一种多排钻的自动上下料装置的制作方法
1.本发明涉及涉及智能制造设备技术领域,具体地说,涉及一种多排钻的自动上下料装置。
背景技术:
2.当今工厂制造逐步趋向智能制造,在智能制造中工序物料搬运便是首要解决的问题,目前,在板式家具行业的生产线上如何搬运家具板件上升下放,或人力搬托至加工设备如排钻、裁板机,减少工人的劳动强度,成为一个重要课题,特别是板式家具板件加工过程,涉及排钻、裁板、封边多道工序,生产过程工人上下料劳动强度较大。
3.为了解决上述问题,特此提出本发明。
技术实现要素:
4.本发明的的目的在于,提供一种多排钻的自动上下料装置,解决生产过程工人上下料劳动强度大的问题。
5.为解决上述问题,本发明所采用的技术方案是:
6.一种多排钻的自动上下料装置,包括多排钻本体,还包括板料输送总成、压板总成以及接料总成;所述板料输送总成用于将板材置于其上钻孔,压板总成用于将板材压在板料输送总成上,接料总成用于将钻孔后的板材下降运走,板料输送总成、压板总成安装于多排钻本体主体框架的内部并与其紧固连接,所述压板总成设置在板料输送总成上方,所述接料总成设置于板料输送总成的出料未端。
7.进一步的,所述板料由左板料输送链、右板料输送链以及贯穿左板料输送链、右板料输送链的多棱轴构成。
8.进一步的,所述左板料输送链包括支撑架、左蓄板盒罩、左链条槽板、链条、左从动链轮组、左主动链轮组、驱动电机和换向齿轮箱、电机支脚、若干个带料块、多棱轴、右支脚;
9.支撑架和电机支脚设置于左链条槽板两端下方,链条位于左链条槽板的内部,驱动电机位于电机支脚的上方,驱动电机连接有换向齿轮箱,左主动链轮组通过换向齿轮箱与驱动电机输出轴相连接,左链条槽板的另一端连接左从动链轮组,所述左主动链轮组的左主动链轮中心设置有多棱孔,多棱轴贯穿左主动链轮组的多棱孔与换向齿轮箱、驱动电机输出轴轴向连接,左链条槽板上方侧边滑动支撑有若干个带料块,链条的下方与带料块相连接,右支脚的上方内侧设置有轴承组,多棱轴的另一端连接轴承组;左蓄板盒罩安装于左支撑架上方、左链条槽板的外侧。
10.进一步的,所述右板料输送链包括右支撑架、右蓄板盒罩、右链条槽板、链条、右从动链轮组、右主动链轮组、前行程开关二、若干个带料块;右链条槽板的两端分别设置右从动链轮组和右主动链轮组,右链条槽板靠近右从动链轮组一端的下方设置右支撑架,在右支撑架相对于位置上、右链条槽板外侧设置右蓄板盒罩,链条位于右链条槽板内部,其两端与右从动链轮组和右主动链轮组相连接,所述右主动链轮组的右主动链轮中心设置有多棱
孔,所述右主动链轮组的多棱孔与多棱轴贯穿连接,在右链条槽板上方侧边支撑有若干个右带料块。
11.进一步的,所述压板总成包括两个定位装置,定位装置安装于多排钻本体框架上,分别对应于左板料输送链、右板料输送链的上方。
12.进一步的,定位装置包括装置基板、排钻本体连接板和位置调节机构;位置调节机构与装置基板相连接,位置调节机构连接有连接板一和连接板二;连接板一上安装有气缸一、连接板二安装有气缸二;所述连接板一和连接板二之间连接有距离调节杆;所述气缸一、气缸二之间连接有角度调节杆,气缸一的伸缩端安装有压板一,气缸二的伸缩端安装有压板二,所述角度调节杆安装有距离触撞杆,距离触撞杆上方连接有距离开关;排钻本体连接板用于定位装置固定于多排钻本体底部的左右侧台上。
13.进一步地,位置调节机构包含转向把手、锁定螺丝、丝杆、端头轴承及轴承座、贯穿丝杆的法兰螺母、固定端;法兰螺母连接有连接板一和连接板二;固定端和端头轴承及轴承座固定于装置基板上,丝杆通过固定端和端头轴承及轴承座安装于装置基板上,法兰螺母固定连接于丝杆上。
14.进一步地,所述接料总成包括横向接板机构及纵向移板机构,横向接板机构包括l型左移板、l型右移板、连接板、气缸、档杆气缸、纵向移动安装板以及运送板;l型左移板、l型右移板的内侧的两侧设有两条平行滑轨,滑轨与地面垂直,l型左移板、l型右移板的内侧均有移动滑板与滑轨滑动连接,移动滑板沿着滑轨上下滑动。移动滑板内侧下边缘凸起形成支撑边,支撑边上端设有运送板;气缸通过连接板和纵向移动安装板与移动滑板相连接,移动滑板上下滑动带动气缸、连接板、纵向移动安装板一起滑动;气缸的伸缩端连接有运送板和档杆气缸,档杆气缸的伸缩端连接有档杆触感传感器。
