顶锻式摩擦焊工装以及焊接方法与流程
1.本发明涉及摩擦焊接技术领域,尤其涉及一种顶锻式摩擦焊工装以及焊接方法。
背景技术:
2.目前,将两个工件进行摩擦焊接的过程中,通常是采用一个工件相对于另一个工件旋转,同时施加一定的顶锻力,使相对运动的工件摩擦产生热量加热结合界面,当界面温度到达材料锻造温度时,继续保持一定的顶锻力或施加更大的顶锻力使两个工件实现焊接结合。
3.传统工装工艺的夹紧方式是采用三爪卡盘进行夹紧,适应性差、自动化程度低、调整困难。如何解决上述问题,是本领域技术人员亟待解决的事情。
技术实现要素:
4.本发明解决的问题是提供一种顶锻式摩擦焊工装以及焊接方法,针对工件焊接,具有较强的可操控性和适应性,且加工效率高。
5.为解决上述问题,本发明实施例提供一种顶锻式摩擦焊工装,用于将第一工件和第二工件焊接,包括:第一夹具体和与所述第一夹具体配合的第二夹具体;所述第一夹具体包括:支撑座;直线伸缩机构,设置在支撑座上,所述直线伸缩机构包括输出端;承压组件,所述承压组件的一端与所述输出端固定连接,所述承压组件的另一端与所述第一工件连接;所述第二夹具体包括:主轴;轴向夹紧组件,所述轴向夹紧组件的第一端与所述主轴的一端固定连接,所述轴向夹紧组件的第二端用于与所述第二工件固定连接。
6.可选的,所述主轴中的一端具有锥度;所述轴向夹紧组件包括:主轴连接头套,所述主轴连接头套包括大径端和与大径端连接的小径端;锥孔,从所述小径端一侧贯穿所述小径端和部分大径端,所述主轴连接头套中的锥孔与主轴的锥度相配合。
7.可选的,所述主轴连接头套的大径端的外侧壁上具有外螺纹;所述轴向夹紧组件包括:锥套,所述锥套包括:端孔,位于所述锥套的第一端;内螺纹,位于所述端孔的孔壁上,所述主轴连接头套的大径端的外侧壁上的所述外螺纹与端孔的内螺纹为螺纹配合。
8.可选的,所述主轴连接头套包括:紧固槽,位于所述大径端,所述紧固槽和所述主轴连接头套中的锥孔相连通,所述紧固槽的直径大于所述主轴连接头套中的锥孔与紧固槽交界处的尺寸;所述主轴具有锥度的一端的端面中具有螺纹孔;所述轴向夹紧组件还包括:主轴紧固螺栓,所述主轴紧固螺栓包括头部和螺杆,所述螺杆的外螺纹与所述主轴中的螺纹孔连接,所述头部的尺寸大于所述主轴连接头套中锥孔与所述紧固槽交界处的尺寸,且小于所述紧固槽的尺寸。
9.可选的,所述锥套包括:容纳槽,位于所述端孔的底部,所述容纳槽的深度大于所述头部的厚度。
10.可选的,所述主轴连接头套的大径端具有周向排布的螺纹孔;所述轴向夹紧组件还包括:垫块,位于所述紧固槽中,所述垫块周向排布有与主轴连接头套上螺纹孔相对应的
沉孔;垫块螺栓,位于所述垫块的所述沉孔中,且与所述螺纹孔进行螺纹配合;垫块通孔,位于所述垫块的中心,所述垫块通孔的尺寸小于所述主轴连接头套中锥孔与所述紧固槽交界处的尺寸;所述主轴紧固螺栓的螺杆贯穿所述垫块通孔,所述头部与所述垫块接触。
11.可选的,所述锥套包括:渐扩的锥套孔,位于所述锥套的第二端;所述轴向夹紧组件还包括:呈回旋体状的弹簧套,所述弹簧套的外侧壁具有锥度与所述锥套孔配合,所述弹簧套具有固定孔,用于固定第二工件。
12.可选的,弹簧套的侧壁具有槽孔,用于使所述弹簧套在径向实现弹性伸缩。
13.可选的,所述锥套的第二端具有外螺纹;所述轴向夹紧组件还包括:第一夹紧套,包括限位底座和位于限位底座上的管状螺纹件,所述管状螺纹件的内壁上具有内螺纹,所述管状螺纹件的内螺纹与所述锥套的外螺纹为螺纹配合。
14.可选的,所述弹簧套包括:限位凸台,位于所述弹簧套的外侧壁;所述限位底座和所述限位凸台接触,所述限位底座用于对弹簧套进行限位。
15.可选的,所述第一夹紧套还包括径向螺纹孔,沿径向设置在所述限位底座的侧壁上;所述弹簧套还包括:环槽,位于所述弹簧套的侧壁上;所述轴向夹紧组件还包括:螺纹紧定件,与所述径向螺纹孔螺纹配合,所述螺纹紧定件的底部位于所述环槽中。
16.可选的,所述第二夹具体还包括:锁紧法兰盘,包括:锁紧座,所述锁紧座具有中心孔,所述中心孔供小径端穿过;放气孔,周向排布于所述锁紧座的侧壁上;调节槽,环绕于所述中心孔;锁紧调整块,包括:调整盖和位于所述调整盖周边的管状调整套,所述调整套与所述调整槽配合,所述调整盖具有主轴孔,所述主轴孔供所述主轴穿过。
17.可选的,所述直线伸缩机构包括:缸体,所述缸体的第一端具有第一活塞孔,所述缸体的第二端具有第二活塞孔,所述第二活塞孔的直径大于第一活塞孔的直径,所述第二活塞孔与所述第一活塞孔连通;活塞杆,与所述第一活塞孔滑动配合,所述活塞杆的侧壁上具有滑动体,用于与第二活塞孔滑动配合。
