一种周向拉杆转子的预紧力施加装置的制作方法
1.本发明属于预紧力施加领域,涉及一种周向拉杆转子的预紧力施加装置。
背景技术:
2.由于拉杆式转子具有重量轻,起动快,热膨胀性能好、易装配等优点,重型燃气轮机制造商普遍采用拉杆式转子结构。拉杆式转子通过单个中心螺栓或多个周向拉杆螺栓将各个轮盘紧压在一起。其中,大部分燃气轮机制造商均采用周向拉杆转子。
3.在燃气轮机转子组装及拆解过程中,需要对周向拉杆螺栓施加预紧力,合理准确的预紧力施加能保证转子整体的刚度,保证燃气轮机各个轮盘之间的紧密配合,同时,拉杆的预紧力对于燃气轮机的动力学特性有着重要的影响。预紧力的施加对于燃气轮机的安全稳定运行具有重要意义。
4.由于燃气轮机12个周向拉杆螺栓沿周向分布,为了保证施加的预紧力大小一致,需尽量对12个拉杆螺栓同时施加预紧力,而传统的预紧力施加方式为通过有经验的工人人工对每个拉杆螺栓施加预紧力,或者先对其中4个拉杆螺栓施加预紧力。传统的同时施加预紧力的装置结构复杂,需要多名工人操作配合,耗时耗力。
技术实现要素:
5.本发明的目的在于克服上述现有技术的缺点,提供一种周向拉杆转子的预紧力施加装置,能够保证对燃气轮机周向拉杆螺栓同时施加预紧力,能够有效的减少传统预紧力施加过程中所需要的工人人数,简化操作过程。
6.为达到上述目的,本发明采用以下技术方案予以实现:
7.一种周向拉杆转子的预紧力施加装置,包括支架环和十二个拉杆螺栓配合件;
8.十二个拉杆螺栓配合件沿周向均布在支架环端面上,且均将支架环上下端面贯通,每个拉杆螺栓配合件底部设置有与周向拉杆螺栓尺寸相同的内螺纹孔,每个拉杆螺栓配合件顶部固连有活塞的底部;
9.每个拉杆螺栓配合件顶部密封连接有套筒底部,活塞位于套筒中,活塞顶端伸出套筒顶部,活塞周面与套筒密封连接,套筒内在活塞底端设置有腔体,套筒上设置有输入口,输入口与腔体连通。
10.优选的,套筒采用透明材质制成,套筒周面上设置有长度刻度,长度刻度沿套筒轴向设置。
11.优选的,支架环包括上环和下环,拉杆螺栓配合件将上环和下环连通,上环和下环之间连接有多个支板。
12.优选的,支板数量为十二个,十二个支板与十二个拉杆螺栓配合件之间交错设置。
13.优选的,每个拉杆螺栓配合件顶部固连有转动件,转动件与活塞的底部固连,活塞中心设置有通孔,通孔底端连通转动件。
14.优选的,活塞底端位于转动件底端,通孔底端向内径向收缩,将转动件底端包裹。
15.优选的,转动件采用锁紧锁母。
16.优选的,活塞周面上设置有密封圈。
17.优选的,支架环内径与燃气轮机轴头尺寸相同,支架环外径遇燃机轮机轮盘封严齿环尺寸相同。
18.一种基于上述任意一项所述的周向拉杆转子的预紧力施加装置的预紧力施加方法,包括以下过程:
19.将支架环穿过轴头安装在轮盘上,调整方位,使得十二个拉杆螺栓配合件正对需要施加预紧力的十二个拉杆螺栓;转动活塞,从而带动拉杆螺栓配合件与周向拉杆螺栓配合,每个活塞均转动相同的圈数;通过输入口向十二个套筒的腔体内均通入气体或液压油,随着压力的提升,活塞带动拉杆螺栓配合件向套筒顶端移动,同时对十二个周向拉杆螺栓进行拉伸,直到拉伸结束,停止通入气体或液压油,卸下支架环。
20.与现有技术相比,本发明具有以下有益效果:
21.本发明通过拉杆螺栓配合件与周向拉杆螺栓连接,通过输入口向套筒的腔体内可以通入气体或液压油,随着压力的提升,活塞带着拉杆螺栓配合件向套筒顶端移动,可以同时对十二个周向拉杆螺栓进行拉伸,能够保证对周向拉杆螺栓同时施加预紧力,能够有效的减少传统预紧力施加过程中所需要的工人人数,简化操作过程。并且结构简单,运行稳定可靠,能有效地提高燃气轮机周向拉杆转子的装配和拆卸效率,为燃气轮机周向拉杆转子的长期稳定运行提供可靠的基础,可广泛的应用于地面燃气轮机、船用燃气轮机等周向拉杆转子的装配和拆卸。