15.进一步地,纵向移板机构包括设置在l型右移板外侧底部的减速电机,在l型右移板内侧减速电机对应的位置设置有主动链轮,减速电机通过输出轴与主动链轮相连接,在l型右移板内侧的上方设置有从动链轮,主动链轮和从动链轮之间设置有链条,l型左移板内侧对应于主动链轮的设置有主动链轮,两个主动链轮之间通过连接杆相连接,在l型左移板内侧的上方设置有从动链轮,主动链轮和从动链轮之间设置有链条,链条与移动滑板相连接,减速电机转动带动主动链轮转动;移动滑板下部设置有行程开关。
16.优选的,还包括两条平行设置的轨道,l型左移板的底部滑动设置于轨道上。
17.本发明有益的技术效果:本发明通过设置板料输送总成、压板总成以及接料总成,能够解决自动打孔后运料和下料的问题,解决生产过程工人上下料劳动强度大的问题。
附图说明
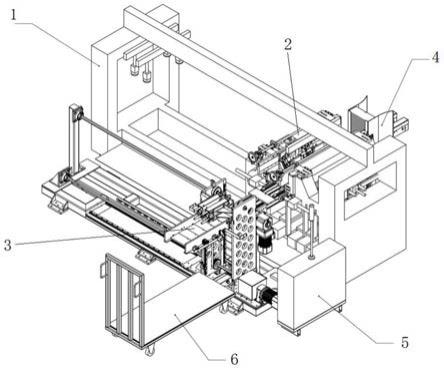
18.图1为本发明多排钻的自动上下料装置结构示意图;
19.图2为本发明多排钻本体、板料输送总成、压板总成结构示意图。
20.图3为本发明多排钻本体、板料输送总成、压板总成另一角度结构示意图。
21.图4为本发明左板料输送链结构示意图。
22.图5为本发明右板料输送链结构示意图。
23.图6为本发明定位装置结构示意图。
24.图7为本发明定位装置另一角度结构示意图。
25.图8为本发明接料总成结构示意图。
26.图9为本发明接料总成另一角度结构示意图。
27.图10本发明接料总成的部分结构示意图。
28.图11本发明接料总成的部分另一角度结构示意图。
29.图12本发明底座结构示意图。
具体实施方式
30.下面结合附图和具体实施方式对本发明作进一步说明。
31.参照图1,一种多排钻的自动上下料装置,包括多排钻本体1、板料输送总成4、压板总成2以及接料总成3;所述板料输送总成4用于将板材置于其上钻孔,压板总成2用于将板材压在板料输送总成4上,接料总成3用于将钻孔后的板材下降运走,板料输送总成4、压板总成2安装于多排钻本体1主体框架的内部并与其紧固连接,所述压板总成2设置在板料输送总成4上方,所述接料总成3设置于板料输送总成4的出料未端。
32.使用时,将板料置于板料输送总成的进料口上,板料输送总成将板料运到对于多排钻本体钻头所在的位置,压板总成将其板料固定压紧,多排钻本体上的钻头工作,钻孔完成后,板料输送总成继续运输板料,将板料从板料输送总成出料口运输至接料总成上,接料总成将板料下降运送到移板料车6上。
33.多排钻本体1的底部、侧面以及顶部的框架上均设置有钻头。
34.还包括控制柜体5,控制柜体5与板料输送总成4、压板总成2、接料总成3电性连接。
35.实施例1
36.参照图2-5,所述板料输送总成4横跨多排钻本体1的底部的上方,由互为对称设置的左板料输送链41、右板料输送链42以及贯穿左板料输送链41、右板料输送链42的多棱轴43构成,左板料输送链41与右板料输送链42之间宽度可横向伸缩连接及纵向输送板料。所述压板总成2设置在板料输送总成4上方,并与多排钻本体1紧固连接;所述接料总成3连接于板料输送总成4未端,实现接板及下移板件到移板料车6。
37.所述左板料输送链41包括支撑架411、左蓄板盒罩412、左链条槽板413、链条414、左从动链轮组415、左主动链轮组416、驱动电机417和换向齿轮箱、电机支脚418、若干个带料块419、多棱轴43、右支脚420。
38.支撑架411和电机支脚418设置于左链条槽板413两端下方,链条414位于左链条槽板413的内部,驱动电机417位于电机支脚418的上方,驱动电机417连接有换向齿轮箱,左主动链轮组416通过换向齿轮箱与驱动电机417输出轴相连接,左链条槽板413的另一端连接左从动链轮组415,所述左主动链轮组416的左主动链轮中心设置有多棱孔,多棱轴43贯穿左主动链轮组416的多棱孔与换向齿轮箱、驱动电机417输出轴轴向连接,实现同步转动,同时,左链条槽板413上方侧边滑动支撑有若干个带料块419,链条414的下方与带料块419相连接,链条414转动带着带料块419前进。右支脚420的上方内侧设置有轴承组421,多棱轴43的另一端连接轴承组421。左蓄板盒罩412安装于左支撑架411上方、左链条槽板413的外侧,在左链条槽板413内侧相应位置上设置有前行程开关一422。
