如附图2所示,具体操作包括以下步骤:
38.s201:原料熔融处理,将铁,铜,钢,硅一起倒入熔炼炉中,进行高温熔化,并进行混合搅拌,随后再通过高温勺将溶液表面的杂质以及漂浮物取出,控制熔融温度以及熔融时间,经过熔融的液体可通过管路导出,准备进行混合操作;
39.s202:熔融液体混合操作,将熔融后的液体通过成型模具进行成型处理操作,成型中,进行降温冷处理,经过成型处理后,取出,制备成铝合金杆铸件,再进行深加工操作;
40.s203:铝合金杆铸件深加工操作,将成型后的铝合金杆铸件置于机床上进行表面打磨操作,去除毛刺以及碎屑;
41.s103:加工成型后铝合金杆处理操作,如附图3所示,具体操作包括以下步骤:
42.s301:铝合金杆处理操作,将经过处理的铝合金杆铸件进行车削,并通过粗糙检测仪进行检测铝合金杆铸件表面粗糙度,随后经过砂纸进行打磨去除铝合金杆铸件表面的颗粒,并进行视检,经过视检后,准确无误即可成型为铝合金杆,即可进行下一道工序;
43.s302:铝合金杆矫直处理,将经过加工处理的铝合金杆通过矫直机进行矫直,同时再通过测量尺进行测量处理,测量参数准确后,即可进行后续的处理操作;
44.s104:铝合金杆加工后视检储存操作,如附图4所示,具体操作包括以下步骤:
45.s401:铝合金杆加工视检,通过人工视检,主要检查铝合金杆表面的光滑度,同时视检铝合金杆表面是否存在坑洞以及损伤,视检合格后,进行贴标备存;
46.s402:铝合金杆防混淆处理操作,将经过贴标的铝合金杆通过防混淆贴片进行区分,并通过人工视检,粘贴的方式进行处理操作,也可以通过激光仪进行打标操作,经过防混淆处理操作后,将铝合金杆按照顺序进行堆积储存;
47.s105:铝合金杆后处理,使用铝合金杆时,根据需求进行取放,并在取放时避免杆与杆之间的碰撞,同时杆与杆之间通过海绵块进行隔开,杆与杆之间留有通风缝隙,铝合金杆处理加工余料需进行收集;
48.s106:铝合金杆库存,铝合金杆库存时,避光防潮,在铝合金杆表面涂刷一层防氧化层,并且每层铝合金杆之间留有取放空隙,运输时,避免晃动撞击,库存时间不超过5年。
49.优选地,在s101中,所述的钢材用不锈钢材料。
50.优选地,在s102中,所述的s201中的熔融温度设置为小于等于750℃,所述的熔融时间设置为6-8h。
51.优选地,在s102中,所述的s202中的降温冷处理采取风冷或者水冷方式。
52.优选地,在s103中,所述的s301中的砂纸打磨次数设置为3-5次,并且采用细砂纸。
53.优选地,在s103中,所述的s302中的铝合金杆矫直弯度不超过1-2
°
。
54.优选地,在s104中,所述的s402中的防混淆贴片采用便利贴片。
55.优选地,在s105中,所述的通风缝隙设置为3-5cm。
56.优选的,在s106中,所述的防氧化层采用树脂层。
57.具体实施实例
58.1、原料准备,准备铁0.3-0.5%,铜0.2-0.3%,钢0.5-0.8%,硅2.0-3.0%,其余为铝,对铝材进行处理,将铝材原料经过振动网筛进行去除杂质,并且再通过永久磁铁块进行吸附去除铝材原料中的铁质杂质,经过过滤的杂质通过尼龙网袋进行收集,经过过滤后的铝材原料进行收集,准备熔融工序;
59.2、原料混合加工处理,具体操作包括以下步骤:
60.第一步:原料熔融处理,将铁,铜,钢,硅一起倒入熔炼炉中,进行高温熔化,并进行混合搅拌,随后再通过高温勺将溶液表面的杂质以及漂浮物取出,控制熔融温度以及熔融时间,经过熔融的液体可通过管路导出,准备进行混合操作;
61.第二步:熔融液体混合操作,将熔融后的液体通过成型模具进行成型处理操作,成型中,进行降温冷处理,经过成型处理后,取出,制备成铝合金杆铸件,再进行深加工操作;
62.第三步:铝合金杆铸件深加工操作,将成型后的铝合金杆铸件置于机床上进行表面打磨操作,去除毛刺以及碎屑;
63.3、加工成型后铝合金杆处理操作,具体操作包括以下步骤:
64.第一步:铝合金杆处理操作,将经过处理的铝合金杆铸件进行车削,并通过粗糙检测仪进行检测铝合金杆铸件表面粗糙度,随后经过砂纸进行打磨去除铝合金杆铸件表面的颗粒,并进行视检,经过视检后,准确无误即可成型为铝合金杆,即可进行下一道工序;
65.第二步:铝合金杆矫直处理,将经过加工处理的铝合金杆通过矫直机进行矫直,同时再通过测量尺进行测量处理,测量参数准确后,即可进行后续的处理操作;
66.4、铝合金杆加工后视检储存操作,具体操作包括以下步骤:
67.第一步:铝合金杆加工视检,通过人工视检,主要检查铝合金杆表面的光滑度,同时视检铝合金杆表面是否存在坑洞以及损伤,视检合格后,进行贴标备存;
68.第二步:铝合金杆防混淆处理操作,将经过贴标的铝合金杆通过防混淆贴片进行区分,并通过人工视检,粘贴的方式进行处理操作,也可以通过激光仪进行打标操作,经过防混淆处理操作后,将铝合金杆按照顺序进行堆积储存;
69.5、铝合金杆后处理,使用铝合金杆时,根据需求进行取放,并在取放时避免杆与杆之间的碰撞,同时杆与杆之间通过海绵块进行隔开,杆与杆之间留有通风缝隙,铝合金杆处理加工余料需进行收集;
70.6、铝合金杆库存,铝合金杆库存时,避光防潮,在铝合金杆表面涂刷一层防氧化层,并且每层铝合金杆之间留有取放空隙,运输时,避免晃动撞击,库存时间不超过5年。
71.利用本发明所述的技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1