一种带有中心轴的多孔工件的精准分度定位装夹装置的制作方法
本发明属于机械加工设备,具体为一种带有中心轴的多孔工件的精准分度定位装夹装置。
背景技术:
1、现有对于带有中心轴的多孔工件内孔的加工方式,多采用镗削加工完一个孔径之后,转动多孔工件使另一个待加工孔到达加工位置,再重新进行对刀加工;存在多孔工件加工时频繁转动,并且多孔工件转动时精度较低,无法准确保证转动角度,每次转动后均需数控对刀,造成加工效率较低,且难以保证孔的位置度要求。
技术实现思路
1、本发明的目的在于解决现有技术的不足,提供一种带有中心轴的多孔工件的精准分度定位装夹装置。本装置通过工件压块、工件压柱等将多孔工件安装固定在上下基体上,保持多孔工件静止不动;通过带有v型槽的分度盘的转动与定位楔块的v型面配合进行精准分度定位,分度盘上带有一个进刀孔,导套与其同轴配合,由数控程序精准控制刀杆的移动位置,保证刀杆完好的通过分度盘上的进刀孔;可以有效改善因多孔工件转动带来的位置度偏差,提高加工精度及效率。
2、本发明是通过下述技术方案实现的:
3、一种带有中心轴的多孔工件的精准分度定位装夹装置,其特征在于,包括多孔工件装夹系统、分度定位系统。
4、多孔工件装夹系统由底板、螺钉、垫片、长螺钉、下基体、上基体、工件压柱、工件压块、多孔工件组成;底板为装置的安装平面,下基体和上基体通过四个螺钉拧紧固定连接,之后将下基体通过四个螺钉和四个垫片与底板拧紧固定,并调整上基体使其水平;将多孔工件放置在上基体的上平面上;四个工件压柱均布竖直放在上基体上,四个工件压块分别一端置于工件压柱上,另一端压在多孔工件上,并且通过垫片和长螺钉与上基体拧紧,实现多孔工件的装夹固定。
5、分度定位系统由底板、垫片、螺钉、螺母、外六角螺栓、固定支架、固定连接板、夹紧块、球头支撑杆、球头支撑块、分度盘、保护套、定位楔块、导向块、螺纹推杆、螺纹推杆支架、导向块连接板、定位支架、导套、刀杆组成;底板为装置的安装平面,两个固定支架对称放置在底板上,分别通过四个垫片和螺钉拧紧固定,两个固定连接板分别通过四个垫片和螺钉与对称的两个固定支架拧紧连接,并调整两个固定连接板使其处于水平状态;两个球头支撑杆的外螺纹分别与两个固定连接板上的螺纹孔配合连接,并通过螺母进行防松固定,两个球头支撑块的凹球面分别与两个球头支撑杆的球头配合放置;将保护套套在多孔工件上,分度盘套在保护套的外圆柱上,导套与分度盘上的进刀孔同轴配合,刀杆通过导套进行上下及旋转运动;分度盘的下平面与两个球头支撑块接触,并进行整体的调整使分度盘的上平面处于水平状态;定位支架通过四个垫片和螺钉固定在底板上,导向块连接板由四个垫片和螺钉固定在定位支架上,导向块与导向块连接板通过四个螺钉连接固定,螺纹推杆支架通过四个螺钉固定在定位支架上,螺纹推杆与螺纹推杆支架上的螺纹孔配合;定位楔块置于导向块的凹槽内,定位楔块的后端与螺纹推杆的头部销插连接,通过转动螺纹推杆的尾部带动定位楔块前后移动;转动分度盘,使分度盘的v型槽与定位楔块的v型面配合,实现分度盘的精准角度旋转;两个夹紧块的较长端分别置于两个固定连接板上,较短端置于分度盘上,通过螺母、垫片和外六角螺栓实现夹紧块对分度盘的夹紧固定。
