一种SMA-400引线框架的冲压制作工艺的制作方法
一种sma-400引线框架的冲压制作工艺
技术领域
1.本发明涉及冲压加工工艺技术领域,尤其涉及一种sma-400引线框架的冲压制作工艺。
背景技术:
2.引线框架作为集成电路的芯片载体,是一种借助于键合金丝实现芯片内部电路引出端与外引线的电气连接,形成电气回路的关键结构件,它起到了和外部导线连接的桥梁作用。
3.冲压工艺是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的零件(冲压件)。
4.目前的引线框架的冲压制作工艺具备有以下不足之处:由于引线框架的冲压厚度变量较小,通常都是通过简单的冲床对其进行冲压,冲压的精度较低、制成的产品质量较差。
技术实现要素:
5.基于背景技术中提出的目前的引线框架的冲压制作工艺具备有以下不足之处:由于引线框架的冲压厚度变量较小,通常都是通过简单的冲床对其进行冲压,冲压的精度较低、制成的产品质量较差的技术问题,本发明提出了一种sma-400引线框架的冲压制作工艺。
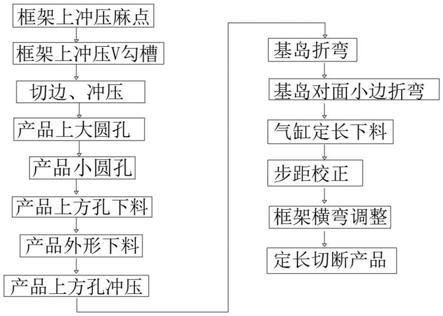
6.本发明提出的一种sma-400引线框架的冲压制作工艺,具体包括以下步骤:
7.s1:引线框架上冲压麻点;冲压麻点的作用是消除引线框架材料的内应力,可以使产品平整;
8.s2:引线框架上冲压v沟槽;v沟槽的作用是防止镀锡流到引线上,可以起到阻断的作用;
9.s3:切边、冲孔;模具为极进模具,在每一道工序进级时,靠孔进行定位,切边用来起到粗定位的作用,切边消除引线框架的毛边可以使框架的宽度尺寸更加的精确,可以有效提高冲压精度,制成的产品质量较高;
10.s4:产品上大圆孔;
11.s5:产品上小圆孔;
12.s6:产品上方孔下料;
13.s7:产品外形下料;为保证外形引脚不压模,固外形不在跳步,而同时冲压出来,保证精度;
14.s8:产品上方孔冲压;
15.s9:基岛折弯;
16.s10:基岛对面小边折弯;
17.s11:气缸定长下料;
18.s12:步距校正,保证能和塑封模具匹配;
19.s13:框架横弯调整,保证产品平整;
20.s14:定长切断产品;
21.s15:检查引线框架表面有无压伤、划伤、油包,若有则标记为残次品。
22.优选地,所述引线框架在进行冲压麻点之前需要先将其进行检查、入库,利用剪板装置将引线框架剪成复合尺寸要求的大小尺寸,同时为保证外形引脚不压模,外形不在跳步,而是同时冲压出来,保证了冲压的精度,制成的产品质量较好,大大的提高了生产质量.
