一种用于足辊架的插模加工工装及加工方法与流程
1.本发明属于机械设备制造技术领域,具体涉及一种用于足辊架的插模加工工装,还涉及一种用于足辊架的插模加工方法。
背景技术:
2.连铸连轧技术由于节能高效的优点,在轧制板材、带材中得到广泛应用。在其连轧设备中,足辊架的零件的窗口中有一些斜的定位面,这些斜的定位面用于轧辊和轴承座的定位,所以其位置度要求较高,由于其位置空间比较狭小,无法在镗床或铣床上利用角度铣头加工,通常在插床上加工,但由于这些加工面是斜面,使得装夹工件、对刀、测量很困难,很难保证使用要求,对机床操作者技能依赖性强、效率低、成品率低。
技术实现要素:
3.本发明的目的是提供一种用于足辊架的插模加工工装,解决了现有机床加工工装加工效率差、成品率低的问题。
4.本发明的另一目的是提供一种用于足辊架的插模加工方法。
5.本发明所采用的技术方案是,一种用于足辊架的插模加工工装,插模加工工装包括模板和底板,模板上加工有对刀面组一、对刀面组二、对刀面组三和对刀面组四,对刀面组一、对刀面组二、对刀面组三和对刀面组四均与底板垂直;模板上还加工一个定位孔和一个长孔,模板边缘处还加工四个把合孔。
6.本发明的特点还在于,
7.模板和底板之间设置有夹角。
8.对刀面组一包括依次相连的四个对刀面,且每两个相连的对刀面之间相互垂直;对刀面组二、对刀面组三、对刀面组四与对刀面组一的结构均相同。
9.四个把合孔、定位孔和长孔呈矩形分布在模板上,并均靠近模板的边缘。
10.本发明所采用的另一技术方案是,一种用于足辊架的插模加工方法,按照以下步骤具体实施:
11.步骤1,将足辊架吊装到插模加工工装上,足辊架上两个中部孔与定位孔和长孔分别对齐并插入两个销轴,利用足辊架上的外侧孔和四个把合孔,将足辊架和插模加工工装用螺栓螺母把合在一起,并且使足辊架上四个定位面组与模板上的四组对刀面位置相对应;
12.步骤2,插模加工工装连同足辊架按照找正基准找正好,装夹在插床的工作台上;
13.步骤3,开动插床,按照模板上的四组对刀面,分别将足辊架上需要插削的四个定位面组的全部定位平面加工到量。
14.本发明的有益效果是,该方法简单易行,操作方便,对机床操作者技能依赖性不强,可以高效率、成品率高地实现足辊架窗口斜定位面的插削加工。
附图说明
15.图1是本发明方法加工对象工件足辊架的结构示意图;
16.图2是图1的俯视图;
17.图3是图1的a
‑
a截面剖视图;
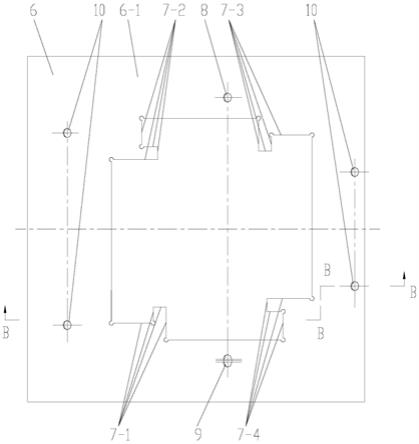
18.图4是本发明一种用于足辊架的插模加工工装的结构示意图;
19.图5是图4的b
‑
b截面剖视图;
20.图6是图5的c
‑
c截面剖视图;
21.图7是本发明方法工件足辊架与插模的装配结构示意图;
22.图8是图7的d
‑
d截面剖视图。
23.图中,1.足辊架,1
‑
1.定位块一,1
‑
2.定位块二,1
‑
3.定位块三,1
‑
4.定位块四,1
‑
5.面板,2
‑
1.定位面组一,2
‑
2.定位面组二,2
‑
3.定位面组三,2
‑
4.定位面组四,3.法向平面,4.中部孔,5.外侧孔,6.插模加工工装,6
‑
1.模板,6
‑
2.底板,7
‑
1.对刀面组一,7
‑
2.对刀面组二,7
‑
3.对刀面组三,7
‑
4.对刀面组四,8.定位孔,9.长孔,10.把合孔,11.销轴。
具体实施方式
24.下面结合附图及具体实施方式对本发明进行详细说明。
25.参照图1、图2和图3,是本发明的加工对象足辊架1的示意图,足辊架1由面板1
‑
5和定位块一1
‑
