一种卡簧自动装配工装的制作方法
本发明涉及拉簧自动装配,尤其是涉及一种卡簧自动装配工装。
背景技术:
1、目前,众多行业领域物料补给方式自动化程度及效率普遍低于工艺制造领域。卡簧属于紧固件的一种,供装在机器、设备的轴槽或孔槽中,起着阻止轴上或孔上的零件轴向运动的作用,被广泛应用于大量的设备中。现阶段,由于人力成本的攀升,迫使更多的产品生产向自动化,批量化制造迈进。而对于越来越多的全自动精密工业自动化生产线,在进行卡簧自动化装配时,卡簧的补给方式为单个产品单个供给,严重影响节拍及产能,导致自动化工厂更希望有一种送料频率高,装配效果好、利于保护产品及人工,设备成本低的装置,来提升节拍瓶颈工位的效率,继而提高整线的产能,创造更高工业产出价值及利润。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种工作效率高、卡簧、维护简单、制造成本低、安全性好、可靠性高的自动装配工装。
2、本发明的目的可以通过以下技术方案来实现:
3、一种卡簧自动装配工装,用于将卡簧装配在待装配卡簧的工装上,所述的自动装配工装包括横移抓料机构和自动上料机构;所述的横移抓料机构设有卡簧压环和夹爪;所述的自动上料机构设有储料模块和送料模块;所述的卡簧由储料模块进入送料模块,送料模块将单个卡簧输送至移载位,横移抓料机构的卡簧压环将卡簧固定,夹爪将卡簧撑开,横移抓料机构将卡簧压环、夹爪和卡簧整体移动到待装配卡簧工装上部,夹爪取消对卡簧的撑开操作,卡簧套设在安装位置,完成卡簧自动装配。
4、优选地,所述的自动上料机构设有下底板;所述的储料模块和送料模块分别安装在下底板上;所述的储料模块包括配重块、导杆、送料管、固定块和滑槽板;所述的滑槽板与下底板相连;所述的固定块固定在滑槽板上;所述的送料管固定在固定块上;所述的送料管、固定块和滑槽板均设有与卡簧的外形相匹配的通孔;所述的导杆贯穿送料管、固定块和滑槽板;所述的配重块套设在导杆上。
5、更加优选地,所述的自动上料机构设有手柄;所述的手柄设置在送料管的端部,手柄与导杆相连。
6、更加优选地,所述的自动上料机构设有用于控制送料管内卡簧上料的旋钮,该旋钮与导杆螺纹连接。
7、更加优选地,所述的送料模块包括推送板和推送气缸;所述的推送气缸安装在下底板上;所述的推送板与推送气缸的活塞杆相连;所述的推送板与滑槽板的滑槽相匹配,推送板与滑槽板滑动连接;所述的推送板上设有与卡簧相匹配的凹槽;所述的卡簧沿着导杆通过送料管、固定块和滑槽板落入推送板上的凹槽内,推送气缸驱动推送板将凹槽内的卡簧输送至移载位。
8、更加优选地,所述的送料模块设有用于检测凹槽内是否有卡簧的真空检测传感器以及外部气源;所述的凹槽内设有通气孔;所述的外部气源接入通气孔;所述的卡簧落入凹槽后,外部气源进行吸气,通过真空检测传感器检测真空度判断卡簧有无。
9、更加优选地,所述的储料模块设有用于检测送料管内余料的余料检测传感器;所述的余料检测传感器安装在下底板上。
10、优选地,所述的横移抓料机构还包括设有横移气缸和升降气缸的两轴桁架、夹爪气缸和压环安装板;所述的升降气缸安装在横移气缸的活塞杆上;所述的夹爪气缸和压环安装板分别安装在升降气缸的活塞杆上;所述的夹爪与夹爪气缸的输出轴相连;所述的卡簧压环安装在压环安装板上;所述的卡簧压环和夹爪的底部均设有用于对卡簧进行定位的定位销。