18.可选的,所述承压组件还包括:第二夹紧套,与所述活塞杆固定连接,所述第二夹紧套的第一端具有夹紧端孔,所述夹紧端孔的底部具有夹瓦孔;所述第二夹紧套的第二端具有夹套通孔;夹瓦,包括小径端和大径端,所述夹瓦的小径端与夹瓦孔配合,所述夹瓦的大径端与所述夹紧端孔配合,所述夹瓦的大径端用于固定第一工件。
19.可选的,所述第二夹紧套还包括:夹套中孔,位于所述夹瓦孔和夹套通孔的交界处,将所述夹瓦孔和所述夹套通孔连通。
20.可选的,所述承压组件还包括:车头,所述车头的第一端具有车头锥孔,所述车头的第二端具有车头通孔,所述车头通孔与所述车头锥孔相连通;所述第二夹紧套第一端外部具有从第一端指向第二端为渐缩的锥形,所述第二夹紧套与所述车头锥孔相配合。
21.可选的,所述车头的第一端具有定位槽;所述第二夹紧套第一端的夹紧端孔的部分区域具有豁口,所述豁口和定位槽连通;所述承压组件还包括:定位块,所述定位块包括第一块体和位于所述第一块体上的第二块体,所述第二块体位于所述定位槽中,所述第一块体位于所述豁口中。
22.可选的,所述缸体的第一端具有缸体凸台;所述第一夹具体还包括:环状垫板,所述环状垫板的内径与缸体凸台的侧壁配合;所述第一夹具体还包括:法兰盘,位于所述缸体的第二端,所述法兰盘具有中心孔,所述中心孔与所述活塞滑动配合。
23.可选的,所述法兰盘还包括:法兰凸台,环绕设置在所述法兰盘的中心孔侧部的端面上,所述法兰凸台位于所述第二活塞孔中。
24.可选的,活塞杆包括:限位槽,位于所述活塞杆第二端的外侧壁上;所述第一夹具体还包括:挡片,固定设置在所述法兰盘背离所述缸体的端面上,所述挡片具有深入所述限位槽的限位部。
25.可选的,所述第一夹具体还包括:调节机构,沿周向排布在所述环状垫板侧部的所述支撑座上,所述调节机构包括:固定块,固定在所述支撑座的第一端,所述固定块中具有螺纹孔;调节块,与所述固定块中的螺纹孔螺纹配合,所述调节块与所述环状垫板的侧壁接触。
26.可选的,所述调节机构,还沿周向排布在所述法兰盘侧部的所述支撑座上;所述固定块,固定在所述支撑座的第二端,所述固定块中具有螺纹孔;所述调节块,与所述固定块中的螺纹孔螺纹配合,用于调整所述法兰盘的位置。
27.本发明实施例还提供一种摩擦焊工装的焊接方法,应用于所述的顶锻式摩擦焊工装,所述焊接方法包括:所述第一工件固定在所述承压组件上,所述承压组件与所述直线伸缩机构的输出端固定连接;所述轴向夹紧组件的一端与所述第二工件固定连接;将所述主轴的轴线与直线伸缩机构的伸缩方向共线;转动所述主轴;缩短第一夹具体和第二夹具体之间的距离,使得第一工件和第二工件接触,进行焊接。
28.可选的,在缩短第一夹具体和第二夹具体之间的距离,使得第一工件和第二工件接触,进行焊接的步骤中,所述直线伸缩机构的输出端推动所述第一工件向第二工件靠近,用于使第一工件和第二工件接触并产生摩擦;对第一夹具体施加顶锻力,用于增大所述第一工件和第二工件的摩擦力,使第一工件和第二工件焊接成形。
29.可选的,所述焊接方法还包括:在转动所述主轴前,使第一夹具体夹持的第一工件和第二夹具体夹持第二工件挤压,实现预顶;在缩短第一夹具体和第二夹具体之间的距离,使得第一工件和第二工件接触,进行焊接的步骤中,主轴带动所述第二夹具体向所述第一夹具体靠近,使得第二工件向第一工件靠近,用于使第二工件和第一工件接触并产生摩擦;对第二夹具体施加顶锻力,用于增大所述第一工件和第二工件的摩擦力,使第二工件和第一工件焊接成形。
30.与现有技术相比,本发明的技术方案具有以下优点:
31.本发明实施提供的顶锻式摩擦焊工装工作时,第二工件通过第二夹具体的轴向夹紧组件与主轴紧固在一起,支撑座为直线伸缩机构的伸缩提供支撑,直线伸缩机构的输出端与承压组件一端固定连接,承压组件的另一端与第一工件固定连接。在采用顶锻式摩擦焊工装进行焊接时,使主轴回转,通过直线伸缩机构输出端的直线伸缩,使得第一工件靠近或者远离所述第二工件,实现第一工件与所述第二工件接触和分离,在顶锻力的作用下实现第一工件和第二工件自动化摩擦焊接,且使得第一工件和第二工件的距离易于调整,精确度高,针对工件焊接,具有较强的可操控性和适应性,且加工效率高,易于创造经济效益。
附图说明
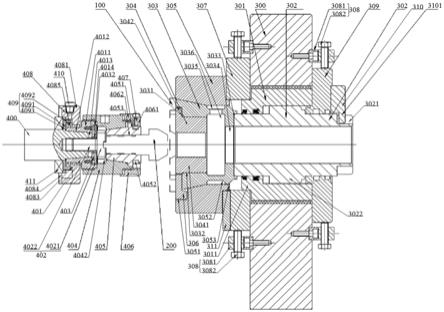
32.图1是本发明实施例一种顶锻式摩擦焊工装的剖面结构示意图;
33.图2是本发明实施例主轴连接头套的剖面示意图;