23.优选地,所述模具为极进模具,在每一道工序进级时,靠孔进行定位,切边用来起到粗定位的作用,切边消除引线框架的毛边。
24.优选地,所述冲孔的设备为高速机械冲床或气动冲床,冲压工艺采用冷冲压工艺。
25.优选地,所述引线框架包括载片基岛区和引脚区,所述载片基岛区有一平面,所述平面的至少一条侧边的边缘上设有翻折边,所述翻折边由基岛正面向基岛背面翻折或者由基岛背面向基岛正面翻折。
26.优选地,所述翻折边呈断点状,且翻折边凸出于平面的高度为0-2mm。
27.优选地,在所述s14的步骤中,进行定长切断产品,产品切断后需要对框架的周边进行打磨和润滑,打磨抛光、润滑涂抹、冲压处理等工序,工艺流程简单、易操作,不仅能够有效提高冲压的成品率,还能够提高冲压效率、节约生产成本和时间,适合进行大批量、工业化生产。
28.本发明中的有益效果为:
29.1、该一种sma-400引线框架的冲压制作工艺,通过设置有冲压麻点、v勾槽和切边冲孔,冲压麻点的作用是消除引线框架材料的内应力,可以使产品平整,v沟槽的作用是防止镀锡流到引线上,可以起到阻断的作用,模具为极进模具,在每一道工序进级时,靠孔进行定位,切边用来起到粗定位的作用,切边消除引线框架的毛边可以使框架的宽度尺寸更加的精确,可以有效提高冲压精度,制成的产品质量较高。
30.2、该一种sma-400引线框架的冲压制作工艺,通过对引线框架材料前期进行检查后入库,保证冲压材料的洁净度,同时为保证外形引脚不压模,外形不在跳步,而是同时冲压出来,保证了冲压的精度,制成的产品质量较好,大大的提高了生产质量。
31.3、该一种sma-400引线框架的冲压制作工艺,包括打磨抛光、润滑涂抹、冲压处理等工序,工艺流程简单、易操作,不仅能够有效提高冲压的成品率,还能够提高冲压效率、节约生产成本和时间,适合进行大批量、工业化生产,进一步保证引线框架的质量。
32.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
33.图1为本发明提出的一种sma-400引线框架的冲压制作工艺的流程结构示意图;
34.图2为本发明提出的一种sma-400引线框架的冲压制作工艺的结构示意图。
具体实施方式
35.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
36.下面详细描述本专利的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
37.在本专利的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本专利和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本专利的限制。
38.在本专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义。
39.参照图1-2,一种sma-400引线框架的冲压制作工艺,具体包括以下步骤:
40.s1:引线框架上冲压麻点;冲压麻点的作用是消除引线框架材料的内应力,可以使产品平整;
41.s2:引线框架上冲压v沟槽;v沟槽的作用是防止镀锡流到引线上,可以起到阻断的作用;
42.s3:切边、冲孔;模具为极进模具,在每一道工序进级时,靠孔进行定位,切边用来起到粗定位的作用,切边消除引线框架的毛边可以使框架的宽度尺寸更加的精确,可以有效提高冲压精度,制成的产品质量较高;
43.s4:产品上大圆孔;
44.s5:产品上小圆孔;
45.s6:产品上方孔下料;
46.s7:产品外形下料;
47.s8:产品上方孔冲压;
48.s9:基岛折弯;
49.s10:基岛对面小边折弯;
50.s11:气缸定长下料;
51.s12:步距校正,保证能和塑封模具匹配;
52.s13:框架横弯调整,保证产品平整;
53.s14:定长切断产品;
54.s15:检查引线框架表面有无压伤、划伤、油包,若有则标记为残次品。
55.参照图1-2,本发明中,所述引线框架在进行冲压麻点之前需要先将其进行检查、入库,利用剪板装置将引线框架剪成复合尺寸要求的大小尺寸,对引线框架进行表面处理,通过对引线框架材料前期进行表面清洁,保证冲压材料的洁净度,同时为保证外形引脚不压模。
56.参照图1-2,本发明中,所述模具为极进模具,在每一道工序进级时,靠孔进行定位,切边用来起到粗定位的作用,切边消除引线框架的毛边,所述冲孔的设备为高速机械冲床或气动冲床,冲压工艺采用冷冲压工艺,冷冲压可以避免热冲压的高温对框架造成损伤。
57.参照图1-2,本发明中,所述引线框架包括载片基岛区和引脚区,所述载片基岛区
有一平面,所述平面的至少一条侧边的边缘上设有翻折边,所述翻折边由基岛正面向基岛背面翻折或者由基岛背面向基岛正面翻折,所述翻折边呈断点状,且翻折边凸出于平面的高度为0-2mm,在所述s14的步骤中,进行定长切断产品,产品切断后需要对框架的周边进行打磨和润滑,打磨抛光、润滑涂抹、冲压处理等工序,工艺流程简单、易操作,不仅能够有效提高冲压的成品率,还能够提高冲压效率、节约生产成本和时间,适合进行大批量、工业化生产。
58.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1