39.左链条槽板413上方侧边滑动支撑有若干个带料块419,左链条槽板413上方侧边为带料块419提供平稳滑动的轨道。
40.所述左从动链轮组415包括从动轮支架、从动链轮、轴承、链轮轴。
41.所述右板料输送链42包括右支撑架423、右蓄板盒罩424、右链条槽板425、链条414、右从动链轮组426、右主动链轮组427、前行程开关二428、若干个带料块419;右链条槽板425的两端分别设置右从动链轮组426和右主动链轮组427,右链条槽板425靠近右从动链轮组426一端的下方设置右支撑架423,在右支撑架203相对于位置上、右链条槽板425外侧设置右蓄板盒罩424,链条414位于右链条槽板425内部,其两端与右从动链轮组426和右主动链轮组427相连接,所述右主动链轮组427的右主动链轮中心设置有多棱孔,所述右主动链轮组427的多棱孔与多棱轴43贯穿连接,实现同步转动;在右链条槽板425上方侧边支撑有若干个右带料块419,带料块419的下方与链条414相连接,与链条414转动一起前进。
42.板料输送总成工作原理:当装置获电,若干待待加工板件逐件送到左蓄板盒罩412和右蓄板盒罩202之间,板件的两端搭在左链条槽板413、右链条槽板425上,板件放入带料块419前边,驱动电机417带动左主动链轮组416转动,链条414带动左从动链轮组415转动,驱动电机417通过换向齿轮箱带动多棱轴43转动,由于多棱轴43与右主动链轮组427轴向连接,右主动链轮组427也同时转动,并通链条414带动右从动链轮组426转动;从而,右主动链轮组427和右从动链轮组426带动链条414绕各自的左链条槽板413和右链条槽板425一圈。
43.当链条414在左链条槽板413和右链条槽板425内直线运动时,紧固在链条414上的带料块419也做同步直线运动,因此,带动待加工板件进入压板钻孔工序位置。
44.实施例2
45.参照图6-7,所述压板总成2包括两个定位装置21,定位装置21安装于多排钻本体1框架上,分别对应于左板料输送链41、右板料输送链42的上方。用于压住左板料输送链41、右板料输送链42上的板料。
46.定位装置21包括装置基板211、排钻本体连接板212和位置调节机构;位置调节机构与装置基板211相连接,位置调节机构连接有连接板一213和连接板二214;连接板一213上安装有气缸一215、连接板二214安装有气缸二216;所述连接板一213和连接板二214之间连接有距离调节杆217;所述气缸一215、气缸二216之间连接有角度调节杆218,气缸一215的伸缩端219安装有压板一2110,气缸二216的伸缩端2111安装有压板二2112,所述角度调节杆218安装有距离触撞杆2114,距离触撞杆2114上方连接有距离开关2113。排钻本体连接板212用于定位装置21固定于多排钻本体1底部的左右侧台上。
47.具体的,位置调节机构包含转向把手2115、锁定螺丝2116、丝杆2117、端头轴承及轴承座2118、贯穿丝杆2117的法兰螺母2119、固定端2120;法兰螺母2119连接有连接板一213和连接板二214;固定端2120和端头轴承及轴承座2118固定于装置基板211上,丝杆2117通过固定端2120和端头轴承及轴承座2118安装于装置基板211上,法兰螺母2119固定连接于丝杆2117上。转向把手2115转动带动丝杆2117转动,能够用来调节连接板一213和连接板二214的角度。锁定螺丝2116用来锁定丝杆2117。
48.当待加工板件进入压板总成,碰触距离触撞杆2114,距离触撞杆2114上方的距离开关2113识别后发岀信息,由于控制柜体5与板料输送总成4、压板总成2、接料总成3电性连接,控制柜体5内设有控制电子板,当获得距离开关2113的信息后,控制电子板控制驱动电机417停止运动,同时,气缸一215、气缸二216的气动电磁阀导通,获得伸出的气压,压板一2110和压板二2112压紧待加工板件,钻头电机工作,正、侧面钻头先后对待加工板件正、侧