34.图3是本发明实施例锥套的剖面示意图;
35.图4是本发明实施例锁紧法兰盘的剖面示意图;
36.图5是本发明实施例锁紧调整块的剖面示意图;
37.图6是本发明实施例车头的剖面示意图;
38.图7是本发明实施例提供的一种摩擦焊工装的焊接方法的流程图。
具体实施方式
39.由背景技术可知,传统工装工艺的夹紧方式适应性差、调整困难。
40.为了解决所述技术问题,本发明实施例提供一种顶锻式摩擦焊工装,用于将第一工件和第二工件焊接,包括:第一夹具体和与所述第一夹具体配合的第二夹具体;所述第一夹具体包括:支撑座;承压组件与所述支撑座固定连接,且与所述第一工件固定连接;所述第二夹具体包括:主轴;轴向夹紧组件,所述轴向夹紧组件的第一端与所述主轴的一端固定连接,所述轴向夹紧组件的第二端用于与所述第二工件固定连接。
41.本发明实施提供的顶锻式摩擦焊工装工作时,第二工件通过第二夹具体的轴向夹紧组件与主轴紧固在一起,支撑座为直线伸缩机构的伸缩提供支撑,直线伸缩机构的输出端与承压组件一端固定连接,承压组件的另一端与第一工件固定连接。在采用顶锻式摩擦焊工装进行焊接时,使主轴回转,通过直线伸缩机构输出端的直线伸缩或主轴端伸缩机构(图示中主轴端的伸缩机构未明示),使得第一工件靠近或者远离所述第二工件,实现第一工件与所述第二工件接触和分离,在顶锻力的作用下实现第一工件和第二工件自动化摩擦焊接,且使得第一工件和第二工件的距离易于调整,精确度高,针对工件焊接,具有较强的可操控性和适应性,且加工效率高,易于创造经济效益。
42.为使本发明实施例的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
43.图1示意出本技术实施例一种顶锻式摩擦焊工装的剖面结构示意图。
44.顶锻式摩擦焊工装,用于将第一工件100和第二工件200焊接,包括:第一夹具体和与所述第一夹具体配合的第二夹具体;所述第一夹具体包括:支撑座300;直线伸缩机构,设置在支撑座300上,所述直线伸缩机构包括输出端;承压组件,所述承压组件的一端与所述输出端固定连接,所述承压组件的另一端与所述第一工件100固定连接;所述第二夹具体包括:主轴400;轴向夹紧组件,所述轴向夹紧组件的第一端与所述主轴400的一端固定连接,所述轴向夹紧组件的第二端用于与所述第二工件200固定连接。
45.本发明实施提供的顶锻式摩擦焊工装工作时,第二工件200通过第二夹具体的轴向夹紧组件与主轴400紧固在一起,支撑座300为直线伸缩机构的伸缩提供支撑,直线伸缩机构的输出端与承压组件一端固定连接,承压组件的另一端与第一工件100固定连接。在采用顶锻式摩擦焊工装进行焊接时,使主轴400回转,通过直线伸缩机构输出端的直线伸缩,使得第一工件100靠近或者远离所述第二工件200,实现第一工件100与所述第二工件200接触和分离,在顶锻力的作用下实现第一工件和第二工件自动化摩擦焊接,且使得第一工件100和第二工件200的距离易于调整,精确度高,针对工件焊接,具有较强的可操控性和适应性,且加工效率高,易于创造经济效益。
46.需要说明的是,第一夹具体和第二夹具体中的“第一”和“第二”,以及第一工件和
第二工件中的“第一”和“第二”没有重要先后之分,只是命名上区别,以示区分。
47.需要说明的是,本实施例中,第一工件100和第二工件200的材料相同。其他实施例中,第一工件和第二工件的材料还可以不相同。
48.主轴400通过轴向夹紧组件与所述第二工件200固定连接,在顶锻式摩擦焊的过程中,主轴400用于提供第二工件200的回转。
49.本实施例中,所述主轴400的一端具有锥体,锥体具有锥度,所述锥度需要是自紧式锥度。作为一种示例,所述锥度可以是莫氏锥度,利用摩擦力的原理,可以传递一定的扭矩,且可以方便的与轴向夹紧组件方便的拆卸。莫氏锥度的号数根据实际需要可以是莫氏锥度0号至莫氏锥度6号。
50.本实施例中,所述主轴400可以通过车床提供主轴400的回转。在其他实施例中,主轴400还可以通过铣床或者立式加工中心提供主轴400的回转。
51.本实施例中,所述主轴400具有锥度的一端的端面中具有螺纹孔。
52.如图2所示,所述轴向夹紧组件包括:主轴连接头套401,所述主轴连接头套401包括大径端4011和与大径端4011连接的小径端4012;锥孔4013,从所述小径端4012一侧贯穿所述小径端4012和部分大径端4011,所述主轴连接头套401中的锥孔4013与主轴400的锥度相配合。
