一种轮胎模具弓形座批量定位加工装置的制作方法
1.本发明涉及轮胎模具技术领域,具体是一种轮胎模具弓形座批量定位加工装置。
背景技术:
2.随着我国模具行业的不断发展,对于模具产品的需求与要求也在逐步提高,模具的加工效率与加工质量也备受瞩目,对于轮胎模具弓形座的加工我们采用的固定方式效率低、成本高、工人劳动强度大、设备利用率低,质量无法满足客户需求。针对以上问题我们设计了轮胎模具弓形座批量定位加工装置,解决了轮胎模具弓形座需要整圈加工,占用大型专用设备的瓶颈问题,解决单块加工时固定效率低,工人劳动强度大,加工方法单一,轮胎模具弓形座定位精度不稳定等问题。
技术实现要素:
3.本发明的目的在于提供一种轮胎模具弓形座批量定位加工装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种轮胎模具弓形座批量定位加工装置,包括安装在环状座上的底板,所述环状座转动设置在固定座上,所述固定座上设有用于带动环状座转动的旋转驱动件,所述底板两端通过连接件与环状座可拆卸连接,所述底板上端设有一个用于抵压轮胎模具弓形座一端的前挡板,所述前挡板的抵压面设有用于引导轮胎模具弓形座对其的v型引导边,与前挡板相对的底板上方设有一个对轮胎模具弓形座另一端面抵压接触的垫板,所述垫板和前挡板的抵压面都为与轮胎模具弓形座表面相配合的斜面,所述垫板连接用于带动其向前挡板靠近以实现紧压的推动件,所述底板上开设有便于轮胎模具弓形座开孔的漏料槽。
6.作为本发明进一步的方案:所述旋转驱动件包括设置在环状座外侧的从动齿环,所述固定座底部安装有一个驱动电机,所述驱动电机的输出端设有与从动齿环相互啮合的驱动齿轮。
7.作为本发明进一步的方案:所述推动件包括与垫板表面转动连接的丝柱,所述丝柱的数量至少设有一个,所述丝柱与设置在底板上的后挡板螺纹配合,所述丝柱右端设有便于手旋转的小波纹手轮,通过小波纹手轮带动丝柱与后挡板相对转动,在螺纹的作用下,丝柱带动垫板推动轮胎模具弓形座,进而与前挡板相配合完成轮胎模具弓形座的固定。
8.作为本发明进一步的方案:所述小波纹手轮外侧设有防滑层,所述固定座上方设有与小波纹手轮下侧面紧压配合以驱动其旋紧的旋紧摩擦条,所述固定座上方设有与小波纹手轮下侧面紧压配合以驱动其旋紧的旋松摩擦条,所述旋松摩擦条和旋紧摩擦条都通过连接架与固定座连接固定。
9.作为本发明进一步的方案:所述小波纹手轮端部设有与丝柱端部相配合的连接套,所述连接套外侧上旋有用于插入丝柱表面定位孔中的圆锥销。
10.作为本发明进一步的方案:所述丝柱的旋进方向与垫板的紧压面垂直设置。
11.作为本发明进一步的方案:所述垫板和前挡板的抵压面表面设有用于防止打滑的防滑层。
12.作为本发明进一步的方案:所述连接件包括开设在底板上端的穿孔以及配合在穿孔处的内六角圆柱头螺钉,内六角圆柱头螺钉与环状座上的螺纹孔相配合,所述底板和环状座之间设有缓冲垫。
13.作为本发明进一步的方案:所述后挡板与底板之间设有若干个加强筋,所述加强筋等间距设置在底板上。
14.与现有技术相比,本发明的有益效果是:本技术通过前挡板、后挡板、丝柱的配合,将轮胎模具弓形座进行单块定位,再通过内六角螺钉将轮胎模具弓形座批量定位加工装置安装台圆周定位工装上,实现批量定位加工,另外通过摩擦传动来实现自动旋松或旋紧,无需人工手动操作,有效的提高了加工效率。
附图说明
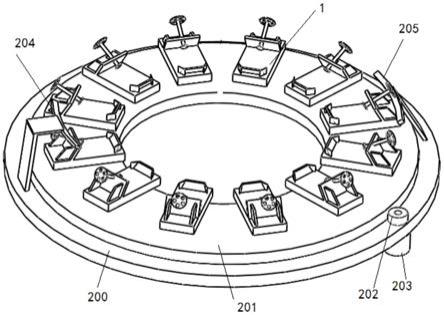
15.图1为本发明的结构示意图。
16.图2为本发明中底板上端的结构示意图。
17.图3为本发明中轮胎模具弓形座夹持时的结构示意图。
18.图4为本发明中v型引导边的结构示意图。