1、定位块二1
‑
2、定位块三1
‑
3、定位块四1
‑
4焊接而成;定位块一1
‑
1上有四处定位面组一2
‑
1,定位块二1
‑
2上有四处定位面组二2
‑
2,定位块三1
‑
3上有四处定位面组三2
‑
3,定位块四1
‑
4上有四处定位面组四2
‑
4,四个定位面组的全部定位平面均与法向平面3垂直(见图1),而法向平面3与面板1
‑
5的夹角为a(见图1);面板1
‑
5上有两个中部孔4和四个外侧孔5,两个中部孔4加工时公差按h7,用于后边插床加工时的定位基准,四个外侧孔5用于插床加工时把合固定。
26.参照图4、图5和图6,是本发明所采用的插模加工工装6的结构是,插模加工工装6包括模板6
‑
1、底板6
‑
2,模板6
‑
1和底板6
‑
2之间的夹角b(见图5)等于足辊架1上的角度a(见图1);按照足辊架1上四个定位面组的尺寸,在模板6
‑
1上加工有四个对刀面组与其尺寸及相对位置相同且一一对应,四个对刀面组呈矩形排列;其中对刀面组一7
‑
1与定位面组一2
‑
1尺寸及相对位置相同,对刀面组二7
‑
2与定位面组二2
‑
2尺寸及相对位置相同,对刀面组三7
‑
3与定位面组三2
‑
3尺寸及相对位置相同,对刀面组四7
‑
4与定位面组四2
‑
4尺寸及相对位置相同,四组对刀面均与底板6
‑
2垂直;按照足辊架1上两个中部孔4与四个定位面组的相对位置,在模板6
‑
1上与四组对刀面相同的对应位置加工一个定位孔8和一个长孔9,定位孔8和长孔9分别位于底板6
‑
2的中轴线上;定位孔8的直径与中部孔4的直径相同,公差按h7,长孔9的宽度与中部孔4的直径相同,公差也按h7,做为使用时定位用;按照足辊架1上四个外侧孔5与四个定位面组的相对位置,在模板6
‑
1上与四组对刀面相同的对应位置加工四个把合孔10,四个把合孔10位于模板6
‑
1两侧边缘处,且其中两个位于同一侧;四个把合孔10的直径与四个外侧孔5的直径相同,用于使用固定时用螺栓把合;四个把合孔10、定位孔8和长孔9呈矩形分布在模板6
‑
1上,并均靠近模板6
‑
1的边缘,将四个呈矩形排列的对刀面组包围;
27.对刀面组一7
‑
1包括依次相连的四个对刀面,且每两个相连的对刀面之间相互垂
直,相互平行的两个对刀面的长度不一致;
28.对刀面组二7
‑
2、对刀面组三7
‑
3、对刀面组四7
‑
4的结构均与对刀面组一7
‑
1相同,但四个对刀面组的开口方向不一致;
29.本发明一种用于足辊架的插模加工方法,利用上述的插模加工工装6,按照以下步骤具体实施:
30.步骤1,参照图7和图8,将提前加工好两个中部孔4和四个外侧孔5的足辊架1,吊装到插模加工工装6上,足辊架1上两个中部孔4与定位孔8和长孔9分别对齐并插入两个销轴11,销轴11与孔的公差配合按h7/g6;利用足辊架1上的四个外侧孔5和四个把合孔10,将足辊架1和插模加工工装6用螺栓螺母把合在一起,由于角度b(见图5)与角度a(见图1)角度相同,所以法向平面3与插模加工工装6的下底面(即图8的下面)平行,与法向平面3均垂直的需要插削的四个定位面组的全部定位平面也与插模加工工装6的下底面(即图8的下面)垂直,并且与模板6
‑
1上的四组对刀面位置相对应;
31.步骤2,插模加工工装6连同足辊架1按照找正基准找正好,装夹在插床的工作台上;
32.步骤3,开动插床,按照模板6
‑
1上的四组对刀面,分别将足辊架1上需要插削的四个定位面组的全部定位平面加工到量。
33.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1