53.所述主轴连接头套401用于将主轴400和第二工件200连接起来,所述主轴连接头套401中的锥孔4013侧壁与主轴400的锥体的侧壁通过静摩擦力,能够实现固定连接。
54.本实施例中,所述主轴连接头套401包括:紧固槽4014,位于所述大径端4011,所述紧固槽4014和所述主轴连接头套401中的锥孔4013相连通,所述紧固槽4014的直径大于所述主轴连接头套401中的锥孔4013与紧固槽4014交界处的尺寸。
55.作为一种示例,所述轴向夹紧组件还包括:主轴紧固螺栓402,所述主轴紧固螺栓402包括头部4021和螺杆4022,所述螺杆4022的外螺纹与所述主轴400中的螺纹孔连接,所述头部4021与所述紧固槽4014底面接触,所述头部4021的尺寸大于所述主轴连接头套401中锥孔4013与所述紧固槽4014交界处的尺寸,且小于所述紧固槽4014的尺寸。
56.主轴紧固螺栓402的螺杆4022的外螺纹与所述主轴400中的螺纹孔螺纹配合,且因为所述头部4021的尺寸大于所述主轴连接头套401中锥孔4013与所述紧固槽4014交界处的尺寸,且小于所述紧固槽4014的尺寸,因此,在主轴紧固螺栓402和所述紧固槽4014底面紧密贴合时,所述主轴400与主轴连接头套401紧固在一起。
57.本实施例中,所述主轴连接头套401的大径端4011具有周向排布的螺纹孔。
58.本实施例中,所述轴向夹紧组件还包括:垫块403,位于所述紧固槽4014中,所述垫块403周向排布有与主轴连接头套401上螺纹孔相对应的沉孔;垫块螺栓,位于所述垫块403的沉孔中,且与所述螺纹孔进行螺纹配合;垫块通孔4032,位于所述垫块403的中心,所述垫块通孔4032的尺寸小于所述主轴连接头套401中锥孔4013与所述紧固槽4014交界处的尺寸。所述主轴紧固螺栓402的螺杆4022贯穿所述垫块通孔4032,所述头部4021与所述垫块403接触。
59.垫块螺栓穿过所述沉孔与主轴连接头套401中的螺纹孔进行螺纹配合,提供轴向顶推力,使得垫块403固定在主轴连接头套401的所述紧固槽4014中。
60.螺杆4022和主轴400中螺纹孔进行螺纹配合,在垫块403给主轴连接头套401顶推
力的作用下,产生的轴心拉力,使得主轴的锥壁与主轴连接头套的锥孔紧固。
61.此外,因为所述垫块通孔4032的尺寸小于所述主轴连接头套401中锥孔4013与所述紧固槽4014交界处的尺寸,使得主轴紧固螺栓402的头部4021与垫块403的接触面积较大,减小了所述头部4021和螺杆4022交界处的应力集中,增大了主轴紧固螺杆4022的强度,在采用顶锻式摩擦焊工装进行焊接时,主轴紧固螺杆4022在将主轴400和主轴连接头套401紧固连接的同时不易断裂。
62.本实施例中,所述主轴连接头套401的大径端4011的外侧壁上具有外螺纹。
63.如图3所示,所述轴向夹紧组件包括:锥套404,所述锥套404包括:端孔4041,位于所述锥套404的第一端;内螺纹,位于所述端孔4041的孔壁上,主轴连接头套401的大径端4011的外侧壁上的外螺纹与端孔4041的内螺纹为螺纹配合。
64.所述大径端4011的外侧壁上的外螺纹用于和锥套404端孔4041侧壁上的内螺纹进行螺纹配合,使得主轴连接头套401和锥套404固定在连接,相应的主轴400和锥套404固定在一起,使得在摩擦焊接的过程中,主轴400的回转能够传递到锥套404上。
65.需要说明的是,所述端孔4041侧壁上的内螺纹仅位于端孔4041的侧壁,所述大径端4011的外螺纹位于靠近所述小径端4012的部分侧壁上,从而大径端4011的外侧壁和端孔4041侧壁上的内螺纹螺纹连接的过程中,所述大径端4011底面能够与所述端孔4041的底面接触,使得轴向夹紧组件结构紧凑。
66.本实施例中,所述锥套404包括:容纳槽4042,位于所述端孔4041的底部,所述容纳槽4042的深度大于所述头部4021的厚度。
67.所述容纳槽4042的深度大于所述头部4021的厚度,从而所述容纳槽4042能够容纳所述头部4021,使得主轴紧固螺栓402不会和锥套404干涉。
68.需要说明的是,所述容纳槽4042径向的尺寸大于所述头部4021的径向尺寸。
69.所述锥套404包括:渐扩的锥套孔4043,位于所述锥套404的第二端。
70.本实施例中,所述轴向夹紧组件还包括:呈回旋体状的弹簧套405,所述弹簧套405的外侧壁具有锥度与所述锥套孔4043配合,所述弹簧套405具有固定孔4053,沿轴向贯穿所述弹簧套405,用于固定第二工件200。