19.其中:1底板,2内六角圆柱头螺钉,3前档板,4垫板,5丝柱,6后挡板,7加强筋,8圆锥销,9小波纹手轮,10轮胎模具弓形座、固定座200、环状座201、驱动齿轮202、驱动电机203、旋松摩擦条204、旋紧摩擦条205、v型引导边206。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.实施例1
22.请参阅图1-图4,本发明实施例中,一种轮胎模具弓形座批量定位加工装置,包括安装在环状座201上的底板1,所述环状座201转动设置在固定座200上,所述固定座200上设有用于带动环状座201转动的旋转驱动件,所述底板1两端通过连接件与环状座可拆卸连接,所述底板1上端设有一个用于抵压轮胎模具弓形座10一端的前挡板3,所述前挡板3的抵压面设有用于引导轮胎模具弓形座10对其的v型引导边206,与前挡板3相对的底板1上方设有一个对轮胎模具弓形座10另一端面抵压接触的垫板4,所述垫板4和前挡板3的抵压面都为与轮胎模具弓形座10表面相配合的斜面,所述垫板4连接用于带动其向前挡板3靠近以实现紧压的推动件,所述底板1上开设有便于轮胎模具弓形座10开孔的漏料槽;
23.所述旋转驱动件包括设置在环状座201外侧的从动齿环,所述固定座200底部安装有一个驱动电机203,所述驱动电机203的输出端设有与从动齿环相互啮合的驱动齿轮202,通过驱动电机203带动驱动齿轮202转动,驱动齿轮202配合从动齿环带动环状座201转动,从而实现工件的切换;
24.所述推动件包括与垫板4表面转动连接的丝柱5,所述丝柱5的数量至少设有一个,所述丝柱5与设置在底板1上的后挡板6螺纹配合,所述丝柱5右端设有便于手旋转的小波纹手轮9,通过小波纹手轮9带动丝柱5与后挡板6相对转动,在螺纹的作用下,丝柱5带动垫板4推动轮胎模具弓形座10,进而与前挡板3相配合完成轮胎模具弓形座10的固定;
25.所述小波纹手轮9外侧设有防滑层,所述固定座200上方设有与小波纹手轮9下侧面紧压配合以驱动其旋紧的旋紧摩擦条205,所述固定座200上方设有与小波纹手轮9下侧面紧压配合以驱动其旋紧的旋松摩擦条204,所述旋松摩擦条204和旋紧摩擦条205都通过连接架与固定座200连接固定,这样在环状座201在固定座200上转动时,当转动到旋紧摩擦条205位置时,旋紧摩擦条205与小波纹手轮9摩擦配合,从而完成工件定位,当小波纹手轮9转动到旋松摩擦条204时,在摩擦力的作用下,完成松动操作,无需人工手动完成,从而进一步提高了加工效率;
26.所述小波纹手轮9端部设有与丝柱5端部相配合的连接套,所述连接套外侧上旋有用于插入丝柱表面定位孔中的圆锥销8,这样就方便后期对小波纹手轮9的拆卸;
27.所述丝柱5的旋进方向与垫板4的紧压面垂直设置,这样就避免出现松动的问题;
28.所述垫板4和前挡板3的抵压面表面设有用于防止打滑的防滑层;
29.所述连接件包括开设在底板1上端的穿孔以及配合在穿孔处的内六角圆柱头螺钉2,内六角圆柱头螺钉2与环状座上的螺纹孔相配合,所述底板1和环状座之间设有缓冲垫。
30.实施例2
31.与实施例1相区别的是:所述后挡板6与底板1之间设有若干个加强筋7,所述加强筋7等间距设置在底板1上,加强筋7的设置有效的提高了后挡板6与底板1之间的力学性能。
32.本发明的工作原理是:本装置使用时,通过旋转驱动件带动环状座201转动,这样在环状座201在固定座200上转动时,当转动到旋紧摩擦条205位置时,旋紧摩擦条205与小波纹手轮9摩擦配合,通过小波纹手轮9带动丝柱5与后挡板6相对转动,在螺纹的作用下,丝柱5带动垫板4推动轮胎模具弓形座10,进而与前挡板3相配合完成轮胎模具弓形座10的固定,当小波纹手轮9转动到旋松摩擦条204时,在摩擦力的作用下,完成松动操作,无需人工手动完成,从而进一步提高了加工效率。
33.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1