6、本发明的装配及工作原理:安装平面的底板水平放置,多孔工件装夹系统的上基体和下基体与底板装配后,保证上基体的上平面处于水平状态,将多孔工件的下平面置于上基体上,同时使多孔工件的轴线与下基体的中心孔同轴;调整分度定位系统的两个固定连接板使其处于水平状态,保护套的内孔与多孔工件的轴线同轴,分度盘的内孔与保护套的外圆配合,调整两个球头支撑杆,实现分度盘的轴线多孔工件的轴线同轴;转动螺纹推杆的尾部带动定位楔块移动,转动分度盘,使分度盘的v型槽与定位楔块的v型面配合,通过螺母、垫片和外六角螺栓实现夹紧块对分度盘的夹紧固定;转动多孔工件,使其多孔中的一个孔与分度盘上的进刀孔同轴,拧紧长螺钉实现多孔工件的装夹固定,通过数控程序对刀,进而进行孔加工;加工另一个孔时,将刀杆撤出分度盘上的进刀孔,将夹紧块松开,转动分度盘,重复上述步骤,即可实现多孔工件的高效精准加工。
7、有益效果
8、对于均布多孔工件的加工装夹方式,多采用加工完一个孔径之后,转动工件使另一个待加工孔对准加工刀杆,并夹紧固定工件;造成均布多孔工件加工时频繁转动工件,加工效率较低,并且难以保证均布多孔的位置度要求。
9、与现有技术相比,本发明提供一种带有中心轴的多孔工件的精准分度定位装夹装置。本装置通过工件压块、工件压柱等将多孔工件安装固定在上下基体上,保持工件静止不动;通过带有分度v型槽的分度盘的转动与定位楔块的v型面配合进行精准分度定位,分度盘上带有进刀孔,其上配有导套;可以有效改善因工件转动带来的位置度偏差,提高加工精度及效率。
技术特征:
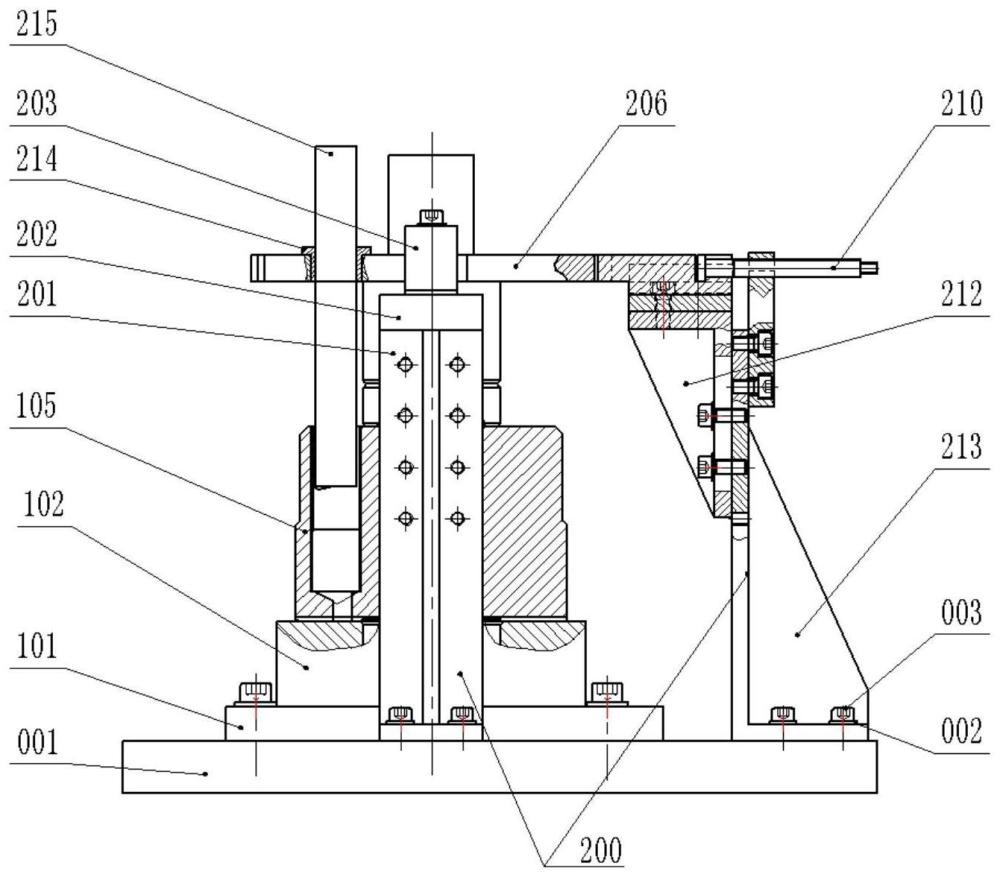
1.一种带有中心轴的多孔工件的精准分度定位装夹装置,其特征在于,包括多孔工件装夹系统(100)、分度定位系统(200);本装置通过工件压块(104)、工件压柱(103)等将多孔工件(105)安装固定在上基体(102)和下基体(101)上,保持多孔工件(105)静止不动;通过带有v型槽的分度盘(206)的转动与定位楔块(208)的v型面配合进行精准分度定位,分度盘(206)上带有一个进刀孔,导套(214)与其同轴配合,刀杆(215)通过导套(214)进行上下及旋转运动,由数控程序精准控制刀杆(215)的移动位置,保证刀杆(215)完好的通过分度盘(206)上的进刀孔;可以有效改善因多孔工件(105)转动带来的位置度偏差,提高加工精度及效率。
2.根据权利要求1所述,多孔工件装夹系统(100)由底板(001)、螺钉(011)、垫片(012)、螺钉(013)、垫片(014)、长螺钉(015)、下基体(101)、上基体(102)、工件压柱(103)、工件压块(104)、多孔工件(105)组成;底板(001)为装置的安装平面,下基体(101)和上基体(102)通过四个螺钉(013)拧紧固定连接,之后将下基体(101)通过四个螺钉(011)和四个垫片(012)与底板(001)拧紧固定,并调整上基体(102)使其水平;将多孔工件(105)放置在上基体(102)的上平面上;四个工件压柱(103)均布竖直放在上基体(102)上,四个工件压块(104)分别一端置于工件压柱(103)上,另一端压在多孔工件(105)上,并且通过垫片(014)和长螺钉(015)与上基体(102)拧紧,实现多孔工件(105)的装夹固定。