71.需要说明的是,所述容纳槽4042的深度大于所述头部4021的厚度,还使得所述头部4021不与所述弹簧套405干涉。
72.通过锥套孔4043与所述弹簧套405的锥度外侧壁配合,使得锥套404和弹簧套405具有更好的同轴度。
73.作为一种示例,所述弹簧套405的外侧壁的锥度和锥套孔4043的锥度均为自紧式锥度。所述自紧式锥度包括莫氏锥度,利用摩擦力的原理,可以传递一定的扭矩,且可以方便的与轴向夹紧组件方便的拆卸。
74.本实施例中,弹簧套405的侧壁具有槽孔,用于使所述弹簧套在径向实现弹性伸缩,从而便于夹持第二工件200。
75.其他实施例中,所述弹簧套的固定孔中具有内螺纹,第二工件的外侧壁具有外螺纹,固定孔中的内螺纹与第二工件外侧壁的外螺纹进行螺纹配合,使得焊接过程中,第二工件和弹簧套之间不会出现打滑的现象,有利于提高第一工件和第二工件摩擦焊接的质量。
76.本实施例中,在摩擦焊接过程中,在通过弹簧套405夹紧第二工件200的同时,使得
弹簧套405具有弹性防护作用,不易在第二工件200的表面产生划痕。
77.本实施例中,所述锥套404的第二端具有外螺纹。所述轴向夹紧组件还包括:第一夹紧套406,包括限位底座4061和位于限位底座4061上的管状螺纹件4062,所述管状螺纹件4062的内壁上具有内螺纹,所述管状螺纹件4062的内螺纹与所述锥套404的外螺纹为螺纹配合。
78.通过所述锥套404第二端的外螺纹,与所述管状螺纹件4062的内螺纹进行螺纹配合,使得所述第一夹紧套406与锥套404固定在一起,相应的主轴400和第一夹紧套406固定在一起,使得在摩擦焊接的过程中,主轴400的回转能够传递到第一夹紧套406上。
79.本实施例中,所述弹簧套405包括:限位凸台4051,位于所述弹簧套405的外侧壁;所述限位底座4061和所述限位凸台4051接触,所述限位底座4061用于对弹簧套405进行限位。
80.第一夹紧套406与锥套404通过螺纹配合固定在一起,相应的所述限位底座4061与锥套404固定在一起,相应的所述限位底座4061能够通过对限位凸台4051的位置进行限定,使得所述弹簧套405轴向限定在锥套孔4043中。
81.本实施例中,所述第一夹紧套406还包括径向螺纹孔,沿径向设置在所述限位底座4061的侧壁上;所述弹簧套405还包括:环槽4052,位于所述弹簧套405的侧壁上;所述轴向夹紧组件还包括:螺纹紧定件407,与所述径向螺纹孔螺纹配合,所述螺纹紧定件407的底部位于所述环槽4052中。
82.螺纹紧定件407与径向螺纹孔进行螺纹配合,且所述螺纹紧定件407的底部位于环槽4052中,从而在摩擦焊接的过程中,螺纹紧定件407不会相对于弹簧套405发生轴向移动,且在摩擦焊接完成后,螺纹紧定件407易于取出。
83.本实施例中,所述径向螺纹孔轴线穿过所述限位底座4061的圆心。其他实施例中,所述径向螺纹孔的轴线还可以不贯穿所述限位底座4061的圆心。
84.本实施例中,螺纹紧定件407是螺栓。其他实施例中,螺纹紧定件407可以是紧定螺丝。
85.如图4所示,所述第二夹具体还包括:锁紧法兰盘408,包括:锁紧座4081,所述锁紧座4081具有中心孔4082(如图4所示),所述中心孔4082供所述小径端4012穿过;放气孔,周向排布于所述锁紧座4081的侧壁上;调节槽4083,环绕于所述中心孔。
86.本实施例中,所述第二夹具体还包括放气帽410,位于所述放气孔中,用于将第二夹具体内部的气压与大气气压连通;此外,放气帽410置于所述放气孔中有利于防止加工过程中的污染物等进入所述第二夹具体中,使得第二夹具体保持优越的性能。
87.需要说明的是,所述锁紧座4081具有位于端面上的轴承孔(图中未标示),所述轴承孔用于安装轴承,且所述轴承孔与所述调节槽4083位于所述锁紧座4081的同一侧;所述调节槽4083位于所述轴承孔的底部。
88.本实施例中,所述直线伸缩结构的输出端连接有连接件(图中未示出);所述锁紧法兰盘408还包括:嵌合槽4084,位于所述轴承孔背离所述调节槽4083的一侧,所述嵌合槽4084用于与直线伸缩结构的输出端的连接件侧壁嵌合。
89.如图5所示,所述第二夹具体还包括:锁紧调整块409,包括:调整盖4091和位于所述调整盖4091周边的管状调整套4092,所述调整套4092与所述调整槽配合,所述调整盖
4091具有主轴孔4094,所述主轴孔4094与所述主轴400侧壁过盈配合。
