一种悬挂短节磨铣工具及其使用方法与流程
1.本发明涉及石油天然气钻采装备技术领域,更具体地说涉及一种悬挂短节磨铣工具及其使用方法。
背景技术:
2.目前,常规的井身结构包括4层或者5层套管,当遇到地质情况复杂、临井资料少的高温高压井和超深水井时,使用大尺寸尾管挂,能为油气田的开发提供极大的自由度,大大降低作业难度和作业风险。
3.由于钻井期间容易在大尺寸尾管挂悬挂短节的开口锁环槽内堆积异物,通过冲洗工具无法完全冲洗,大尺寸尾管挂在安装之前,需要对大尺寸尾管挂安装的区域进行磨铣,以保证大尺寸尾管挂的顺利安装。
技术实现要素:
4.本发明克服了现有技术中的不足,大尺寸尾管挂在安装之前,需要对大尺寸尾管挂安装的区域进行磨铣,以保证大尺寸尾管挂的顺利安装,现有的工具只能对大尺寸尾管挂进行磨铣,却不能对其进行冲洗,导致磨铣后大尺寸尾管挂还需更换工具进行冲洗作业,提供了一种悬挂短节磨铣工具及其使用方法,该工具可以清理钻井期间在大尺寸尾管挂悬挂短节的开口锁环槽内堆积异物,保证大尺寸尾管挂的顺利安装。
5.本发明的目的通过下述技术方案予以实现。
6.一种悬挂短节磨铣工具,包括芯轴、锁环、尾管挂限位装置、防转块、活塞、锁环槽磨铣片和活塞下限位环,
7.在所述芯轴的外部中部形成一芯轴扩径段,在所述芯轴扩径段的首端形成一锁环槽,所述锁环与所述锁环槽螺纹连接,以实现利用锁环压紧锁环槽磨铣片的目的,在锁环槽下方的所述芯轴扩径段上形成一锁环槽磨铣片安装槽,所述锁环槽磨铣片通过防转块设置在所述锁环槽磨铣片安装槽内,利用防转块来实现防止锁环槽磨铣片转动的目的,所述防转块通过防转块固定螺栓与所述芯轴的外壁相连,在锁环槽磨铣片安装槽处的所述芯轴的侧壁上开设有贯穿芯轴侧壁的水平冲洗孔,所述活塞通过安装在水平冲洗孔内的铜销悬挂在所述芯轴的内部,金属球位于所述活塞的首端,且实现将活塞密封的目的,所述芯轴扩径段的尾端通过斜面实现过渡,在斜面处的所述芯轴的侧壁上开设有贯穿芯轴侧壁的斜向冲洗孔,所述活塞下限位环与所述芯轴的内壁下部螺纹连接,以实现限制活塞移动位置的目的。
8.当金属球通过钻杆的内部到达活塞的上方,剪断铜销后,带动活塞向下移动,落在活塞下限位环上,进而露出水平冲洗孔,以实现水平冲洗孔的冲洗功能。
9.在所述芯轴的端面开设有纵向贯穿芯轴的循环通孔,以便于钻井液的循环。
10.所述斜向冲洗孔与所述芯轴的径向所夹锐角角度为45
°
。
11.在所述锁环的外壁上安装有尾管挂限位装置,以便于实现服务工具的定点循环。
12.在所述芯轴的内壁与所述活塞的外壁之间设置有密封圈。
13.在所述防转块固定螺栓的下方设置有磨损指示销。
14.在所述活塞的外壁上形成一铜销槽,所述铜销设置在所述铜销槽内。
15.一种悬挂短节磨铣工具的使用方法,按照下述步骤进行:
16.在钻台连接下入钻杆,利用芯轴将悬挂短节磨铣工具与上述钻杆连接,利用钻杆送悬挂短节磨铣工具至大尺寸尾管挂安装位置以上半米处,接顶驱开补偿器,开泵、钻井液通过斜向冲洗孔喷出,对大尺寸尾管挂安装位置进行冲洗,缓慢下放悬挂短节磨铣工具,直至悬挂短节磨铣工具无法继续向下移动,下压20千磅,使悬挂短节磨铣工具的尾管挂限位装置嵌入到入大尺寸尾管挂悬挂短节的限位槽内,使悬挂短节磨铣工具的锁环槽磨铣片嵌入大尺寸尾管挂悬挂短节的开口锁环槽内,上提直至出现过提值,停泵,投金属球,开泵送金属球至活塞上方,憋压剪断铜销,活塞下移至活塞下限位环上,露出水平冲洗孔,再次开泵、钻井液通过水平冲洗孔喷出,对大尺寸尾管挂安装位置进行冲洗,定点循环后,再次停泵,过提剪断尾管挂限位装置,边旋转边向下移动钻具,对大尺寸尾管挂安装的区域再次冲洗,起钻至转盘,拆甩悬挂短节磨铣工具。
17.本发明的有益效果为:锁环槽磨铣片能够嵌入大尺寸尾管挂悬挂短节的开口锁环槽内,能够对开口锁环槽进行磨铣;
18.锁环的外侧安装有尾管挂限位装置,能够嵌入大尺寸尾管挂悬挂短节的限位槽内,便于实现服务工具的定点循环。
附图说明
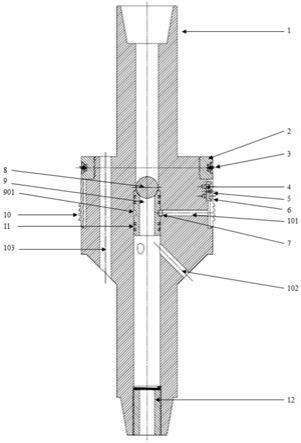
19.图1是本发明的剖视结构示意图;