11、更加优选地,所述的横移抓料机构设有用于在将卡簧装配到工装后辅助卡簧脱离夹爪的辅助推力结构;所述的辅助推力结构安装在压环安装板上。
12、更加优选地,所述的辅助推力结构包括弹簧杆、弹簧和树脂推杆;所述的压环安装板上设有用于弹簧杆通过的通孔,弹簧杆通过通孔与压环安装板滑动连接;所述的弹簧套设在弹簧杆外;所述的树脂推杆与弹簧杆螺纹连接。
13、与现有技术相比,本发明具有以下有益效果:
14、一、工作效率高:本发明中的卡簧自动装配工装摆脱目前单个手动供料,上料的局限,实现一次上料可保证200~230个产品需求,中途不再需要补料,避免重复上料,提高装配效率。
15、二、维护简单:本发明中的卡簧自动装配工装所有需要调整的零件都处于上方显著位置且安全可靠
16、三、制造成本低:本发明中的卡簧自动装配工装通过两个机构紧凑衔接。框架由型材搭建,保证强度的同时重量轻,制造采购成本低;昂贵的标准件使用较少,结构简单,便于降低维护成本。
17、四、安全性好:本发明中的卡簧自动装配工装整个装配动作过程全部由气缸动作实现,避免人为手动操作带来的安全隐患。
18、五、可靠性高:本发明中的卡簧自动装配工装的夹爪可以依靠辅助推力弹簧结构提供的弹力安全脱离而不带动卡簧,确保整个过程顺利进行;同时卡簧压环及夹爪气缸底部装有定位销,用来对卡簧位置进行定位和防错,可避免出现卡簧装配过程因位置偏离与产品出现碰撞,更加安全地保护产品和设备。
技术特征:
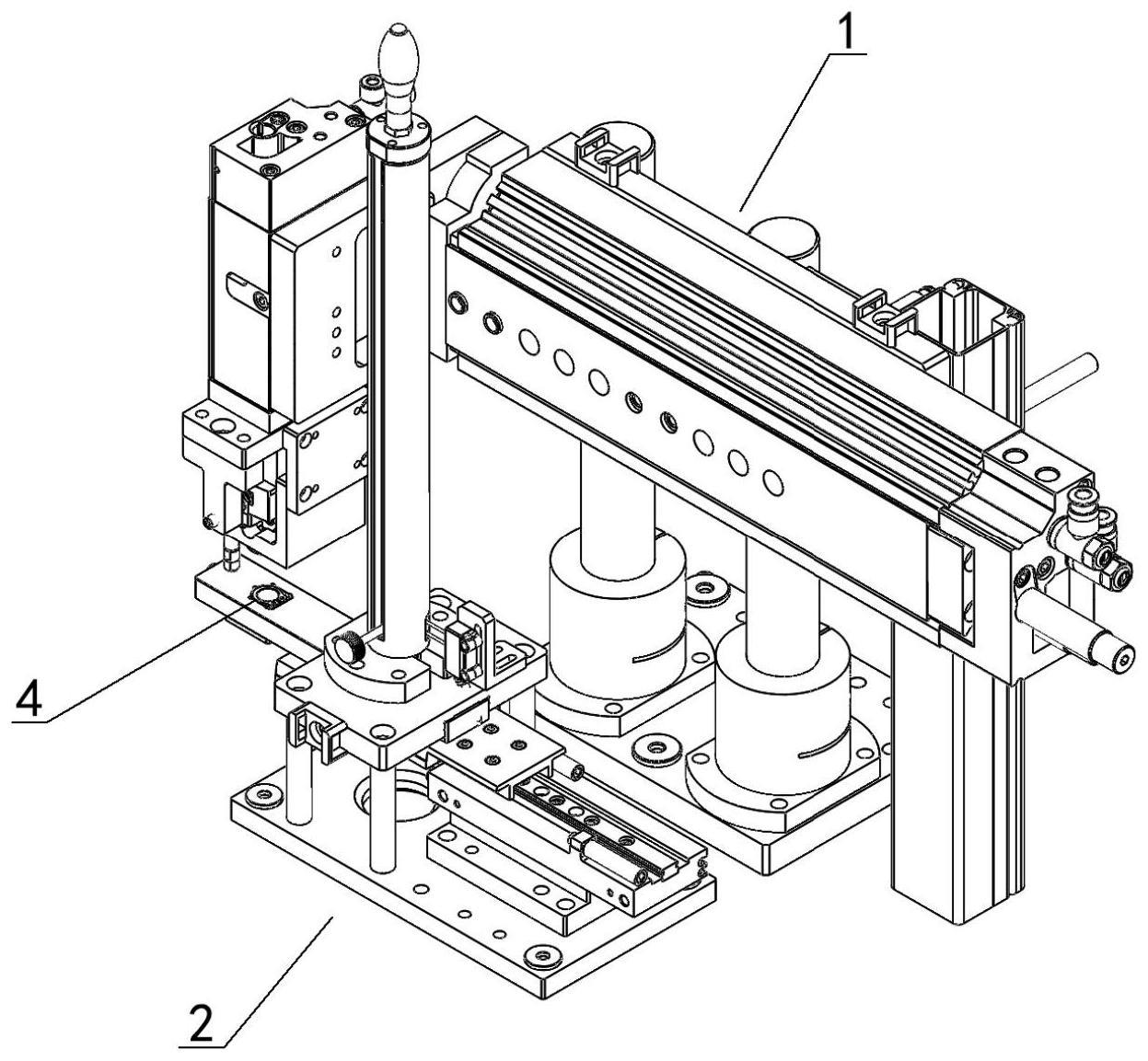
1.一种卡簧自动装配工装,用于将卡簧(4)装配在待装配卡簧的工装(3)上,其特征在于,所述的自动装配工装包括横移抓料机构(1)和自动上料机构(2);所述的横移抓料机构(1)设有卡簧压环(114)和夹爪(115);所述的自动上料机构(2)设有储料模块和送料模块;所述的卡簧(4)由储料模块进入送料模块,送料模块将单个卡簧(4)输送至移载位,横移抓料机构(1)的卡簧压环(114)将卡簧(4)固定,夹爪(115)将卡簧(4)撑开,横移抓料机构(1)将卡簧压环(114)、夹爪(115)和卡簧(4)整体移动到待装配卡簧工装(3)上部,夹爪(115)取消对卡簧(4)的撑开操作,卡簧(4)套设在安装位置,完成卡簧自动装配。
2.根据权利要求1所述的一种卡簧自动装配工装,其特征在于,所述的自动上料机构(2)设有下底板(210);所述的储料模块和送料模块分别安装在下底板(210)上;所述的储料模块包括配重块(202)、导杆(203)、送料管(204)、固定块(206)和滑槽板(208);所述的滑槽板(208)与下底板(210)相连;所述的固定块(206)固定在滑槽板(208)上;所述的送料管(204)固定在固定块(206)上;所述的送料管(204)、固定块(206)和滑槽板(208)均设有与卡簧(4)的外形相匹配的通孔;所述的导杆(203)贯穿送料管(204)、固定块(206)和滑槽板(208);所述的配重块(202)套设在导杆(203)上。
3.根据权利要求2所述的一种卡簧自动装配工装,其特征在于,所述的自动上料机构(2)设有手柄(201);所述的手柄(201)设置在送料管(204)的端部,手柄(201)与导杆(203)相连。
4.根据权利要求2所述的一种卡簧自动装配工装,其特征在于,所述的自动上料机构(2)设有用于控制送料管(204)内卡簧上料的旋钮(205),该旋钮与导杆(203)螺纹连接。