面钻孔,钻孔工作完成,反馈信息到控制电子板,气缸一215、气缸二216的气动电磁阀关闭,气缸一215、气缸二216回缩,驱动电机21工作,链条414转动并带动加工完成板件前进,也带动待加工件进入压板位置;当距离开关2113再次获得信息后,重复上述工作,同时还启动接料总成工作。
49.实施例3
50.参照图8-11,所述接料总成3包括横向接板机构及纵向移板机构,横向接板机构包括l型左移板31、l型右移板32、连接板33、气缸34、档杆气缸35、纵向移动安装板37以及运送板38;l型左移板31、l型右移板32的内侧的两侧设有两条平行滑轨39,滑轨39与地面垂直,l型左移板31、l型右移板32的内侧均有移动滑板310与滑轨39滑动连接,移动滑板310沿着滑轨39上下滑动。移动滑板310内侧下边缘凸起形成支撑边,支撑边上端设有运送板38。气缸34通过连接板33和纵向移动安装板37与移动滑板310相连接,移动滑板310上下滑动带动气缸34、连接板33、纵向移动安装板37一起滑动。气缸34的伸缩端连接有运送板38和档杆气缸35,档杆气缸35的伸缩端连接有档杆触感传感器36。
51.档杆触感传感器36、档杆气缸35、气缸34分别与控制电子板电连接。
52.钻孔完成需要接料时,气缸34的伸缩端35前伸到板料输送总成4的未端,带动运送板38连接到板料输送总成4的未端,板料在运送板38上一片连一连的累积,直到板料接触到档杆触感传感器36,档杆气缸35的伸缩端伸缩,档杆触感传感器36随着档杆气缸35的伸缩端伸缩,气缸34的伸缩端收缩,运送板38随着气缸34的伸缩端收缩,运送板38中的板料移送到移动滑板310和运送板38围成的u型装置中,气缸34收缩完成后,档杆气缸35的伸缩端伸出,挡住u型装置中的板料,防止u型装置中的板料滑出。
53.所述l型左移板31、l型右移板32内侧的移动滑板310对称分布,和运送板38构成可伸展宽度的u型装置,构成伸展宽度的u型装置起到承托加工完成板件作用的装置。
54.存放在u型装置的板件接满后,通过纵向移板机构下移至移板料车6中。
55.纵向移板机构包括设置在l型右移板32外侧底部的减速电机311,在l型右移板32内侧减速电机311对应的位置设置有主动链轮312,减速电机311通过输出轴与主动链轮312相连接,在l型右移板32内侧的上方设置有从动链轮,主动链轮312和从动链轮之间设置有链条314,l型左移板31内侧对应于主动链轮312的设置有主动链轮312,两个主动链轮312之间通过连接杆相连接,在l型左移板31内侧的上方设置有从动链轮,主动链轮312和从动链轮之间设置有链条314,链条314与移动滑板310相连接,减速电机311转动带动主动链轮312转动,主动链轮312转动通过链条314带动从动链轮转动,同时,l型右移板32内侧主动链轮312转动通过连接杆带动l型左移板31内侧的主动链轮312转动,链条314带动移动滑板310沿着滑轨39上下移动。移动滑板310下部设置有行程开关315,所述行程开关315与控制电子板电连接,所述行程开关315碰触到移板料车6上,减速电机311停止运动。
56.还包括两条平行设置的轨道313,l型左移板31的底部滑动设置于轨道313上。
57.使用时,板件接满后,气缸34的伸缩端收缩完成后,控制电子板启动纵向移板机构工作,减速电机311转动,通过主动链轮312、从动链轮以及链条314带动移动滑板310下移,直到移动滑板310下部的行程开关315,碰触到移板料车6上,减速电机311停止工作,此时可以手动拉开l型左移板31,因此便轻松实现加工完成板件便叠放移板料车6上。
58.实施例4
59.参照图12,还包括底座7,所述l型右移板32、轨道313、电机支脚418以及右支脚420安装于底座7上。
60.以上仅为本发明的实施方式,并非因此限制另一方面通过本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构,直接或间接运用在其他相关的技术领域,均同理在本发明的专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1