20.图中:1为芯轴,2为锁环,3为尾管挂限位装置,4为防转块固定螺栓,5为磨损指示销,6为防转块,7为铜销,8为金属球,9为活塞,10为锁环槽磨铣片,11为密封圈,12为活塞下限位环,101为水平冲洗孔,102为斜向冲洗孔,103为循环通孔,901为铜销槽。
21.对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,可以根据以上附图获得其他的相关附图。
具体实施方式
22.下面通过具体的实施例对本发明的技术方案作进一步的说明。
23.实施例一
24.一种悬挂短节磨铣工具,包括芯轴1、锁环2、尾管挂限位装置3、防转块6、活塞9、锁环槽磨铣片10和活塞下限位环12,
25.在芯轴1的外部中部形成一芯轴扩径段,在芯轴扩径段的首端形成一锁环槽,锁环2与锁环槽螺纹连接,以实现利用锁环2压紧锁环槽磨铣片10的目的,在锁环槽下方的芯轴扩径段上形成一锁环槽磨铣片安装槽,锁环槽磨铣片10通过防转块6设置在锁环槽磨铣片安装槽内,利用防转块6来实现防止锁环槽磨铣片10转动的目的,防转块6通过防转块固定螺栓4与芯轴1的外壁相连,在锁环槽磨铣片安装槽处的芯轴1的侧壁上开设有贯穿芯轴1侧壁的水平冲洗孔101,活塞9通过安装在水平冲洗孔101内的铜销7悬挂在芯轴1的内部,金属球8位于活塞9的首端,且实现将活塞9密封的目的,芯轴扩径段的尾端通过斜面实现过渡,
在斜面处的芯轴1的侧壁上开设有贯穿芯轴1侧壁的斜向冲洗孔102,活塞下限位环12与芯轴1的内壁下部螺纹连接,以实现限制活塞9移动位置的目的。
26.当金属球8通过钻杆的内部到达活塞9的上方,剪断铜销7后,带动活塞9向下移动,落在活塞下限位环12上,进而露出水平冲洗孔101,以实现水平冲洗孔101的冲洗功能。
27.实施例二
28.在实施例一的基础上,在芯轴1的端面开设有纵向贯穿芯轴1的循环通孔103,以便于钻井液的循环。
29.斜向冲洗孔102与芯轴1的径向所夹锐角角度为45
°
。
30.在锁环2的外壁上安装有尾管挂限位装置3,以便于实现服务工具的定点循环。
31.实施例三
32.在实施例二的基础上,在芯轴1的内壁与活塞9的外壁之间设置有密封圈。
33.在防转块固定螺栓4的下方设置有磨损指示销5。
34.在活塞9的外壁上形成一铜销槽901,铜销7设置在铜销槽901内。
35.实施例四
36.一种悬挂短节磨铣工具的使用方法,按照下述步骤进行:
37.在钻台连接下入钻杆,利用芯轴1将悬挂短节磨铣工具与上述钻杆连接,利用钻杆送悬挂短节磨铣工具至大尺寸尾管挂安装位置以上半米处,接顶驱开补偿器,开泵、钻井液通过斜向冲洗孔102喷出,对大尺寸尾管挂安装位置进行冲洗,缓慢下放悬挂短节磨铣工具,直至悬挂短节磨铣工具无法继续向下移动,下压20千磅,使悬挂短节磨铣工具的尾管挂限位装置3嵌入到入大尺寸尾管挂悬挂短节的限位槽内,使悬挂短节磨铣工具的锁环槽磨铣片10嵌入大尺寸尾管挂悬挂短节的开口锁环槽内,上提直至出现过提值,停泵,投金属球,开泵送金属球至活塞上方,憋压剪断铜销,活塞下移至活塞下限位环上,露出水平冲洗孔101,再次开泵、钻井液通过水平冲洗孔101喷出,对大尺寸尾管挂安装位置进行冲洗,定点循环后,再次停泵,过提剪断尾管挂限位装置3,边旋转边向下移动钻具,对大尺寸尾管挂安装的区域再次冲洗,起钻至转盘,拆甩悬挂短节磨铣工具。
38.为了易于说明,实施例中使用了诸如“上”、“下”、“左”、“右”等空间相对术语,用于说明图中示出的一个元件或特征相对于另一个元件或特征的关系。应该理解的是,除了图中示出的方位之外,空间术语意在于包括装置在使用或操作中的不同方位。例如,如果图中的装置被倒置,被叙述为位于其他元件或特征“下”的元件将定位在其他元件或特征“上”。因此,示例性术语“下”可以包含上和下方位两者。装置可以以其他方式定位(旋转90度或位于其他方位),这里所用的空间相对说明可相应地解释。
39.而且,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个与另一个具有相同名称的部件区分开来,而不一定要求或者暗示这些部件之间存在任何这种实际的关系或者顺序。
40.以上对本发明进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1