90.在一些实施例中,所述第二夹具体还包括:轴承411(如图1所示),所述轴承411的外圈与所述轴承孔配合,所述轴承411的内圈与所述主轴400外径配合。
91.相应的,所述锁紧调整块409还包括:轴承内顶4093,位于所述调整盖4091背离所述管状调整套4092一侧的所述主轴孔4094边缘。所述轴承内顶4093用于限制所述轴承411内端在主轴轴向的移动。
92.通过主轴连接头套401的锥孔4013和主轴400的锥体配合,使得主轴连接头套401的小径端能够顶着调整盖4091,调整盖4091能够紧顶在轴承411的内圈上。在摩擦焊接的过程中,主轴400转动,主轴400带动轴承411的内圈转动,在调整盖4091的主轴孔4094与主轴400侧壁过盈配合的情况下,锁紧调整块409跟随主轴400转动。
93.本实施例中,所述锁紧座4081的中心孔上轴向间隔设置有一个或多个毛毡孔4085。所述毛毡孔4085用于放置毛毡,所述毛毡用于密封漏油。
94.所述支撑座300,在直线伸缩机构伸缩的过程中,为直线伸缩机构提供支撑。
95.本实施例中,所述支撑座300具有容纳直线伸缩机构的支撑孔(图中未标示)。
96.直线伸缩机构与承压组件连接,用于提供承压组件伸缩的动力。
97.本实施例中,所述主轴400的轴线与所述直线伸缩机构的伸缩方向在同一直线上。
98.作为一种示例,所述直线伸缩机构包括:缸体301(如图1所示),所述缸体301的第一端具有第一活塞孔,所述缸体301的第二端具有第二活塞孔,所述第二活塞孔的直径大于第一活塞孔的直径,所述第二活塞孔与所述第一活塞孔连通;活塞杆302,与所述第一活塞孔滑动配合,所述活塞杆302的侧壁上具有滑动体3022,用于与第二活塞孔滑动配合。
99.在右夹具体工作时,活塞杆相对于第一活塞孔滑动配合,所述滑动体相对于所述第二活塞孔滑动配合,所述活塞杆从缸体的第一端伸出用于调整与之相邻的承压组件在床身底座上的位置,进而调整所述第一工件的位置,为第一工件和第二工件摩擦塞焊接做准备。
100.作为一种示例,所述缸体301位于所述支撑孔中,所述缸体301侧壁和所述支撑座300之间具有四氟垫片,用于调整缸体301和支撑座300之间的间隙,用于调整活塞杆302的轴向位置。
101.本实施例中,所述承压组件还包括:第二夹紧套303,与所述活塞杆302固定连接,所述第二夹紧套303的第一端具有夹紧端孔3031,所述夹紧端孔3031的底部具有夹瓦孔3032。
102.所述第二夹紧套303与活塞杆302固定连接,使得活塞杆302在缸体301中伸缩的过程中,第二夹紧套303跟随活塞杆302运动。
103.本实施例中,所述第二夹紧套303的第二端具有配合凹槽3033,第二夹紧套303通过所述凹槽3033与所述活塞杆302的端部连接。在摩擦焊接过程中,通过活塞杆302顶着所述凹槽3033,推动第一工件向第二工件靠近。
104.本实施例中,承压组件还包括:夹瓦304,包括小径端3042和大径端3041,所述夹瓦304的小径端3042与夹瓦孔3032配合,所述夹瓦304的大径端3041与所述夹紧端孔3031配合,所述夹瓦304的大径端3041用于固定第一工件100。
105.所述夹瓦304的大径端3041用于固定第一工件100,所述夹瓦304与所述第二夹紧
套303的夹紧端孔3031和所述夹瓦孔3032相配合,在摩擦焊接的过程中,活塞杆302带动所述第二夹紧套303移动的过程中,能够带动夹瓦304移动,相应的带动第一工件100移动。
106.本实施例中,所述第二夹紧套303的第二端具有夹套通孔3034。夹套通孔3034能够适应第一工件100多样化的结构,例如第一工件100为棒状时,使得第一工件100易于安装,在此情况下实现棒类工件与棒类工件的焊接。
107.本实施例中,所述第二夹紧套303还包括:夹套中孔3036,位于所述夹瓦孔3032和夹套通孔3034的交界处,将所述夹瓦孔3032和所述夹套通孔3034连通。
108.在摩擦焊接的过程中,第二夹紧套303的一端受到来自第二工件200施加的轴向推力,所述第二夹紧套303的另一端受到来自活塞杆302施加的支撑力,所述夹套中孔3036使得第二夹紧套303能够发生轴向弹性形变。
109.本实施例中,所述第二夹紧套303还包括:夹套侧孔3035,位于所述夹套中孔3036对应的第二夹紧套303外侧壁上。
110.所述第二夹紧套303第一端外部具有从第一端指向第二端为渐缩的锥形。
111.如图6所示,所述承压组件包括:车头305,所述车头305的第一端具有车头锥孔,所述车头305的第二端具有车头通孔3052,所述车头通孔3052与所述车头锥孔相连通,所述车头锥孔与所述第二夹紧套303相配合。