5.根据权利要求2所述的一种卡簧自动装配工装,其特征在于,所述的送料模块包括推送板(207)和推送气缸(212);所述的推送气缸(212)安装在下底板(210)上;所述的推送板(207)与推送气缸(212)的活塞杆相连;所述的推送板(207)与滑槽板(208)的滑槽相匹配,推送板(207)与滑槽板(208)滑动连接;所述的推送板(207)上设有与卡簧(4)相匹配的凹槽;所述的卡簧(4)沿着导杆(203)通过送料管(204)、固定块(206)和滑槽板(208)落入推送板(207)上的凹槽内,推送气缸(212)驱动推送板(207)将凹槽内的卡簧(4)输送至移载位。
6.根据权利要求5所述的一种卡簧自动装配工装,其特征在于,所述的送料模块设有用于检测凹槽内是否有卡簧的真空检测传感器以及外部气源;所述的凹槽内设有通气孔;所述的外部气源接入通气孔;所述的卡簧(4)落入凹槽后,外部气源进行吸气,通过真空检测传感器检测真空度判断卡簧有无。
7.根据权利要求2所述的一种卡簧自动装配工装,其特征在于,所述的储料模块设有用于检测送料管(204)内余料的余料检测传感器(213);所述的余料检测传感器(213)安装在下底板(210)上。
8.根据权利要求1所述的一种卡簧自动装配工装,其特征在于,所述的横移抓料机构(1)还包括设有横移气缸(105)和升降气缸(106)的两轴桁架、夹爪气缸(111)和压环安装板(112);所述的升降气缸(106)安装在横移气缸(105)的活塞杆上;所述的夹爪气缸(111)和压环安装板(112)分别安装在升降气缸(106)的活塞杆上;所述的夹爪(115)与夹爪气缸(111)的输出轴相连;所述的卡簧压环(114)安装在压环安装板(112)上;所述的卡簧压环(114)和夹爪(115)的底部均设有用于对卡簧(4)进行定位的定位销。
9.根据权利要求8所述的一种卡簧自动装配工装,其特征在于,所述的横移抓料机构(1)设有用于在将卡簧(4)装配到工装(3)后辅助卡簧脱离夹爪(115)的辅助推力结构(113);所述的辅助推力结构(113)安装在压环安装板(112)上。
10.根据权利要求9所述的一种卡簧自动装配工装,其特征在于,所述的辅助推力结构(113)包括弹簧杆(1131)、弹簧(1132)和树脂推杆(1133);所述的压环安装板(112)上设有用于弹簧杆(1131)通过的通孔,弹簧杆(1131)通过通孔与压环安装板(112)滑动连接;所述的弹簧(1132)套设在弹簧杆(1131)外;所述的树脂推杆(1133)与弹簧杆(1131)螺纹连接。
技术总结
本发明涉及一种卡簧自动装配工装,用于将卡簧装配在待装配卡簧的工装上,包括横移抓料机构和自动上料机构,横移抓料机构设有卡簧压环和夹爪,自动上料机构设有储料模块和送料模块,卡簧由储料模块进入送料模块,送料模块将单个卡簧输送至移载位,横移抓料机构的卡簧压环将卡簧固定,夹爪将卡簧撑开,横移抓料机构将卡簧压环、夹爪和卡簧整体移动到待装配卡簧工装上部,夹爪取消对卡簧的撑开操作,卡簧套设在安装位置,完成卡簧自动装配。与现有技术相比,本发明具有工作效率高、卡簧、维护简单、制造成本低、安全性好、可靠性高等优点。
技术研发人员:崔可可
受保护的技术使用者:上海新宇箴诚电控科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!