3.根据权利要求1所述,分度定位系统(200)由底板(001)、垫片(002)、螺钉(003)、垫片(004)、螺钉(005)、螺母(006)、垫片(007)、外六角螺栓(008)、螺母(009)、螺钉(010)、固定支架(201)、固定连接板(202)、夹紧块(203)、球头支撑杆(204)、球头支撑块(205)、分度盘(206)、保护套(207)、定位楔块(208)、导向块(209)、螺纹推杆(210)、螺纹推杆支架(211)、导向块连接板(212)、定位支架(213)、导套(214)、刀杆(215)组成;底板(001)为装置的安装平面,两个固定支架(201)对称放置在底板(001)上,分别通过四个垫片(002)和螺钉(003)拧紧固定,两个固定连接板(202)分别通过四个垫片(004)和螺钉(005)与对称的两个固定支架(201)拧紧连接,并调整两个固定连接板(202)使其处于水平状态;两个球头支撑杆(204)的外螺纹分别与两个固定连接板(202)上的螺纹孔配合连接,并通过螺母(009)进行防松固定,两个球头支撑块(205)的凹球面分别与两个球头支撑杆(204)的球头配合放置;将保护套(207)套在多孔工件(105)上,分度盘(206)套在保护套(207)的外圆柱上,导套(214)与分度盘(206)上的进刀孔同轴配合,刀杆(215)通过导套(214)进行上下及旋转运动;分度盘(206)的下平面与两个球头支撑块(205)接触,并进行整体的调整使分度盘(206)的上平面处于水平状态;定位支架(213)通过四个垫片(002)和螺钉(003)固定在底板(001)上,导向块连接板(212)由四个垫片(004)和螺钉(005)固定在定位支架(213)上,导向块(209)与导向块连接板(212)通过四个螺钉(005)连接固定,螺纹推杆支架(211)通过四个螺钉(010)固定在定位支架(213)上,螺纹推杆(210)与螺纹推杆支架(211)上的螺纹孔配合;定位楔块(208)置于导向块(209)的凹槽内,定位楔块(208)的后端与螺纹推杆(210)的头部销插连接,通过转动螺纹推杆(210)的尾部带动定位楔块(208)前后移动;转动分度盘(206),使分度盘(206)的v型槽与定位楔块(208)的v型面配合,实现分度盘(206)的精准角度旋转;两个夹紧块(203)的较长端分别置于两个固定连接板(202)上,较短端置于分度盘(206)上,通过螺母(006)、垫片(007)和外六角螺栓(008)实现夹紧块(203)对分度盘(206)的夹紧固定。
技术总结
一种带有中心轴的多孔工件的精准分度定位装夹装置,本发明涉及机械加工设备技术领域。该装置结构主要由多孔工件装夹系统、分度定位系统组成;该装置通过工件压块、压柱等将多孔工件安装固定在基体上,保持多孔工件静止不动;通过带有V型槽的分度盘的转动与定位楔块的V型面配合进行精准分度定位;分度盘上带有一个进刀孔,其上装有导套,刀杆通过导套,由数控程序精准控制刀杆的移动位置,保证刀杆完好的通过分度盘上的进刀孔;可以有效改善因多孔工件转动带来的位置度偏差,并提高加工效率。
技术研发人员:王强,吴焕,吴庆堂,郭波,王泽震,赵国法,段学俊,魏巍,邹阳,钱冬梅
受保护的技术使用者:长春设备工艺研究所
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!