112.所述夹套侧孔3035用于增加夹紧套的可伸缩性,减小面接触,降低第二夹紧套303与车头305由于加工或装配误差等问题而发生咬死的几率,减少第二夹紧套303的推出阻力。
113.所述车头锥孔和所述第二夹紧套303第一端的锥形侧壁相配合,使得第二夹紧套303和所述车头305易于安装在一起,也易于拆卸分开;所述车头通孔3052与所述第二夹紧套303的夹套中孔3036和夹套通孔3034对应的外侧壁配合。
114.作为一种示例,所述车头锥孔的锥度和第二夹紧套303第一端的锥形侧壁的锥度均为自紧式锥度。所述自紧式锥度包括莫氏锥度,利用摩擦力的原理,可以传递一定的扭矩,且可以方便的与轴向夹紧组件方便的拆卸。
115.本实施例中,所述车头305的第一端具有定位槽3051;所述第二夹紧套303第一端的夹紧端孔3031的部分区域具有豁口,所述豁口和定位槽3051连通;所述承压组件还包括:定位块306,所述定位块306包括第一块体和位于所述第一块体上的第二块体,所述第二块体位于所述定位槽3051中,所述第一块体位于所述豁口中。
116.所述豁口和定位槽3051连通,所述定位块306位于所述豁口和定位槽3051中,所述第一块体与所述夹瓦304的大径端3041接触。在摩擦焊接的过程中,定位块306阻碍夹瓦304的大径端3041发生周向运动,相应能够阻碍夹瓦304在第二夹紧套303中旋转,因为夹瓦304的大径端3041用于固定第一工件100,第二工件200顶触第一工件100时,事先已经发生旋转,所述第一工件100不易发生旋转,易于实现第一工件100和第二工件200的摩擦焊接。
117.本实施例中,所述定位块306包括但不限于定位键。
118.本实施例中,所述缸体301的第一端具有缸体凸台3011;所述第一夹具体还包括:环状垫板307,所述环状垫板307的内径与缸体凸台3011的侧壁配合。
119.本实施例中,所述车头305的第二端具有车头凸台3053,所述环状垫板307的内径还与车头凸台3053的侧壁配合。
120.环状垫板307的内径同时与缸体凸台3011和车头凸台3053相配合,有利于使得所述环状垫板307与所述车头305和支撑座300固定连接。
121.需要说明的是,环状垫板307的端面上具有第一固定通孔(图中未示出),支撑座300上具有与第一固定通孔配合的螺纹孔(图中未示出),螺栓穿过环状垫板307上的第一固定通孔与支撑座300上的螺纹孔螺纹连接,使得环状垫板307固定在支撑座300上。
122.需要说明的是,所述车头305上具有沿轴向的第二固定通孔(图中未示出),环状垫板307上具有与第二固定通孔配合的螺纹孔(图中未示出),螺栓穿过车头305上的第二固定通孔与环状垫板307上的螺纹孔螺纹连接,使车头305固定在环状垫板307上。
123.还需要说明的是,所述环状垫板307和车头305之间还具有定位键311。所述定位键311方便将环状垫板307和车头305在预设位置进行装配。
124.所述第一夹具体还包括:调节机构308,沿周向排布在所述环状垫板307侧部的所述支撑座300上,所述调节机构308包括:固定块3081,固定在所述支撑座300的第一端,所述固定块3081中具有螺纹孔;调节块3082,与所述固定块3081中的螺纹孔螺纹配合,所述调节块3082与所述环状垫板307的侧壁接触。
125.调节块3082与固定块3081中的螺纹孔的螺纹配合具有自锁功能,通过螺纹配合使得调节块3082能够调整所述环状垫板307在径向的位置,进而环状垫板307能够对缸体301施压,微调活塞杆的输出位置。
126.所述第一夹具体还包括:法兰盘,位于所述缸体301的第二端,所述法兰盘具有中心孔,所述中心孔与所述活塞杆滑动配合。
127.所述法兰盘限定缸体301第二端在直线伸缩机构伸缩方向所在位置。
128.作为一种示例,所述法兰盘309包括:法兰凸台3091,环绕设置在所述法兰盘309的中心孔侧部的端面上,所述法兰凸台3091位于所述第二活塞孔中。
129.所述法兰凸台3091在第二活塞孔中,用于限定滑动体3022在缸体301第二端的位置。
130.所述调节机构308,还沿周向排布在所述法兰盘309侧部的所述支撑座300上,固定块3081,固定在所述支撑座300的第二端,所述固定块3081中具有螺纹孔;调节块3082,与所述固定块3081中的螺纹孔螺纹配合,用于调整所述法兰盘309的位置。