22.进一步,通过长度刻度,可以判断活塞移动距离,从而判断周向拉杆转子施加的预紧力大小,提高了精度。
23.进一步,支板可保证支架环整体的稳定,提高支架环的刚度。
附图说明
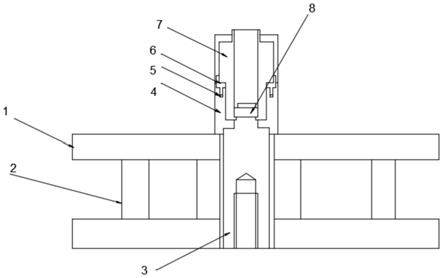
24.图1为本发明的预紧力施加装置结构局部示意图;
25.图2为本发明的预紧力施加装置俯视图。
26.其中:1-支架环;2-支板;3-拉杆螺栓配合件;4-套筒;5-腔体;6-密封圈;7-活塞;8-锁紧螺母。
具体实施方式
27.下面结合附图对本发明做进一步详细描述:
28.如图1所示,为本发明所述的周向拉杆转子的预紧力施加装置,包括支架环1、拉杆螺栓配合件3、转动件、套筒4和活塞7。
29.支架环1内径与燃气轮机轴头尺寸相同,支架环1外径遇燃机轮机轮盘封严齿环尺寸相同。支架环1包括上环和下环,上环和下环之间连接有多个支板2和拉杆螺栓配合件3。支板2和拉杆螺栓配合件3的数量均为十二个,十二个支板2与十二个拉杆螺栓配合件3之间交错设置。支板2可保证支架环1整体的稳定,提高支架环1的刚度,尺寸可根据实际情况加宽加厚。
30.如图2所示,十二个拉杆螺栓配合件3沿周向均布在支架环1端面上,且均将支架环
1上环和下环贯通,拉杆螺栓配合件3顶端位于支架环1的上环,底端位于支架环1的下环;每个拉杆螺栓配合件3底部设置有与周向拉杆螺栓尺寸相同的内螺纹孔,螺纹尺寸和需要施加预紧力的周向拉杆螺栓尺寸配合。
31.套筒4数量与拉杆螺栓配合件3数量相同,套筒4安装在支架环1的上环上,每个拉杆螺栓配合件3顶部密封连接有套筒4底部,活塞7位于套筒4中,活塞7顶端伸出套筒4顶部,活塞7周面与套筒4密封连接,活塞7周面上设置有密封圈6。套筒4内在活塞7底端设置有腔体5,套筒4上设置有输入口,输入口与腔体5连通。
32.拉杆螺栓配合件3顶部与固连有转动件,转动件与活塞7的底部固连,可随活塞7一起沿轴向运动。活塞7中心设置有通孔,通孔底端连通转动件,活塞7底端位于转动件底端,通孔底端向内径向收缩,将转动件底端包裹。转动件采用锁紧锁母。
33.套筒4采用透明材质制成,套筒4周面上设置有长度刻度,长度刻度沿套筒4轴向设置,通过设置长度刻度,可以判断活塞7移动距离,从而判断周向拉杆转子施加的预紧力大小,提高了精度。
34.预紧力施加装置的工作过程作如下。
35.在燃气轮机周向转子装配过程中,转子为竖直轴向放置在转子精密检查台上。以透平端拉杆螺栓预紧力施加为例,将支架环1穿过轴头安装在透平端最后一级轮盘上,调整方位,使得十二个拉杆螺栓配合件3正对需要施加预紧力的十二个拉杆螺栓。
36.锁紧螺母8上部为六边形,可使用长杆的六边形锁紧螺母8工装从活塞7的通孔顶部伸入,旋转锁紧螺母8,从而带动拉杆螺栓配合件3与拉杆螺栓配合。十二个锁紧螺母8均转动相同的圈数,保证各个拉杆螺栓配合件3与拉杆螺栓配合的尺寸一致。将各个套筒4的进油口连接到供油泵和气泵,随着压力的提升,就可以同时对十二个周向拉杆螺栓进行拉伸,也保证了各个周向拉杆螺栓施加了相同的预紧力。
37.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者等同替换,而未脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在本发明的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1