131.活塞杆302包括:限位槽3021,位于所述活塞杆302第二端的外侧壁上;所述第一夹具体还包括:挡片310,固定设置在所述法兰盘309背离所述缸体301的端面上,所述挡片具有深入所述限位槽3021的限位部3101。
132.本实施例中,挡片310通过螺栓固定在所述法兰盘309上,限位部3101与限位槽3021配合,进行所述活塞杆302轴向滑动的限位。
133.需要说明的是,所述挡片310具有沿轴向的挡片通孔(图中未示出),所述法兰盘309中具有与挡片通孔相对应的螺纹孔(图中未示出),所述挡片通孔与螺纹孔通过螺栓连接,实现挡片310和法兰盘309固定连接。
134.在采用本发明实施例的顶锻式摩擦焊工装进行摩擦焊接的过程中,在主轴转动前,使第一夹具体夹持的第一工件100和第二夹具体夹持第二工件200挤压,实现预顶,预定操作可以避免摩擦焊接时,第一工件100或第二工件200脱落。
135.在摩擦焊接的过程中,第一工件向第二工件靠近并接触摩擦,在轴向顶锻力的作
用下,使第一工件和第二工件发生塑性变形并消耗部分工件材料,直至第一工件和第二工件焊接在一起。
136.如图7所示,为本发明实施例提供的一种摩擦焊工装的焊接方法的流程图,可应用于以上任一实施例所述的摩擦焊工装。
137.本实施例所述摩擦焊工装的焊接方法应用于前述的顶锻式摩擦焊工装,所述焊接方法包括:步骤s1,所述第一工件固定在所述承压组件上,所述承压组件与所述直线伸缩机构的输出端固定连接;步骤s2,所述轴向夹紧组件的一端与所述第二工件固定连接;步骤s3,将所述主轴的轴线与直线伸缩机构的伸缩方向共线;步骤s4,转动所述主轴;步骤s5,缩短第一夹具体和第二夹具体之间的距离,使得第一工件和第二工件接触,进行焊接。
138.本发明实施提供的顶锻式摩擦焊工装工作时,第二工件200通过第二夹具体的轴向夹紧组件与主轴400紧固在一起,直线伸缩机构的输出端与承压组件一端固定连接,承压组件的另一端与第一工件100固定连接,在采用顶锻式摩擦焊工装进行焊接时,通过将主轴的轴线和直线伸缩机构的伸缩方向共线,使主轴回转,并通过驱动第一夹具体或/和第二夹具体,使第一工件和第二工件靠近,通过直线伸缩机构输出端的直线伸缩,使得第一工件100靠近或者远离所述第二工件200,实现第一工件100与所述第二工件200接触和分离,在顶锻力的作用下实现第一工件和第二工件自动化摩擦焊接,且使得第一工件100和第二工件200的距离易于调整,精确度高,针对工件焊接,具有较强的可操控性和适应性,且加工效率高,易于创造经济效益。
139.本实施例中,所述焊接方法还包括:在转动所述主轴前,使第一夹具体夹持的第一工件100和第二夹具体夹持第二工件200挤压,实现预顶。预定操作可以避免摩擦焊接时,第一工件100或第二工件200脱落。
140.缩短第一夹具体和第二夹具体之间的距离,使得第一工件100和第二工件200接触,进行焊接的步骤中,主轴400带动所述第二夹具体向所述第一夹具体靠近,使得第二工件200向第一工件100靠近,用于使第二工件200和第一工件100接触并产生摩擦;对第二夹具体施加顶锻力,用于增大所述第一工件100和第二工件200的摩擦力,使第二工件200和第一工件100焊接成形。
141.具体的,在摩擦焊接的过程中,第一工件100向第二工件200靠近并接触摩擦,在轴向顶锻力的作用下,使第一工件100和第二工件200发生塑性变形并消耗部分工件材料,直至第一工件100和第二工件200焊接在一起。
142.其他实施例中,在缩短第一夹具体和第二夹具体之间的距离,使得第一工件和第二工件接触,进行焊接的步骤中,所述直线伸缩机构的输出端推动所述第一工件向第二工件靠近,用于使第一工件和第二工件接触并产生摩擦;对第一夹具体施加顶锻力,用于增大所述第一工件和第二工件的摩擦力,使第一工件和第二工件焊接成形。
143.本实施例中,步骤s1、步骤s2以及步骤s3并不存在必然的先后执行顺序,步骤s3可以和步骤s1和s2并行执行,本说明书实施例对此不做具体限制。
144.本实施例中,主轴转动可以是车床提供。其他实施例中,主轴转动还可以是其他动力提供,例如电机。
145.虽然本说明书实施例披露如上,但本说明书实施例并非限定于此。任何本领域技术人员,在不脱离本说明书实施例的精神和范围内,均可作各种更动与修改,因此本说明书
实施例的保护范围应当以权利要求所限定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1